

Розплаву по роз’єму:
Р = С/2, см
Нр = Н – С/8, см
При підведенні
розплаву сифоном:
Р = С, см
Нр = Н – С/2, см
Мал.7.
2) За способом Андрєєва визначається по формулі:
∑F2 = √μ G1 , см2
де μ - коефіцієнт, який залежить від стану форми перед заливанням,
μ = 0,41 – при товщині стінки до 15 мм
μ = 0,47 – при товщині стінки 16 – 30 мм
μ = 0,55 – при товщині стінки більше 30 мм
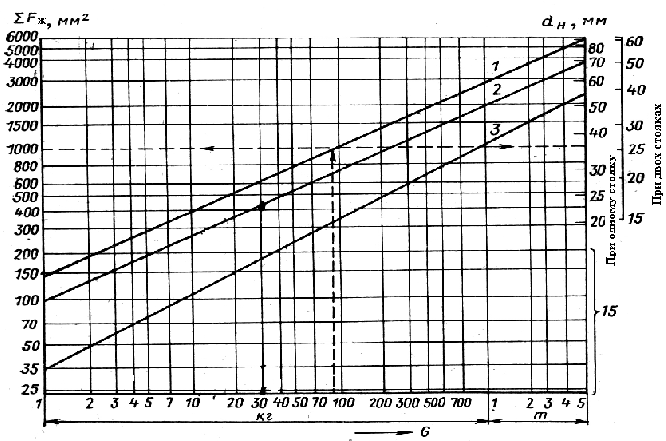
Вибір сумарного перерізу живильника ∑F3 за номограмою Соболєва (Мал.8.) виконується для середніх і крупних чавунних відливок в залежності від маси відливки, внутрішнього опору форми і гідростатичного тиску. Номограма розділена по вертикалі на дві частини. У правій частині по горизонтальній вісі відкладається маса відливки G1, у лівій частині – сумарний переріз живильника ∑F3. Лінії під нахилом у правій частині номограми характеризують товщину стінки (δ=3...5 мм), у лівій частині розрахунковий напір Нр. В залежності від внутрішнього опору форми вибирається сумарний переріз живильника.
В
 ибір
сумарного перерізу живильника ∑F4 за
номограмою Рабиновича (Мал.9.)
виконується в залежності від маси
відливки і прийнятої швидкості заповнення
форми. Швидкість заповнення залежить
від внутрішнього опору форми, тобто
від товщини стінки. Для тонкостінних
відливок – швидке заливання, для
товстостінних – повільне.
ибір
сумарного перерізу живильника ∑F4 за
номограмою Рабиновича (Мал.9.)
виконується в залежності від маси
відливки і прийнятої швидкості заповнення
форми. Швидкість заповнення залежить
від внутрішнього опору форми, тобто
від товщини стінки. Для тонкостінних
відливок – швидке заливання, для
товстостінних – повільне.
Мал.9
Вибір сумарного перерізу живильника ∑F5 за даними Фундатора виконується по таблиці 10.
Таблиця 10
Дані Фундатора
Маса відливки, кг |
Живильники |
Товщина стінок, мм |
|||||
переріз, см2 |
довжина, мм |
3-5 |
5-8 |
8-10 |
10-15 |
15-20 |
|
Кількість живильників |
|||||||
До 0,5 |
0,30-0,40 |
10-15 |
1 |
1 |
1 |
1 |
1 |
0,5-1 |
0,40-0,50 |
15-20 |
1 |
1 |
1 |
1 |
1 |
1-3 |
0,50-0,70 |
20-25 |
1 |
1 |
1 |
1 |
1 |
3-5 |
0,65-0,85 |
25-30 |
2 |
2 |
1 |
1 |
1 |
5-10 |
0,65-0,86 |
25-30 |
3 |
3 |
2-3 |
2-3 |
2-3 |
10-15 |
0,65-0,87 |
25-30 |
n |
3 |
2 |
2 |
2 |
15-20 |
0,85-0,95 |
25-30 |
n |
4 |
4 |
3 |
3 |
20-30 |
0,85-1,00 |
30-35 |
n |
4 |
4 |
3 |
3 |
30-40 |
0,85-1,00 |
30-35 |
n |
5 |
4 |
3 |
3 |
40-60 |
1,00-1,50 |
30-35 |
n |
4-5 |
4 |
3-4 |
3 |
60-100 |
1,00-1,50 |
30-35 |
n |
5-6 |
5 |
4-5 |
4 |
100-150 |
1,00-1,50 |
40-45 |
n |
7-8 |
7 |
5-6 |
5 |
150-200 |
1,00-1,50 |
45-50 |
n |
8-9 |
8 |
6-7 |
6 |
200-400 |
1,00-1,50 |
50-55 |
n |
8-9 |
9 |
6-7 |
6-7 |
*n – кількість живильників визначається по місцю
Визначаємо середній сумарний переріз живильника для вибраних способів:
∑Fж = (∑F1+∑F2+∑F3+∑F4+∑F5)/5, см2
Кількість живильників на одну відливку залежить від розмірів, конструкції та маси відливки. Тому приймаємо кількість живильників та визначаємо площу поперечного перерізу одного живильника Fж.