

3) Порошковая металлургия позволяет получать заг-ки из спрессованного порошка,
4) комбинированные способы.
При выборе способа получения заг-ки следует помнить, что прочностные хар-ки литых заг-к хуже, чем ОД.
Выбор заг-ки явл.достаточно сложной задачей. С точки зрения экономии мат-ла сокращение затрат на последующую механообр-ку целесообр-но приближать исх.заг-ку по размерам, форме и др.пар-ам к хар-кам готовой дет. однако в этом случае будут возрастать затраты на заготов-ой стадии, след-но снижение треб-ий к заг-ке и упрощение ее форм повышен. Затрат на механообр-ку.
При выборе заг-ки необ-мо учитывать кач-во поверх-ого слоя. Разрушение всегда нач-ся с пов-ти,поэтому малоприпускные заг-ки должно быть менее дефектными. При изг-ии исх.заг-ки необ-мо предусматривать не только минимальную вел-ну припуска, но и его равномер-ть. Кроме того необх-мо учитывать устан-ку заг-ки в сист.координат станка, при этом установка должа быть максимально точна.
Выбирая способ получения заг-ки необ-мо рассматривать неск.вар-ов, а оканчат-ое решение прин-ть на основе техник-эконом-ого строения. Основными факторами, определ-ми вид заг-ки явл.:
Вид.дет.;
Конфигурация;
Габаритные размеры.
Во многих случаях заданный по чертежу дет.мат-л уже опр-ет вид заг-ки или метод получения.
Допол.фактором выбора вида заг-ки явл.производств.программа выпуска изделия. Если объем выпуска значит-ый, то лучше исп-ть свободную ковку. Если оъем выпуска значит-ый, то лучше исп-ть более точные заг-ки, получ-ые точным литьем или штамповкой.
На основании чертежа дет.разраб-ся чертеж заг-ки, где предусматр-ся наличие всех необ-ых припусков по поверх-ям на обр-ку и технологич.напуски. Кроме того, в чертежи заг-ки указ-ся технологич.уклоны, радиусы и коэффициент используемого материала (КИМ).
Предварит, чертеж заготовки определяет технолог мех. отдела, а окончат. Оформление чертежа заготовки, разработку технолог. процесса и внедрение его в изготовление и производство осущ-ют технологом металлург. отдела. На чертеже заготовки изображают контур готовой детали, изображают его штрихпунктирной линией.
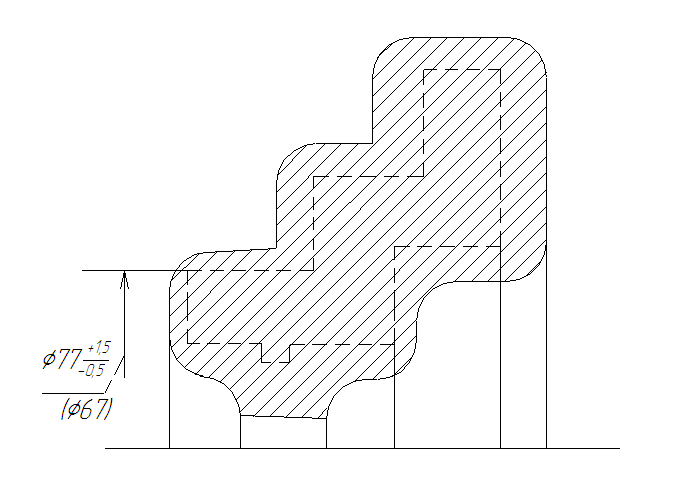
Для сведения на чертеже заготовки приводят размеры готовой детали в скобках.
Кроме того на чертеже заготовки указывается способ и метод исп. заготовки , способ очистки, а также группа контроля.
Различают 3 группы контроля:
к ней относят заготовки из кот. каждая требует испытание твердости и мех свойств.
В этом случае размеры заготовки и ее конфигурация должны предусматривать возможность изготавливать соотв. размеру испытуемого образца.
2. к ней относятся заготовки, для которых испытание мех. св-в достаточно провести на одной детали от партии, а испытание на твердость проводится на 100% деталей.
В этом случае объем заготовки не увел-ют, и испыт-е мех. свойств проводят на 1 доп. детали.
3. к ней относят заготовки, у которых проверяется только твердость либо на одной заготовке от партии, либо на материале в состоянии поставки.
В общем случае выбор технолог. процесса получения заготовки и метода получения ее формообр. зависит от
1) технологические свойства материала
2)конструктивные формы и размеры детали
3)точность заготовки и характеристики качества материала поверхностного слоя
4) программа выпуска
5) проив-ая возможность заготовительных цехов
6) время на подготовку производства
7) возможность быстрой переналадки оборудования.