

§ 14. Перспективы развития сталеплавильного производства
Современные способы получения стали (конвертерный, мартеновский и электроплавильный) основаны на двухстадийной переработ' ке железных руд: сначала из них выплавляют чугун, а затем из чугуна получают сталь. Такой способ сложен, требует больших затрат труда, времени, тепловых и материальных ресурсов. При этом необходимо учитывать и то, что сталеплавильное производство является одним из самых интенсивных загрязнителей атмосферы. Под влиянием этих факторов (экономика и экология) в начале пятидесятых годов нашего столетия во многих странах начали успешно
Рис.
11.15. Схема процесса бездоменного
получения стали
работать над совершенствованием технологии прямого получения железа из руды и передела его в сталь в электродуговых печах.
В настоящее время производство железа непосредственно из руды по различным технологическим схемам осуществлено в промышленных масштабах в ряде стран.
В Советском Союзе на базе Курской магнитной аномалии построен Старооскольский электрометаллургический комбинат, рассчитанный на выпуск более 4 млн т высококачественной стали в год, который работает на железе, полученном прямым восстановлением из руды.
Технологическая схема процесса бездоменного получения стали приведена на рис. 11.15. По этой схеме сырьем для получения железа служит концентрат с 70 % Fe, поступающий из Лебединского обогатительного комбината 1 в виде пульпы (смеси с водой) по трубопроводу 2 длиной 27 км. После отстоя пульпы образующийся осадок концентрата обезвоживается на дисковых вакуум-фильтрах
смешивается в барабанных смесителях 4 со связкой — бетонитом — и окомковывается в барабанном окомкователе 5. Полученные окатыши обжигают в печи 6 и подают по конвейеру в установку прямого восстановления железа — в шахтную печь 8. Снизу в печь поступает газ-восстановитель с температурой 760 °С под давлением
15 МПа, образующийся в реформере 7 при взаимодействии природного и колошникового газов. В результате реакции восстановления содержание железа в окатышах повышается до 90...95 %. Дальше окатыши поступают в электропечь 9 емкостью 150 т, расплавляются, металл очищается от примесей, к нему добавляют необходимые компоненты и получают легированную сталь, которая затем разливается на УНРС 10. Полученные слитки подогреваются в печи 11 и прокатываются на валках 12.
Глава 4. Производство цветных металлов
§ 15. Производство меди
Медные руды содержат 1...5 % меди. Медь в них находится в виде сернистых соединений CuS, Cu2S, CuFeS2, оксидов CuO, Cu20, карбонатов. Наряду с медью эти руды часто содержат никель, цинк, свинец, золото, серебро и другие металлы.
Рис.
11.17. Схема конвертера для получения
черновой меди
Рис.
11.16. Схема печи для обжига концентрата
в кипящем слое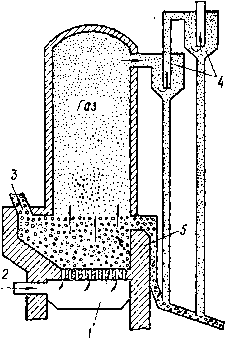
Обогащают медные руды обычно методом флотации, основанным на различном смачивании водой соединений меди и пустой породы. В флотационной машине измельченная руда, вода и флотационные реагенты (например, пихтовое масло) образуют пульпу. Флотационные реагенты адсорбируются на частицах руды в виде пленок, не смачиваемых водой. При продувке пульпы пузырьки воздуха концентрируются на поверхности этих частиц и увлекают их вверх, образуя слой пены, а смачиваемая водой пустая порода оседает на дно ванны. Собранную пену фильтруют, сушат и получают концентрат, содержащий 15...35 % меди.
Обжигают концентрат при 750...850 °С в воздушной атмосфере с целью окисления сульфидов и уменьшения содержания серы.
Прогрессивным Является обжиг в кипящем слое. Измельченный концентрат загружается в печь через окно 3 (рис. 11.16). Снизу в печь по каналу 2 и отверстия в поддоне 1 подается воздух. Давление воздуха устанавливается таким, чтобы частицы концентрата находились во взвешенном («кипящем») состоянии. Обожженный концентрат «переливается» через порог 5 печи в виде огарка. Отходящие сернистые газы очищаются в циклонах 4 и направляются в сернокислотное производство.
Штейн выплавляют из концентрата в отражательных печах. Такие печи строят длиной до 40 м и емкостью до 100 т и более переплавляемой шихты. Отапливают печь мазутом, угольной пылью или газом. Максимальная температура в головной части печи составляет 1550 °С и постепенно снижается к хвостовой части до 1250... 1300 °С. Шихту загружают вагонеткой через отверстия в своде печи.
В процессе плавки протекают реакции:
2Cu2S + 2CuO = 6Cu + S02; 2Cu + FeS = Cu2S -f- Fe; Cu20 + + FeS = Cu2S + FeO.
В результате этих реакций на поддоне печи скапливается расплавленный медный штейн — сплав сульфидов Cu2S и FeS, содержащий 20...60 % Си, 10...60 % Fe и до 25 % S. Образующиеся при плавке силикаты железа растворяют другие оксиды и всплывают в виде шлака.
Черновую медь получают при продувке расплавленного штейна воздухом в конвертере (рис. 11.17) — горизонтально расположенном цилиндрическом сосуде из листовой стали длиной
. 10 и диаметром 3...4 м, футерованном магнезитовым кирпичом 2. Воздушное дутье подводится по трубам 3 и подается внутрь конвертера через 40...50 фурм 4, расположенных по его образующей. Для заливки штейна в горловину 1 и выливки продуктов плавки конвертер поворачивают на роликах 5.
Конвертирование протекает в два периода. В первом периоде (5...25 ч) окисляются сульфиды железа и меди:
2FeS + 302= 2FeO + 2S02, 2Cu2S + 302= 2Cu20 + 2S02.
Образующийся при этом оксид железа FeO связывается флюсом- кремнеземом Si02 и удаляется в шлак (2FeOa- Si02).
Во втором периоде (2...3 ч) окисляются сульфиды меди и восстанавливается медь:
2Cu2S -f- 302= 2Cu20 -f- 2S02, Cu2S 2Cu20 = 6Cu -f- S02.
Полученную медь называют черновой, так как она содержит до 1,5 % примесей. Для очистки от примесей черновую медь подвергают огневому и электролитическому рафинированию.
Огневое рафинирование заключается в окислении примесей в отражательных печах при продувке черновой меди воздухом; при этом кислород воздуха соединяется с медью и образует оксид Си20, который затем реагирует с примесями металлов (Me) по реакции
Me + Cu20 = MeO + 2Cu.
Одновременно окисляется и сера:
Cu2S -f- 2CuaO = 6Cu -f- S02.
После этого приступают к раскислению меди — восстановлению Си20. Для этого медь перемешивают деревянными жердями. Бурное
выделение паров воды и углеводородов способствует удалению газов и восстановлению меди:
4Cu20 + СН4= 8Си + 2НаО -f С02.
После огневого рафинирования чистота меди достигает 99...99,5 %.
Электролитическое рафинирование применяют для получения меди чистотой до 99,95 %. Электролиз проводят в специальных ваннах. Анодами служат пластины из черновой меди размером
X 1 м и толщиной 50 мм, катодами — листы толщиной 0,5 мм из чистой меди, электролитом — водный раствор серной кислоты и сернокислой меди.
При прохождении тока напряжением 2...3 В и плотностью
.400 А/м2 анод растворяется, медь переходит в раствор в виде катионов, которые затем разряжаются на катодах и откладываются слоем чистой меди. При этом примеси осаждаются на дно ванны в виде шлама. Иногда в шламе содержатся до 35 % Ag, 6 % Se,
% Fe, 1 % Au и другие ценные элементы. Поэтому шламы обычно перерабатывают с целью извлечения этих элементов.