

7. Способы пайки. Применяемость этих способов.
По условию заполнения зазора пайка подразделяется на капилярную и некапилярную.
По механизму образования паяного шва существуют следующие способы капилярной пайки: готовым припоем, контактно-реактивная, реактивно-флюсовая, металлокерамическая и диффузионная. Некапилярная пайка делится на пайко-сварку и сварко-пайку.
В зависимости от источника нагрева пайка может быть следующих видов: пайка паяльником, газопламенная, электродуговая, электросопротивлением, индукционная, экзотермическая, пайка электронным лучом, лазером, пайка в печи, погружением в расплавленную соль, погружением в расплавленный припой, волной припоя, электролитная пайка, пайка в нагретых штампах, инфракрасными лучами, в нагревательных метах и нагретыми блоками.
По методу удаления окисной пленки пайка делится на абразивную, абразивно-кристаллическую, ультразвуковую, флюсовую, пайку в нейтральной газовой среде, вакуумную и пайку в активной газовой среде.
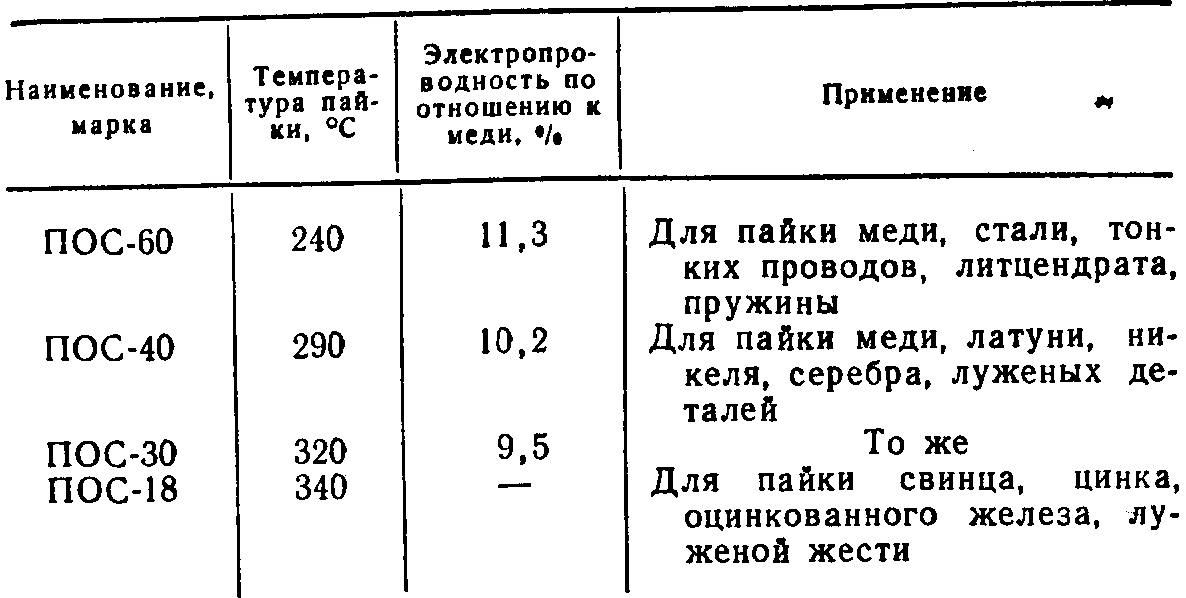
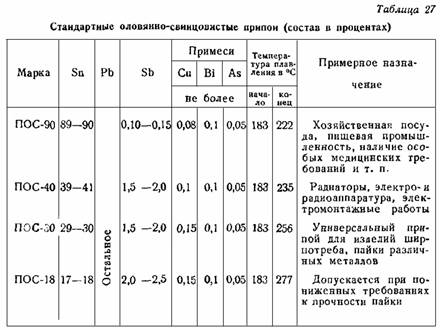
8. Пайка легкоплавкими припоями. Характеристика оловянносвинцовых припоев.
Наиболее широко применяются легкоплавкие припои. К этой категории относятся припои с температурой плавления до 400° С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2).
В состав их входят олово и свинец в различных пропорциях.
Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС 61, ПОС 40)
9. Флюсы для пайки легкоплавкими припоями.
Входит в состав смол хвойных деревьев и получается из живицы (смолистого вещества (терпентин), выделяющегося при ранении деревьев хвойных пород) после экстракции измельчённой древесины органическими растворителями или перегонкой сырого таллового масла. Обычное отношение количества канифоли к количеству терпентина в сырой смоле.
Флюс - это смесь веществ, которые применяют для уменьшения поверхностного натяжения при пайке. Они улучшают растекание припоя, защищают от внешних негативных воздействий.
По консистенции выделяют:
- флюсы в виде жидкости
- порошки
- флюсы-пасты
В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
- канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
- живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
- таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
10. Свойства флюса и его функции при пайке.
Флюс — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды[1]. Паяльный флюс не должен взаимодействовать с припоем, кроме флюсов для реактивно-флюсовой пайки. В зависимости от технологии флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом, иногда трубка из припоя содержит внутри флюс-заполнитель.
по температурному интервалу активности
низкотемпературные (до 450 °C) и высокотемпературные (свыше 450 °C);
по природе растворителя
водные и неводные;
по природе активатора определяющего действия
канифольные, кислотные, галогенидные, гидразиновые, фторборатные, анилиновые, стеариновые (низкотемпературные) и галогенидные, боридно-углекислые (высокотемпературные);
по механизму действия
защитные, химического действия, электрохимического действия, реактивные.
по агрегатному состоянию
твёрдые, жидкие и пастообразные.