

2.4. Выбор промышленного робота
Как и при выборе станков, целесообразность применения того или иного ПР в производственных условиях определяется с учетом ряда требований:
Соответствие грузоподъемности ПР массе объекта манипулирования. С учетом массы захватного устройства грузоподъемность робота должна превышать массу объекта не менее чем на 10 – 20 %.
Соответствие технологических возможностей ПР (во многом определяемых видом системы управления), содержанию необходимых манипуляций с объектом.
Соответствие числа степеней подвижности ПР минимально необходимому их числу для выполнения требуемых операций. Обычно число степеней подвижности – 2 – 4, если на робот не накладывают дополнительных функций. Число степеней подвижности определяется содержанием манипуляционных действий, размерами и расположением рабочих зон обслуживаемого оборудования и его количеством, а также рядом других факторов.
Соответствие размеров рабочей зоны ПР размерам, форме и расположению рабочих зон обслуживаемого оборудования.
Соответствие скоростей перемещения рабочих органов ПР требуемой производительности процесса; соответствие погрешности позиционирования ПР требованиям по точности выполнения основных или вспомогательных операций.
Простота цикла переналадки, конструктивной и программной стыковки с другими подсистемами ГПС, надежность, экономичность.
Для РТК механической обработки наиболее предпочтительно использование ПР с позиционной системой управления, поскольку ПР с цикловым управлением имеет ограниченные манипуляционные действия, а применение контурной системы ведет к недоиспользованию технологических возможностей робота.
Для обработки заготовки массой до 80 кг с учетом массы захватного устройства, выбираем ПР с позиционной системой управления модели Робот KUKA KR 60 JET принадлежит к классу портальных роботов, что позволяет расширить рабочее пространство. Радиус досягаемости значительно расширен за счет длины трека. Робот KUKA KR 60 JET очень быстрый и имеет скорость перемещения до 3,2 метров в секунду.

Технические характеристики:
Количество осей 6
Полезная нагрузка 60кг
Радиус действия 2002мм
Точность ±0.15мм
Масса 435кг
Максимальная скорость 3.2 м/с
Длина монорельса, 10000 мм
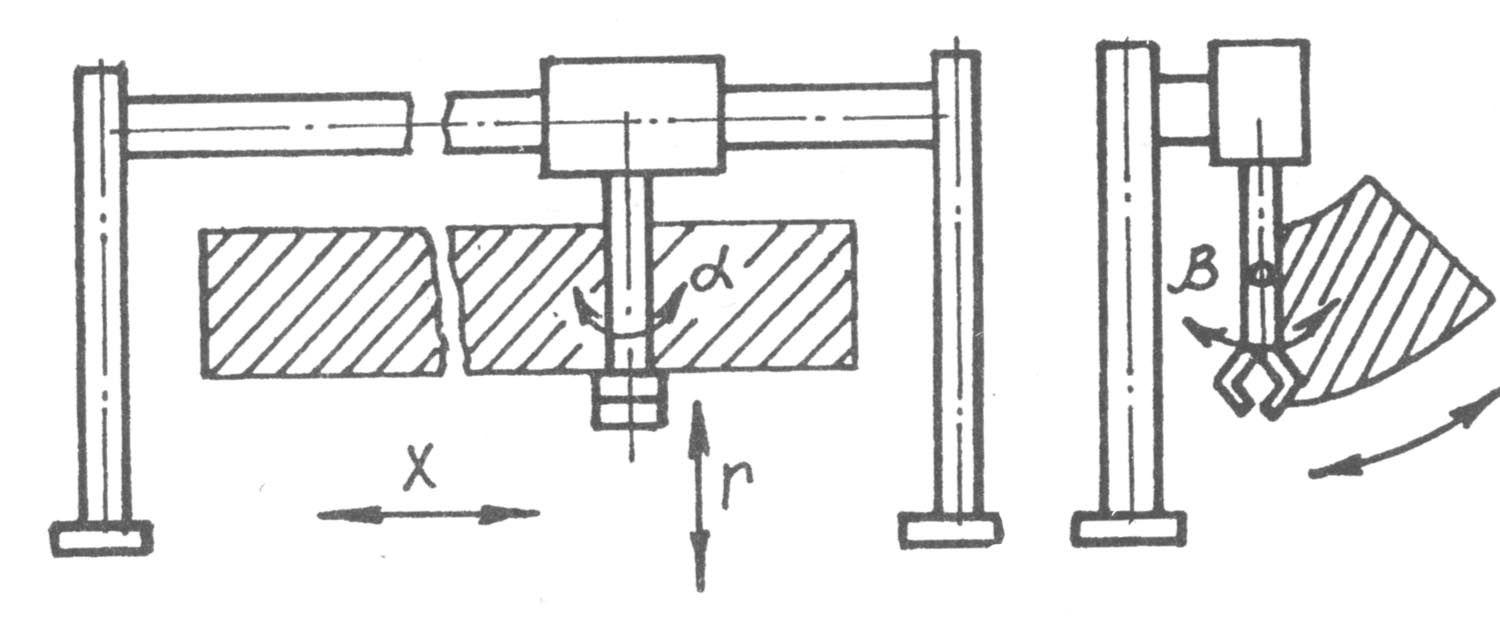
Рис.2 Схема ПР
2.5. Разработка компоновки ртк
Роботизированный технологический комплекс (РТК) представляет собой совокупность технологического оборудования, промышленного робота и средств оснащения, автономно функционирующих и осуществляющих многократные циклы. К средствам оснащения относят: устройства накопления, ориентации и поштучной выдачи предметов производства, средства контроля и измерения, устройства межоперационного транспортирования, система управления и др.
В состав роботизированного технологического комплекса входят следующие элементы:
Промышленный робот портального типа модели СМ40Ф2.80.01;
2 станка модели MULTUS B300W;
1 накопитель заготовок;
1 накопитель деталей.
Схема РТК представлена на рис.3. В первую очередь робот обслуживает станок с лимитирующим временем обработки детали, в нашем случае это первый станок. Исходным положением робота будем считать, когда он располагается над рабочей зоной станка с втянутой рукой, так чтобы захватное устройство было повернуто на угол α=90˚ и β=90˚ (рис.2). Это сделано для того, чтобы можно было правильно зафиксировать заготовку в патроне станка. Далее производится останов станка 1, отвод заграждения станка, робот вытягивает руку, происходит перемещение каретки к детали, с последующим зажим захватного устройства, разжим патрона станка 1, смещением каретки робота от шпинделя станка, втягивание руки и перемещение к накопителю деталей 1. После укладки детали робот производит действия по захвату заготовки в накопителе заготовок 1, транспортирование к станку 1 и ориентирование заготовки в нужном положении как сказано выше, после чего производит установку аналогичным вышеперечисленным методом, далее заход ограждения и пуск станка с последующей обработкой детали. После загрузки первого станка ПР перемещается в рабочую зону второго, работающего независимо от первого, производит его обслуживание аналогично выше представленному и по окончании перемещается в исходное положение, после чего цикл повторяется.
Согласно рекомендациям, приведенным в методических указаниях, составляем компоновку РТК, соблюдая рекомендуемое расстояние между станками и другими элементами технологического комплекса. По результатам проведенной работы составляется алгоритм работы РТК.
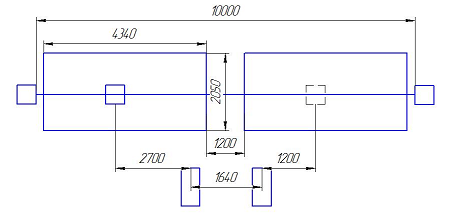
Схема РТК. Рис.3