

63. Общая характеристика протягивания.
Протягивание применяется в основном для обработки открытых внутренних цилиндрических и зубчатых поверхностей, пазов в отверстиях, окон, а также заменяет фрезерование, строгание и шлифование при обработке наружных поверхностей (плоскостей, фасонных и т. д.). Иногда протягиванием обрабатывают внутренние винтовые зубчатые поверхности, наружные поверхности вращения и зубья цилиндрических и конических колес.
Внутренним протягиванием можно получить отверстия круглого, квадратного и шестигранного поперечного сечения, а также отверстия со шпоночным пазом, шлицевые, фасонные сложного профиля.
Наружным протягиванием получают плоские и фасонные линейчатые поверхности любого профиля, а также пазы и уступы. К преимуществам протягивания следует отнести простоту кинематической схемы обработки, включающей одно прямолинейное движение. Движение подачи отсутствует.
Подача зубьев в глубину обрабатываемого поверхностного слоя достигается превышением каждого последующего зуба относительно предыдущего. Величина превышения последующего зуба относительно предыдущего называется подъемом на зуб.

Принципиальные схемы протягивания: а - круглого отверстия; б - шпоночного паза; в - наружной поверхности; г - шлицевого отверстия.
64.Виды шлифования.
Шлифованием обрабатывают поверхности всех классов. Обычно оно применяется для повышения точности размеров и формы поверхностей, формообразование которых было на предыдущих этапах обработки осуществлено другими способами (точением, фрезерованием и т. д.). Чаще всего шлифуемые заготовки после предварительной обработки подвергаются закалке или химико-термической обработке. В зависимости от требований к точности шлифование может быть предварительным, чистовым или тонким.
В последнее время шлифование все чаще используется для формообразования, т. е. для снятия значительных слоев материала с заготовки или для получения в сплошном материале канавок различной формы. Шлифование выполняется шлифовальными кругами, состоящими из абразивных зерен, которые жестко сцементированы в пористое тело с помощью связки.
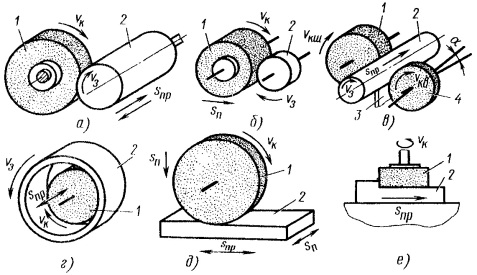
В зависимости от расположения и формы обрабатываемой поверхности заготовки 2 шлифование подразделяют на виды: наружное — а,б,в – когда обрабатывается наружная поверхность заготовки; внутреннее — г, когда обрабатывается внутреняя поверхность заготовки; плоское — д,е – когда обрабатывается плоская поверхность.
65. Круглое наружное шлифование.
Для обработки поверхностей вращения применяются различные способы круглого шлифования. Относительно короткие (менее 80 мм)

наружные поверхности вращения обрабатываются круглым наружным врезным шлифованием на круглошлифовальных станках. Заготовка при этом устанавливается в центрах, на оправке или в патроне. Одновременное шлифование шейки и торца выполняют на торцекруглошлифовальных станках с наклоном оси вращения круга на угол 8...20°. Торец и шейку можно шлифовать и на обычном круглошлифовальном станке, применяя круг с поднутрением на торце. Фасонные поверхности вращения шлифуются профилированным кругом.

Для обработки цилиндрических или конических поверхностей значительной длины применяется круглое наружное шлифование с продольной подачей. В зависимости от жесткости заготовки (отношения ее диаметра к длине) применяется многопроходное или глубинное шлифование. При многопроходном шлифовании поперечная подача осуществляется или перед каждым продольным ходом стола с заготовкой, или перед двойным ходом. При глубинном шлифовании заданный слой t снимается за один ход стола.