

5.Способ производства железобетонных дорожных плит
В данное время наиболее широко используется агрегатно – поточная и конвейерная технология производства.
Производство по конвейерной технологии наиболее эффективно в том случае, если на изделие имеется повышенный спрос. Если спрос недостаточно высок, то эффективно использовать агрегатно-поточный способ.
Рассмотрим агрегатную линию с операционным роликовым конвейером. Особенность такой линии заключается в сочетании элементов конвейерной линии с отдельным формовочным постом и последующей ТО в ямной камере. Технологическая линия предназначена для изготовления дорожных плит размером 6×2 м.
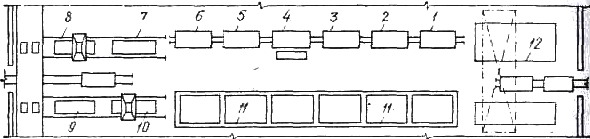
Схема агрегатной линии с операционным роликовым конвейером:
1 – 6 – операционные посты роликового конвейера; 7 – резервный пост; 8 – формовочный пост; 9 - отделочный пост; 10 – гидро - и термоизоляционный пост; 11 - камера тепловой обработки; 12 - складирование арматуры и изделий.
Линия рабочих постов представляет многосекционный роликовый конвейер, перемещаемый форму с изделием от поста к посту. Всего на линии 9 постов и два пульта дистанционного управления.
Технологический процесс состоит из следующих операций: после ТО форму с изделием подают краном на 1 пост (механизированного открывания торцовых бортов), на 2 посту открывают продольные борта и абразивным диском отрезают анкерные головки продольных стержней арматуры, затем готовую плиту краном снимают с конвейера и отправляют на склад. Освободившаяся форма следует по конвейеру на 3 пост, где её чистят и смазывают; на 4 посту укладывают напряженную продольную арм-ру, на 5 посту арматурную сетку и закладные детали; на 6 посту закрывают все борта формы, на 8 посту укладывают и уплотняют смесь.
В случае необходимости плиты калибруют по толщине и обрабатывают дисковой машиной (9 пост). Весь цикл изготовления составляет 17 мин. Затем форму устанавливают в ямную камеру и осуществляют ТВО плит.
Бетонная смесь бетоноукладчиком укладывается в форму, включается виброплощадка и производится уплотнение смеси. После окончания формования верхняя поверхность заглаживается бетоноукладчиком с заглаживающим устройством.После окончания тепловой обработки форма с изделиями мостовым краном с автоматическим захватом снимается с пакетировщика и устанавливается на пост распалубки и сборки. После выдержки изделие также с помощью мостового крана погружается на самоходную тележку и вывозится на склад готовой продукции.
6.Обосновать выбор основного технологического оборудования
В состав технологической линии при производстве дорожных плит входит типовое технологическое оборудование: для распределения, укладки и разравнивания бетонной смеси использует бетоноукладчик типа СМЖ - 69 А предназначенный для формования плитных ЖБИ шириной до 2 м, объемное виброуплотнение осуществляем с помощью виброплощадки типа СМЖ-199А, для удлинения арматурных стержней с помощью электронагрева используем установку СМЖ – 129 Б. Формование, уплотнение, ТВО дорожных плит осуществляем в индивидуальных перемещаемых формах.
Для чистки форм используем машину с инерционной фрезой, для смазки форм используем установку для приготовления и нанесения смазки СМЖ – 18 А. Вспомогательное оборудование: автоматический захват СМЖ – 50 А, пакетировщик СМЖ – 293 А – 5, тележка самоходная СМЖ – 151. Перемещение формы и изделий вне конвейера осуществляем с помощью крана необходимой грузоподъёмности.