

1. Восстановление деталей, резерв экономии материальных ресурсов. Ремонт машин – объективная необходимость. Техническая возможность и экономическая целесообразность ремонта деталей, сборочных единиц и автомобилей.
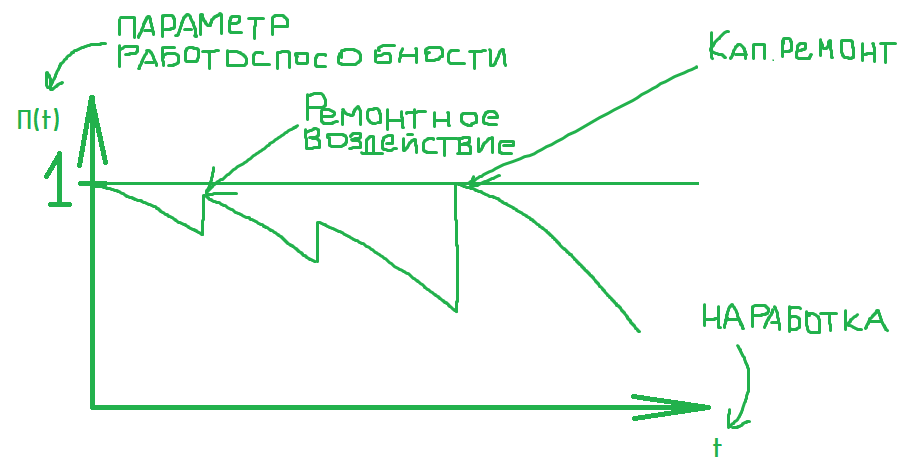
Ремонт – совокупность управляемых мероприятий связанных с восстановлением свойств, утраченных системой в процессе эксплуатации.
Объективную потребность и необходимость проведения ремонта обуславливает ряд факторов, объединяемые в две группы:
Технологические
Экономические
Технологические факторы:
Неравномерность изнашивания агрегатов и механизмов машин, узлов и деталей агрегатов, рабочих поверхностей деталей и узлов.
Конструктивная прочность и износостойкость базовых дорогостоящих рамно-кузовных и картерно-блоковых деталей и узлов.
Организационно-технологические возможности ремонтных органов по восстановлению изношенных поверхностей деталей.
Экономические факторы:
Затраты на капитальный ремонт по машине составляет 40-60%, по агрегатам – 25-65%, по деталям – 15-70% от стоимости соответствующих вновь изготовленных изделий.
При изготовлении автомобилей, тракторов и др. специальных машин 65-80% затрат приходятся на материалы и комплектующие, при капитальном ремонте эти затраты 20-40%.
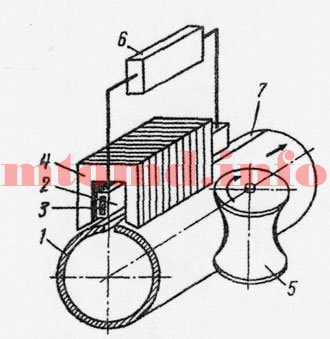
2. Сварка в среде водяного пара. Сущность способа, преимущества и недостатки способа.
1 — сопло горелки; 2 — карман для сбора конденсата
При сварке
чугунных деталей в защитной среде
водяного пара происходит интенсивное
выгорание углерода в сварочной ванне
и исключается возможность образования
карбидов железа, что обеспечивает
хорошую обрабатываемость и прочность
сварного соединения. Непрерывный процесс
горения дуги создает большой запас
тепла в сварочной ванне, а это в свою
очередь исключает образование закаленной
прослойки в зоне сплавления, характерной
для всех способов холодной сварки
чугуна.  При
сварке в среде водяного пара повышается
качество наплавки за счет выбора
присадочного материала, режима сварки
и предварительного подогрева детали.
При больших объемах работ в 2—3 раза
повышается производительность.
При
сварке в среде водяного пара повышается
качество наплавки за счет выбора
присадочного материала, режима сварки
и предварительного подогрева детали.
При больших объемах работ в 2—3 раза
повышается производительность.
3. Сварка и наплавка индукционная и давлением в вакууме. Сущность способов, приемущества и недостатки.
При индукционной сварке (ИС) детали нагревают или вихревыми токами, наводимыми магнитным полем, создаваемым близко расположенным к изделию индуктором, подключенным к генератору токами высокой частоты (индукционная схема), или протекаемым током в случае, когда изделие включено непосредственно в цепь высокочастотного генератора (кондукционная схема токоподвода). Этим методом можно соединять черные и цветные металлы и их сплавы, а также пластмассы и синтетические ткани.
Преимущества индукционной сварки с индукционным подводом следующие:
- быстрый нагрев;
- продолжительный срок службы индуктора;
- отсутствие на свариваемых деталях под индуктором рисок, царапин и др.
К недостаткам индукционной сварки следует отнести:
- сложность поддержания равномерного зазора между индуктором и поверхностью свариваемых деталей;
- сравнительно высокую потребляемую мощность из-за растекания тока по поверхности трубы вне зоны сварки и трудность сосредоточения разогрева в зоне сварки.
Под сваркой давлением понимают все виды сварки (контактная, трением, холодная и т.д.), при которых происходит пластическая деформация металлов в зоне контакта, в результате чего образуется сварное соединение. Для образования сварного соединения поверхности деталей сближают между собой настолько, что происходит взаимодействие атомов металла, расположенных на одной поверхности с атомами металла другой поверхности.
При различных методах сварки давлением неразъемные соединения металлов, металлов с неметаллическими материалами и неметаллов друг с другом осуществляются в твердом состоянии в результате, как правило, деформационного или термодеформационного воздействия на соединяемые материалы в зоне контакта. Поэтому основными технологическими параметрами процессов сварки являются давление P и температура T.
Под действием этих параметров соединяется большинство конструкционных одноименных и разноименных металлов. Под действием давления Р качественные соединения металлов формируются при холодной (ХС), взрывом (СВз), магнитоимпульсной сварках (МИС) и вакуумно-термической магнито-импульсной обработке (ВТМИО). При этих методах определяющим фактором образования таких соединений является взаимное деформационное взаимодействие в зоне контакта. Эти процессы можно отнести к Р-процессам.
При ударной сварке в вакууме (УСВ) и индукционной сварках (ИС) соединения металлов образуются за счет уже термодеформационного воздействия, так как металлы перед контактированием нагреваются до пластического состояния в зоне контакта. Отнесем эти методы сварки к Р, Т-процессам. ИС успешно применяется также для сварки пластмасс с синтетических тканей.