

Припуски и напуски в машиностроении
В процессе мех. Обработки достигается задан. Форма детали, ее размеры, обеспечивается точность взаимного расположения поверхностей, а также качества обработ. Пов-ти. На первую операцию поступает исх. Заготовка, кот. Получается либо литьем, либо пластич. Деформацией, форма, размер и состояние материала исх. Заготовки сущ-но отличается от аналог. Параметров гот. Детали. Основное отличие закл-ся в том, что на всех поверхностях подлежащих мех. Обработке имеет припуск, кот. И меняет разм. И форму заготовки.
Общий припуск на обработку – это слой материала удаляемый с поверхности исх. Заготовки в процессе мех. Обработки с целью получения гот. Заготовки.
ГОСТ 3.1109-82. Исходная заготовка – это заготовка перед первой техн. Операцией.
- установление оптимальных припусков на обработку явл. Сложной технико-эконом. Задачей. Назначение чрезмерно больших припусков приводит к потерям материала в виде стружки, к увеличению трудоемкости механообр-ки, повышен. Расходу реж. Инструмента и электроэнергии, к увеличению потребного оборуд. и раб. Силы, кроме того не всегда из заготовки с больш. Припусками может быть деталь высокой точности.
- Назначение малых припусков может не обеспечить удаление дефектного слоя материала, может не позволить достичь требуемой точности и шероховатости поверхности, вызовет повышение требования к исх. Заготовке и ее удорожании, потребует применения станочного приспособления высокой точности.
Назначение припуска всегда основывается на решении 2-х противоположных задач. 1. Чем меньше припуск, тем меньше трудоемкость и себестоимость мех. Обработки. 2. Чем меньше припуск, тем точнее и дороже исх. Заготовка.
∑Zоп=∑Zобщ
Операционный припуск – это слой материала, удаляемый с поверхности заготовки при выполнении операции с целью обеспечить заданную точность и качество обработ. Пов-ти без изменения конфигурации заготовки. По ходу тех. Процесса начиная с обдирочных операц. К чистовым и отделочным велич. Операц. Припуска снижается. Велечина операц. Припуска подлежит расчету.
Напуск - это слой материала, удаление которого необходимо не только для получения требуемой точности и качества поверхности, но и для получения треб. Конфигурации детали. Напуск в машиностроении явление вредное, его появление вызвано несовершентсвом методов получения исх. Заготовки или удешевлением этой заготовки. Самая дешевая заготовка – это прутковый прокат. Размер напуска не зависит от величины дефектов и выполнения предварительных операций. Величина напуска определяется только размерами исх. Заготовки и размерами готов. Детали. Размер напуска расчету не подлежит.
Расчет припусков.
li – операционный (технологический) размер длины.
Tli – допуск на операционный размер.
Допуск на операционные размеры принято назначать в тело детали, а для заготовок назначают симметричный допуск.
Tli>0
Zi –операционный припуск
Zmin
– минимальный припуск
 -
колебание
размера
=max-min
-
колебание
размера
=max-min
hc – величина дефектного слоя
Расчет припусков ведут в следующей последовательности:
1. Определяют припуск на переход Zi
2.
Суммируют на операцию
3.
Суммируют по всем операциям
n - количество операций.
Структура
припусков при обработке наружной
поверхности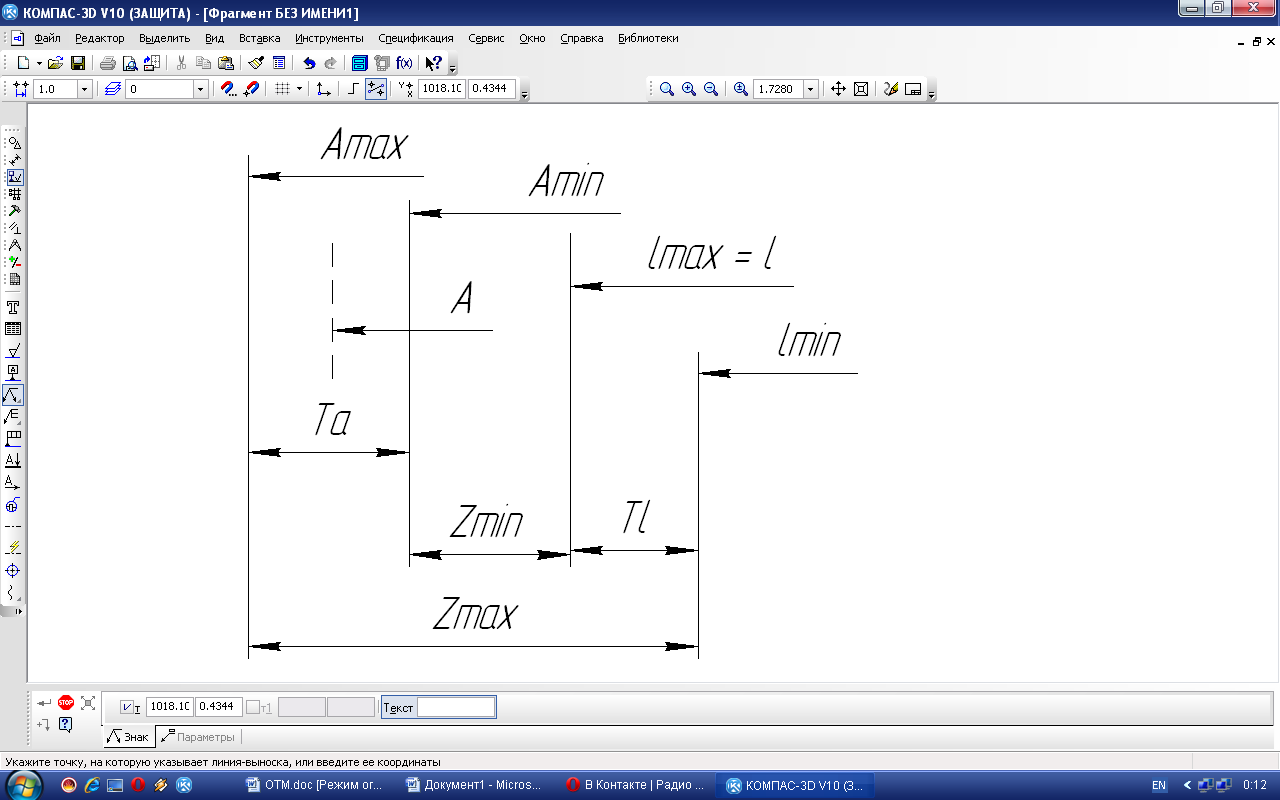
Z=A-l
Zmax=Amax-lmin
Zmin=Amin-Amax
=Zmax-Zmin=Amax-lmin-Amin+lmax=TА+Tl
A – номинальный размер заготовки
T=max-min (для размеров)
=max-min (для припусков)
= TА+Tl
= Tli-1+Tli
Величина колебаний припуска зависит от точности выполнения предыдущей и текущей обработки.
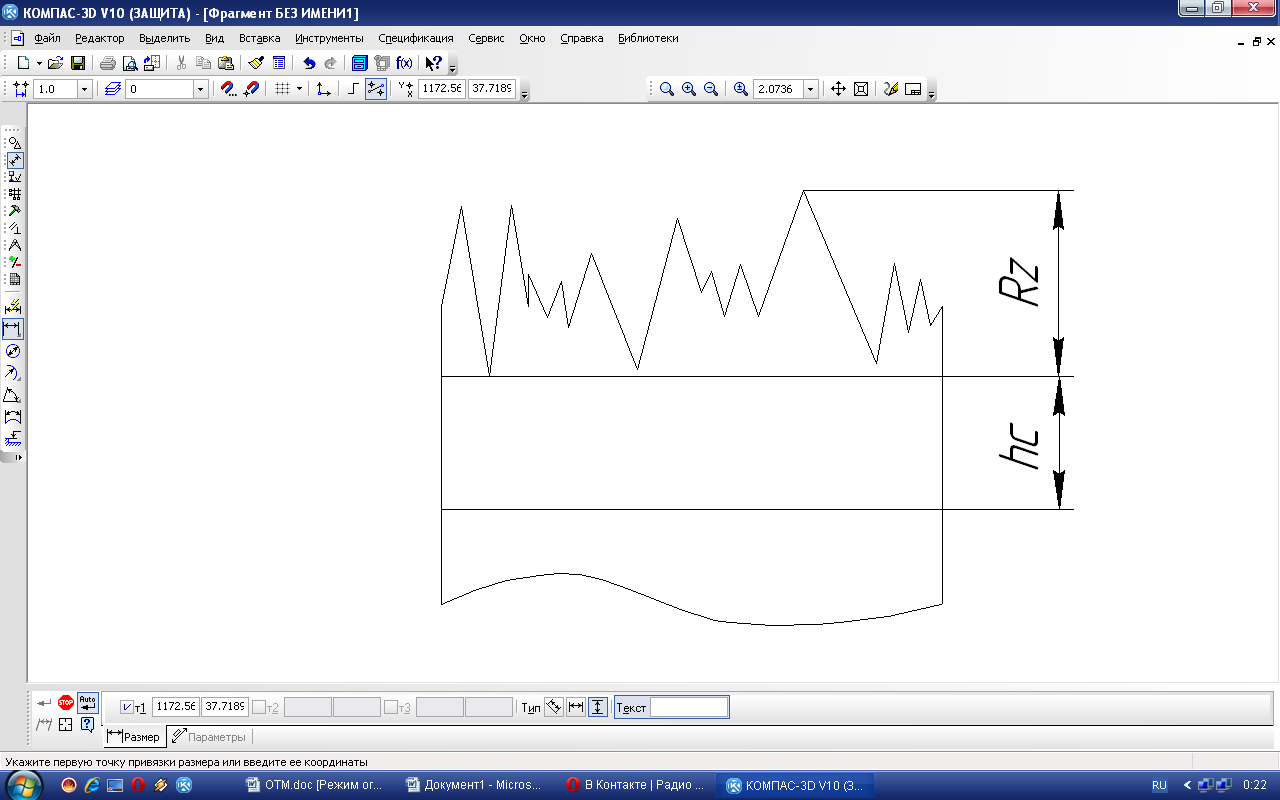
Поверхностный слой можно характеризовать двумя поверхностями: 1.шероховатостью после обработки Rz и
2. величиной дефектного слоя, при этом на окончательной операции Rz и hc должны удовлетворять требованиям чертежа, следовательно от черновой к чистовой операции Rz и hc уменьшаются, стремясь к заданному.
В данном случае, слой, представляющий Rz+hc является минимальным припуском на обработку. Следует помнить, что Zmin – это минимальный припуск на текущую операцию, а Rz и hc формируются на предыдущей операции.
При этом считают, что погрешности формы должны входить колебание припуска.
Zmax= Zmin + Z
Zmax= Zmin + Z