

14. Токарные станки с чпу. Особенности конструкции и кинематики.
Токарные станки с ЧПУ предназначены для высокопроизводительной обработки в автоматическом режиме заготовок типа тел вращения в условиях мелкосерийного и серийного производства.
В станках с ЧПУ полностью автоматизированы цикл обработки детали с установлением необходимых режимов резания, а также все вспомогательные движения и функции: ускоренное перемещение рабочих органов, смена инструмента, устанавливаемого в револьверных головках или магазинах, зажим заготовки, перемещение задней бабки и люнета, включение и выключение механизмов стружкодробления и стружкоудаления, включение системы охлаждения, введение коррекции на положение заранее настроенных на размер инструментов и т.д.
Токарные станки с ЧПУ классифицируются: по расположению оси шпинделя (горизонтальные, вертикальные); по числу используемых инструментов, способу их закрепления и смены (с револьверными головками или с магазином сменных инструментов); по виду выполняемых работ (прутковые, патронные, центровые, патронно-центровые); по типу применяемого ЧПУ.
Приводы подач
В большинстве случаев в современных станках применяются безредукторные следящие приводы подач с высокомоментными регулируемыми двигателями и датчиками обратной связи, встроенными в двигатель, либо соединяемые беззазорной (обычно сильфонной) муфтой с ходовым винтом.
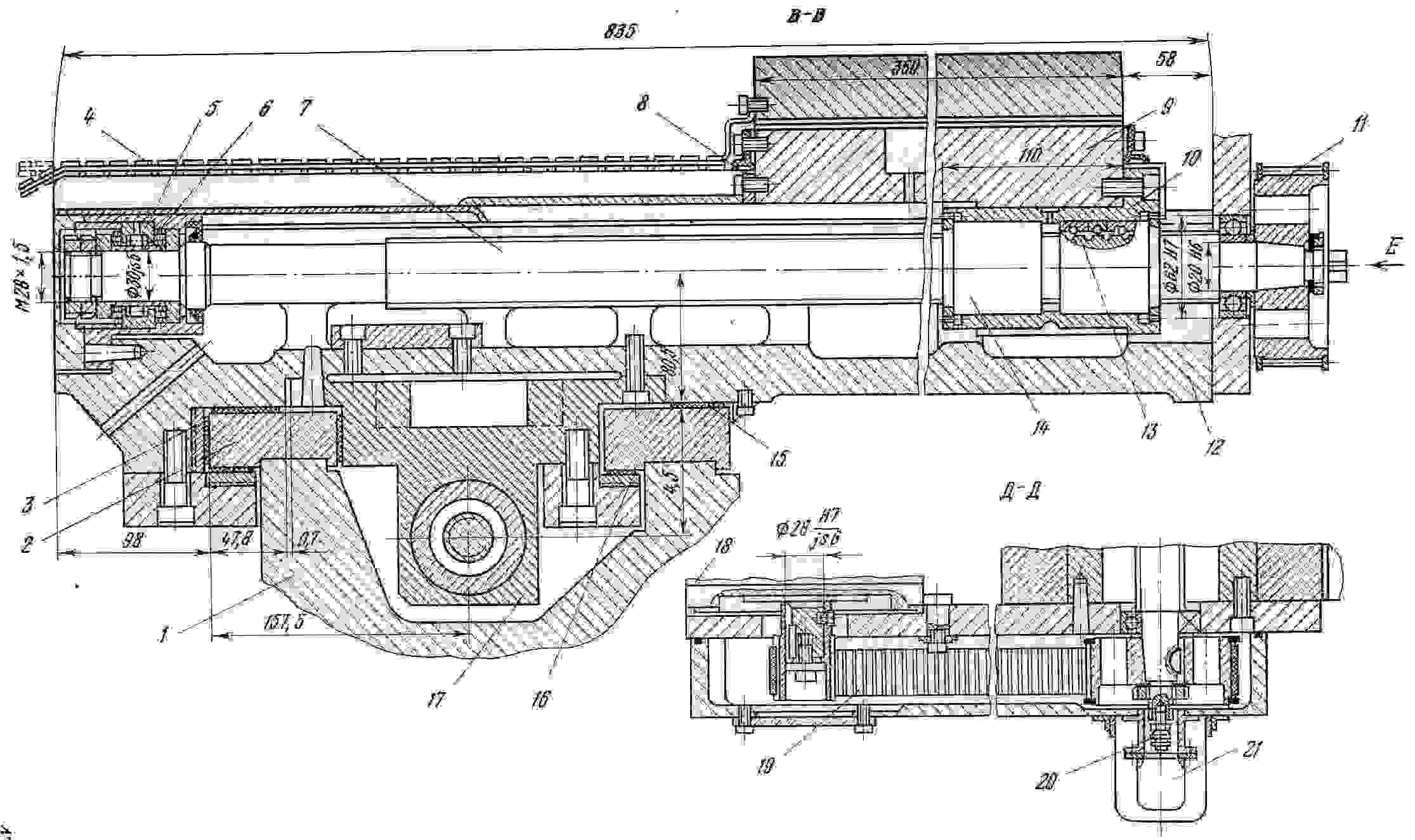
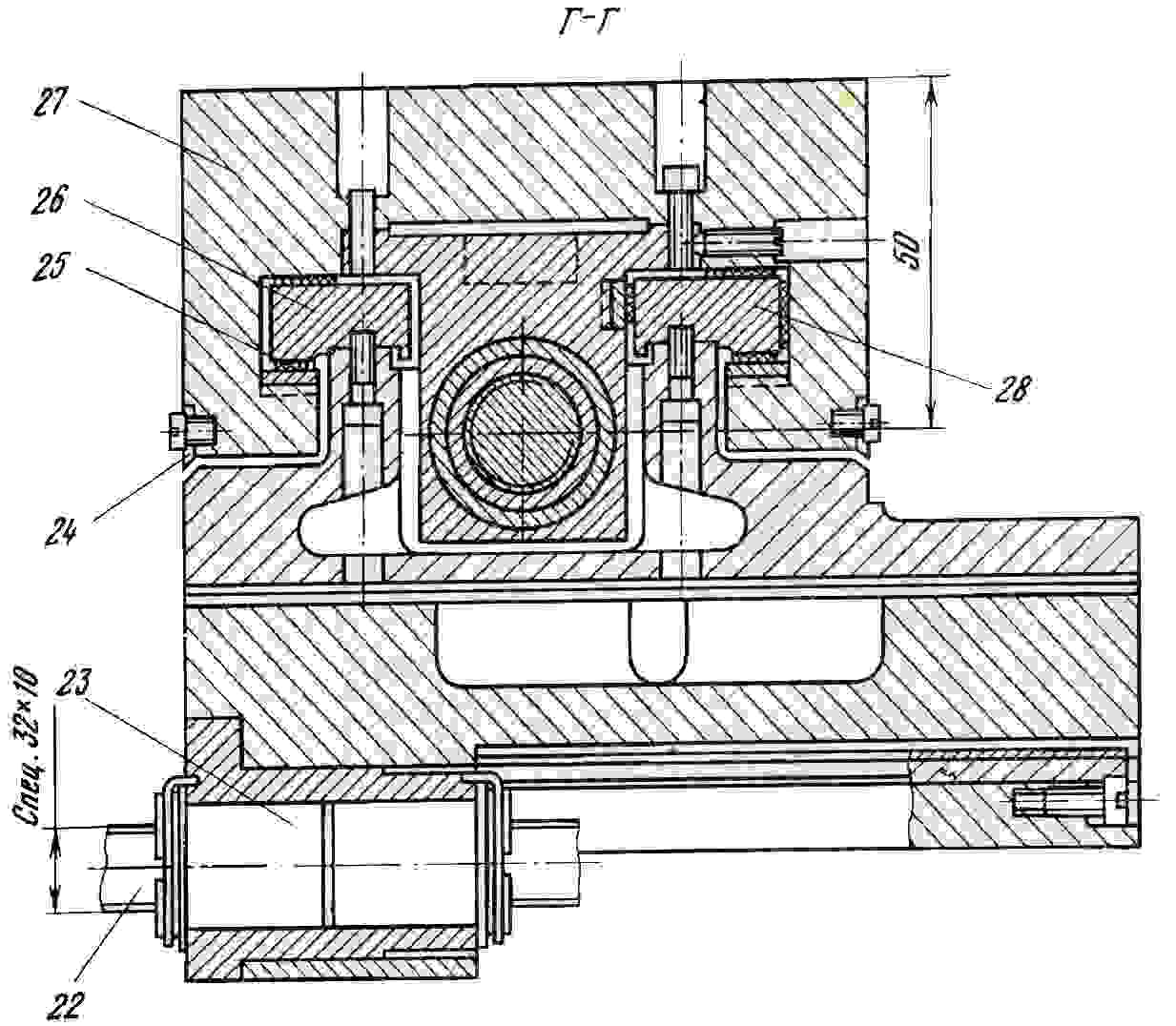
На станине 1 крепятся стальные закаленные планки 2, на направляющих продольной каретки 12 наклеены накладки из наполненного фторопласта 15. Регулирование зазора в направляющих осуществляется клиньями 3 и 16, а поперечное перемещение каретки производится по аналогичным направляющим с планками 26 и 28 и накладками 25. Поперечное перемещение осуществляется от высокомоментного двигателя 18 с помощью зубчато-ременной передачи 19, шкив 11 которой жестко крепится на винте 7. Шариковая гайка, состоящая из двух полугаек 13 и 14 с зубчатыми венцами (для регулирования натяга), монтируется в стакане 10, расположенном в расточке кронштейна 9, прикрепленного к каретке 27 поперечных перемещений. Левая опора винта - комбинированный роликоподшипник 5 воспринимает осевые нагрузки в обе стороны; правая опора с шариковым подшипником - плавающая. Осевой натяг в подшипнике 5 определяется размером проставочного кольца 6. Контроль перемещения осуществляется фотоимпульсным датчиком 21, соединенным с помощью упругой муфры 20 с хвостовиком винта. Привод продольной подачи с винтом 22 и шариковой гайкой 23, смонтированной в кронштейне 17, имеет аналогичную конструкцию. Для уменьшения износа направляющих и шариковых винтов -крестового суппорта предусмотрены защитное устройство 4, щитки 24 и скребки 8.
15. Технологические разновидности станков для абразивной обработки тел вращения.
Шлифовальные станки - оборудование, использующее в качестве режущего инструмента абразивный или алмазный круг. Применение этих станков определяется высокими требованиями к качеству поверхности, точности размеров, формы и положения обрабатываемых поверхностей и возможностью обработки труднообрабатываемых материалов. На шлифовальные станки, как правило, поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требований к шероховатости и точности обработки.
Вид и конструкция шлифовального станка определяется схемой шлифования, учитывающей форму обрабатываемой поверхности и ее расположение относительно рабочей поверхности шлифовального круга (станки для шлифования периферией или торцом круга) при обработке, а также направлением движения подачи (продольно-шлифовальные и врезные шлифовальные станки), положением главного шпинделя (станки с горизонтальным или вертикальным шпинделями) и способу установки заготовки (центровые, патронные и бесцентровые станки).
Обраб-мая поверх-ть |
Шлиф-ные станки |
Плоская
Цилинд-ая
Винтовая Обкатная Фасонная |
Плоскошлиф-е Торцешлиф-е Продольно-шлиф-е Круглощлиф-е Бесцентрво-шлиф-е Резьбошлиф-е Зубошлиф-е Профильношлиф-ые |