

Билет № 1 Объясните особенности производства изделий из высокопрочных бетонов при использовании подвижных бетонных смесей с суперпластификаторами вместо ранее применявшихся жёстких бетонных смесей 1. Укажите области применения высокопрочных бетонов (в.б.) В.б. – это б. с пределом R при сжатии 50 МПа и более. Однако пределы прочностных характеристик таких б. чисто условны, поскольку больше связаны с уровнем развития науки и техники в области производства Ц, б. и хим. добавок. Уже сегодня возможно получение б. с R более 150 МПа. В настоящее время в производстве сборного ЖБ приобретает большое значение, повышение качества и надёжности ЖБК, уменьшение их объёма и веса, снижение стоимости, трудовых затрат и удельных капиталовложений. Решению этих вопросов способствует применение в.б. В.б. могут обеспечить снижение расхода б. и веса к-ций до 25…40%;стали до 10…15% и стоимости до 8…15%. Применение в. б. особенно целесообразно и дает наибольший эффект в предварительно напряжённых конструкциях и элементах, работающих на сжатие. В.б. используют для изготовления ферм, арок, колонн, плит и др. Разрабатываются вопросы применения в.б. для изготовления тонкостенных к-ций, в том числе эффективных профилей - полых, двутаврового сечения, брусков с внешним армированием и др. Сущ. опыт по изготовлению центрифугированных труб. Необходимость применения в.б. диктуется появлением новых форм и методов при сооружении зданий современного типа (многоэтажных, большепролётных, высотных сооружений и др.), где ажурность в сочетании с большими размерами неизбежно заставляют решать вопросы снижения веса к-ций, это возможно осуществить только за счёт уменьшения сечения. Эта задача не может быть решена без применения б. высокой R. Успешно применяют лёгкие в.б. в многоэтажных зданиях высотой до 200м, мостах длиной до 1830м, коробчатых настилах пролётом до 30м, для покрытия промзданий и в многих других типах сооружений. Под лёгким в.б. подразумеваются б. для пред напр. к-ций, имеющиех марку 250 и выше. Использование в.б. в морском гидротехническом стр-ве имеет существенные преимущества. Применяемые в большом кол-ве сваи и сваи-оболочки , испытывающие при принудительном погружении значительные динамические нагрузки , будут при использовании в.б. более трещиностойкими, и более долговечными при последующей эксплуатации. Использование в.б. даёт возможность применения большеразмерных к-ций , что ускорит монтаж сооружения. В технологическом отношении в.б. также имеют ряд преимуществ. Они обладают более интенсивным ростом R в раннем возрасте, т.е. являются быстротвердеющими. кроме того в.б., по сравнению с обычными, имеют более высокую R в начальный период твердения; что позволяет значительно сократить время ТО или вовсе отказаться от неё. В.б. отличаются высокой ρ и, отсюда, явл. более долговечными и стойкими к агрессивным и атмосферным воздействиям, что увеличивает срок службы к-ций из таких б. и позволяет прим. их в более тяжёлых условиях эксплуатации. 2. Каковы пути повышения прочности бетона? Высокопрочными.считаются б., марка которых равна или выше активности исходного Ц, но оговаривается нижний предел прочности, котор. для большинства выпускаемых в настоящее время Ц составляет 500кг/см2. Прочность б., представляющего собой сложную сумму компонентов, слагается из R составляющих б.: зап-ль (З) и ЦК (когезионный фактор) и R контактных зон этих составляющих (абгезионныи фактор). Эти факторы и есть пути увеличения R б. Если же учесть, что R наиболее часто применяемых 3 (кварцевого песка и гранита), Щ достаточно высока (кварца-5000…7000, гранита –1200…2500кг/см2), то основным фактором, определяющим R б. следует считать R ЦК, что в свою очередь определяется качеством цем.клея, т.е. исходной системой ”вода-ц”, как известно, R ЦК, в отличии от З, не является стабильной и может регулироваться в широких пределах в зависимости от качества от качества исходного Ц, в/ц и времени твердения. Хорошее сцепление компонентов б. обеспечить не просто. Как правило, сцепление компонентов б. определяемое R контактных зон, всегда меньше R самих компонентов, в особенности П и Щ. И в этом случае, основное внимание д.быть уделено качеству ЦК и его первоначальному состоянию- цем. клею, задачей которого является, во-первых хорошее соединение З между собой, и во-вторых, превращение в достаточно прочный камень. Т.о., возможности увеличения R б. заключаются в ЦК, его R и способности соединяться с З. К сожал., основная прочностная хар-ка |
Ц, так назыв. марка, не отражает прочностных св-в ЦК. Испытания по ГОСТу предопределяют марку Ц как условную величину. Условность марки Ц особенно наглядно прояв-ся при получении в.б. Исследования показали, что истинные прочностные харак-ки марки Ц намного выше, чем его марка. В этом и заключается основа получения в.б. След., важной предпосылкой получения в.б. яв-ся создание рацион-ой макроструктуры. Здесь имеется ввиду создание плотного каркаса З, в особ. крупного., это дополнительно увеличивает R б. 3. Каким образом применение суперпластификаторов способствует получению высокопрочного бетона? Чтобы облегчить укладку, что приведет к лучшему уплотнению б.с. и приведет к более высокой ρ и водонепрониц-ти, примен. с/пластиф-ры. Они относятся к ПАВ, действует как сильный временный разжижитель. Добавки-пласт-ры, разрушая простран-ю сетку, снижают кол-во жидкой фазы, несвязанной молекулярными силами, но механически задерживаемой в ячейках структуры. Они замедляют структурообраз-е ЦК. При введении добавки в состав б.с. ее молекулы адсорбируются на пов-ти частиц Ц и разделяют их, экранируют силы межмол-го притяжения и придают цем-вод-ой суспензии однородность. При этом увелич-я объем дисперсионной среды, суспензия разжижается и ее вязкость снижается. Применение с/пласт. дает возможность снизить расход воды на 25…30 %, при этом прочность возрастает на 50…60%. Их вводят в б.с. в кол-ве 0,5…2% от массы Ц 4. Изложите требования к исходным материалам для получения высокопрочного бетона с суперпластификаторами Состав в.б. определяют таким же способом, как и обычного тяжелого б. При выборе материалов особое внимание следует уделять Ц. Марка Ц д. б. не ниже 500. При бетонировании сборных ЖБК, чтобы обеспечить быстрое твердение б., предпочтительно применение Ц, содержащих повышенное количество C3S и С3А. В этом случае лучше всего применять БПЦ и чисто клинкерный ПЦ М550 и 600. З для в.б. должны быть чистыми и обладать хорошим зерновым составом. В качестве КЗ следует применять фракционированный Щ из плотных и прочных горных пород. R КЗ должна быть выше в 1,5-2 раза проектируемой марки б. (у изверженных пород не менее 100 МПа, у осадочных 80 МПа). КЗ должен обладать высокими адгезионными свойствами. В кач-ве МЗ используется природный П. Он должен быть чистым и обладать min пустотностью (34-37% в уплотненом состоянии). Наличие в Щ и П мелких пылевидных примесей, размер которых может сравниться с размером зерен Ц, нежелательно, потому что происходит разбавление Ц, снижается R б. Также увеличивает жесткость б.с., что крайне нежелательно. 5. Укажите зависимость прочности высокопрочного бетона от основных факторов Помимо повышенных требований к Ц и З необходимо использовать след. средства, способствующие достижению высокой R: 1. Применение б. с предельно низким В/Ц, т. к. это является основным условием для получения в.б. В/Ц должно быть 0,2…0,3. 2. Максимальный расход Ц в в.б., который не превышает 500 кг/м3. Увеличение расхода Ц свыше указанного предела неэффективен для повышения прочности б., т. к. она возрастает незначительно. 3. Применение различных способов повышения активности Ц, и кач-ва б.с. (домол и виброактивация Ц, виброперемешивание). Например домол Ц с добавкой гипса 2-3% в шаровой или вибромельнице позволяет увеличить уд. поверхность Ц до 4000-5000см2/г. Предел R при сжатии б. на таком Ц в возрасте 28 сут повышается на 20-30%.Предельно допустимый расход такого Ц д. б. Уменьшен на 25-50 кг. Виброперемешивание активизирует вяжущее и ускоряет твердение б. в раннем возрасте. 4. Применение жестких и умеренно жестких б.с. также является специфичным для в.б.. При прочих равных условиях увеличение жесткости ВБ приводит к увеличению R б. (при условии плотной укладки). Т. о. для в.б. необходимо применять максимально жесткие б.с., которые можно плотнее уложить имеющимися средствами. Рекомендуемая жёсткость смесей для в.б. 30…60 с. При этом количество растворной части должно быть минимальным. Коэф. заполнения пустот в Щ раствором Кр.щ. =1,2-1,3. 5. Максимальное насыщение б. К3 приводит к увеличению R б. В силу создания каркаса и следовательно более плотной упаковки 3, что создаёт условия для вовлечения в работу самого 3. Характер разрушения б. с таким каркасом свидетельствует о том, что 90…95% зёрен К3 участвует в восприятии усилий при разрушении б. Разрушение в.б. проходит по Щ, что свидетельствует о большой однородности этих б. В этих условиях R б. тем выше, чем выше R материала З. Рациональной является смесь 2-3-х фр. При НК = 25 мм, min пустотность достигается смешением фракций 25-10 и 5-2,5 мм. |
Увеличение НК Щ создает лучшие условия для его фракционирования, что приводит к снижению объема растворной части и уменьшает расход Ц и П. Рекомендуемый расход 2-3-х фракций в стандартном состоянии на 1 м3 = 1…1,1 м3. 6. Применение чистых З, как для предотвращения введения посторонних примесей, так и для обеспечения высокой адгезии ЦТ к З, особенно к крупному. 7. Минимально возможный расход песка на 1 м3 б. Одной из существенных ошибок при переходе на жесткие смеси для получения в.б. является сохранение расхода П. Это приводит к запесочиванию смеси и ухудшению удобоукладываемости. Расход П для в.б. ~ в 2 раза меньше, чем для обычного. Оптимальное соотношение Ц/П в в.б. =1:0,8…0,6 (по весу), а для обычных =1:2…1,5. 8. Поскольку б.с. является многокомпонентной системой, то её кач-во во многом определяется: - точностью дозирования исходных материалов; - кач-вом перемешивания, продолжительность зависит от подвижности б.с. и вместимости бетоносмесителя (при перемешивании жестких б.с. время перемешивания следует увеличить в 1,5-2 раза); - рационального режима уплотнения, жесткие смеси разжижаются лишь при длительной (до 3…5 мин) и интенсивной вибрации, нуждаются для уплотнения в интенсивном механическом воздействии; - создания наиболее благоприятных условий твердения. В.б. по сравнению с обычными б. имеют более высокую R в начальный период твердения, что позволяет значительно сократить время ТО или вовсе отказаться от неё. 9. Уменьшение жёсткости б. рекомендуется производить за счёт введения пластифицирующих добавок и, в частности, с/пластификаторов. Следует подчеркнуть, что применение пластификаторов для в.б. очень эффективно, и рекомендовано во всех случаях. Удобоукладываемость доводится при этом до 40…30 с и при этом снижается время уплотнения б.с. 10. Высокая прочность таких б. часто достигается за счет применения спец. технологических приемов, например сухого бетонирования, сущность которого заключается в укладке в опалубку или в форму сухой смеси вяжущего и З с последующим увлажнением. Таким способом на рядовых материалах возможно получить б. прочностью до 100 МПа. Основу подобного уровня характеристик б. составляют повышенная ρ его структуры и низкое В/Ц (0,15…0,25), которое соотносится с теоретически необходимым для реакции гидратации Ц кол-вом воды. 6. Обоснуйте выбор оборудования для изготовления бетонной смеси и формования изделий из пластифицированных высокопрочных бетонов Для дозирования сыпучих материалов применяем автоматические весовые дозаторы. Для дозирования и ввода добавки с/пласти-фикатора применяем дополнительное оборудование. В б.с. рабочий раствор добавки вводят вместе с водой затворения. Приготовление добавки осуществляют в специальной ёмкости, снабженной системой трубопроводов для перемешивания раствора сжатым воздухом. После этого отдозированный раствор добавки рабочей концентрации выливается в дозатор воды, куда доливается оставшаяся часть воды затворения, при этом происходит перемешивание добавки со всей водой затворения, а затем ее равномерное распределение в б.с. Для химических добавок следует отдавать предпочтение объемным дозаторам. Учитывая повышенную жесткость б.с. необходимо более тщательно перемешивать б.с., используя для этого бетоносмесители принудительного действия. Кач-во перемешивания может быть повышено за счет использования вибрации. Виброперемешивание б.с. осуществляют в вибросмесителях либо за счет вибрационных импульсов, сообщаемых зернам З, либо обычными лопастями с вибрационными импульсами от вибраторов. Транспортирование жестких б.с. осуществляется при помощи ленточных конвейеров, это позволяет увеличить скорость транспортирования в 2-3 раза. Для укладки б.с. применять более мощное виброоборудование. Для жестких смесей необходимо увеличивать или амплитуду, или частоту вибрационных колебаний. Желательным является применение высокочастотных вибраторов и поличастотной виброукладки б.с. При этом в.б должны быть уложены без пор и раковин. 7. Обоснуйте технико-экономическую эффективность от применения СП при изготовлении высокопрочных бетонов При прим. с/пласт. можно достичь: повысить на 30…50% б. при одноврем. сниж. расхода Щ на 12..21%, сократить продол-ть формования на 23-30%, получить более высокое кач-во готовых изделий (поверхности), сократить продолж-ть изотермического прогрева на 35-45%, общее время ТО на 20-30%. Возможность на Ц марки 400 получать в.б. марки 600 выше. Применение добавки одинаково эффективно в б. нормального твердения и пропаренных. |
Билет № 2 Обосновать реконструкцию производства железобетонных напорных труб при переходе от трёхстадийной технологии к методу виброгидропрессования По трехстадийной технологии производство труб осуществляют способом центрифугирования (безнапорные, для канализационных сетей и напорные диаметром 300-600 мм со стальным сердечником). Виброгидропрессование применяют при изготовлении напорных ЖБ труб (диаметром 500-1600 мм). 1. Перечислите основные требования к таким трубам По внутреннему давлению жидкости напорные ЖБ трубы делят на малонапорные (0.2-0.4 МПа), напорные (0.4-1.5 МПа) и высоконапорные (1.5 и более). Исходя из этого, к трубам предъявляются следующие требования: Трубы должны быть водонепроницаемыми и выдерживать внутреннее давление, предусмотренное в соответствии с классом. Трубы должны быть трещиностойкими. При внутренних испытательных гидростатических давлениях образование трещин в бетоне труб не допускается. Трубы должны удовлетворять требованиям ГОСТ 1301.5.0-83 по показателям фактической прочности бетона; к качеству материалов; к кач-ву арматурных и закладных изделий и их техническому расположению; к защите от коррозии. Значения действительных отклонений геометрических параметров труб не должны превышать предельных. Не допускаются трещины на внутренней и наружной поверхности труб. Трубы высшей категории качества не должны иметь заделанных раковин. Трубы не должны иметь отклонений от параметров наружного защитного слоя б. Толщина защитного слоя б. должна быть не менее 15 мм. Отслоение наружного защитного слоя б. не допускается. Концы продольной напрягаемой арматуры не должны выступать из б. и должны быть вместе с прилегающими участками поверхности б., покрыты обмазкой. толщиной 0,5...0,6 мм. 2. Объясните выбор материалов для их производства и возможности улучшения качества крупного заполнителя Трубы следует изготовлять из тяжелого б. класса по прочности на сжатие В40. Коэффициент вариации прочности б. в партии для труб высшей категории кач-ва должен быть не более 9%. Кач-во материалов, применяемых для приготовления б., должно удовлетворять требованиям: цемент- ГОСТ 10178; заполнители – ГОСТ 26633, ГОСТ 8267 и8736; вода - ГОСТ 26995. Требования ГОСТ 10178-85 устанавливают для б. ЖБ напорных и безнапорных труб применять Ц, изготовляемый на основе клинкера нормированного состава с содержанием (СзА) в кол-ве не более 8 % по массе. Для труб независимо от вида добавки по согласованию с потребителем необходимо поставлять цемент ПЦ 500-Д5-Н, содержащие незначительное количество шлака 3…5 %, который слабо удерживает воду затворения и тем самым способствует ее отжатию при прессовании б. трубы. Не допустимы Ц с добавкой трепела и опоки, вызывающие в б.с. повышенный расход воды затворения за счет развитой удельной поверхности. Такие Ц препятствуют отжатию воды при прессовании б. трубы. Марка Ц не ниже М500, так как для тяжелого б. класса по прочности В40 допускаемая марка Ц при тепло-влажностной обработке до отпускной прочности не менее 80%. Расход Ц примерно 550 кг/м3. Для напорных труб необходимо поставлять Ц I или II группы по эффективности пропаривания. Начало схватывания ПЦ для труб - не ранее 2 ч 15 мин от начала затворения цемента, конец схватывания не позднее 4…6 ч. В кач-ве З для б. класса В25 и выше следует применять высококачественные, чистые фракционные З из плотных и прочных горных пород. Щебень или щебень из гравия и песок, должны отвечать требованиям ГОСТ 17539 «Заполнители для бетона ЖБ труб». Крупный З следует применять фракций 5…10; 5…15; 10…20 мм. Для облегчения укладки б. с. в форму можно использовать в кач-ве добавки к заполнителям классифицированную гравийно-песчаную смесь. Требования к З: Содержание пылевидных и глинистых частиц в крупных заполнителях для бетона железобетонных и бетонных труб на должно превышать 1% по массе. Содержание зерен пластинчатой (лещадной) и игловатой формы в крупных заполнителях для бетонов безнапорных и напорных ж/б труб не должно превышать 25% по массе. Для б. напорных и низконапорных ж/б труб следует применять щебень из природного камня марки не ниже 1000 и щебень из гравия марки не ниже 1000. Для б. безнапорных труб следует применять щебень из изверженных пород марки не ниже 800, из осадочных и метаморфических пород - не ниже 600, щебень из гравия и гравий марки не ниже 800. Содержание в песке пылевидных и глинистых частиц не должно превышать, % по массе: 2 - для б. напорных труб; 3 - " " безнапорных и низконапорных труб. Песок из отсевов дробления и обогащенный песок из отсевов дробления, используемые для бетона железобетонных и бетонных труб, должны иметь марку по прочности исходной горной породы или гравия не ниже 600. Использование указанных песков из горных пород афанитовой или стекловидной структуры не допускается. Для спирального армирования труб применяют стальную высокопрочную круглую проволоку, а для продольного армирования – стальную высокопрочную проволоку периодического профиля. Арматурная |
проволока должна удовлетворять требованиям: классов В-П и Вр-II по ГОСТ 7348; классов B-I и Вр-I по ГОСТ 6727. Стальная холоднокатаная лента из низкоуглеродистой стали (для разделительных полос) должна удовлетворять требованиям ГОСТ 503. 3. Каковы требования к бетонной смеси, способы и режимы уплотнения? Б.с. должна иметь подвижность 1-3 см, В/Ц не должно превышать 0.38 (В/Ц=0,35…0,38). НГ цементного теста не выше 26 %. Режим формования должен обеспечивать коэффициент уплотнения б.с. для тяжелого б. – не менее 0.98. При формовании труб должна быть обеспечена равномерная укладка и уплотнение б.с. внутреннего и наружного слоев (относительно арматурного каркаса) стенки трубы по всей ее высоте. Процесс формования состоит из двух этапов. В начале б.с. винтовым бетоноукладчиком подают в форму, состоящую из наружного кожуха и внутреннего сердечника. Форма загружается б.с. через загрузочный конус. Пневматический вибратор, установленный на конусе, обеспечивает равномерное поступление смеси в форму без ее расслоения. Укладывать б.с. в раструбную и втулочную части следует при вращении вала шнекового бетоноукладчика на 1-й скорости, в цилиндрическую – на 2-й. Для уплотнения б.с. при изготовлении напорных труб малого диаметра методом виброгидропрессования применяют навесные пневматические вибраторы ИВ-64, закрепляемые на форме перед заполнением ее смесью. Давление воздуха, подаваемое к вибраторам должно быть 0,5…0,6 МПа. Вибраторы устанавливаются в обоймы, приваренные к форме в требуемых местах. Для улучшения уплотнения бетонной смеси в раструбной части формы устанавливают дополнительно 2 пневмовибратора. Вибраторы, включаются по высоте попеременно в зависимости от уровня нахождения смеси в форме. При вынужденной остановке технологического оборудования, влияющего на непрерывность подачи б.с., вибраторы во избежание расслаивания б. должны быть отключены. Перерывы между укладкой отдельных порций б.с. при выключенных вибраторах не должны превышать 5 мин. По окончании укладки б.с., чтобы из нее удалить большее количество воздуха, и она лучше уплотнялась во втулочной части трубы, вибраторы верхнего пояса должны работать в течение 4…5 мин. Продолжительность формования трубы не должна превышать 1 ч. Для труб больших диаметров применяют виброплощадки с многокомпонентными вибраторами грузоподъемностью 20-28 т. Также возможно использование вибрирующего сердечника с круговыми колебаниями в горизонтальной плоскости, обеспечивающего тщательное уплотнение б.с.. 4. Как осуществить предварительное натяжение трубы? В чём его особенности? Натяжение стержневой и спиральной А производится отдельно в следующей последовательности. В подготовленную форму устанавливают спиральный арматурный каркас. На торцах формы укрепляют опорные кольца, через отверстия которых пропускают стержни рабочей арматуры с высаженными головками. Стержни продольной А натягивают при помощи гидродомкрата, подвешенного на консольной тележке. Натяжение осуществляется следующим образом: захват патрона заводят за кромку захватной втулки и включают золотник, при достижении заданного удлинения между торцом формы и захватной втулкой устанавливают фиксирующую втулку и переключают золотник на холостой ход. В результате натяжения стержни имеют напряжение равное от 0,65 до нормативного предела прочности проволоки. Натяжение следует начинать с верхнего стержня и далее переходить на поочередное натяжение диаметрально противоположных проволок, чем достигается удовлетворительное центрирование каркаса относительно стенок формы. После бетонирования форма перемещается на пост гидропрессования. Гидропрессование следует начинать не позднее 20 мин после окончания формования трубы. Необходимая величина давления гидропрессования должна быть достигнута не позднее времени, соответствующего сроку начала схватывания применяемого Ц. Сущность процесса заключается в следующем: сердечник формы присоединяют к системе низкого и высокого давления, через которую вода поступает под резиновый чехол. В полость сердечника под давлением подается вода. Проникая через отверстия в цилиндре под резиновый чехол, вода расширяет его, проводя тем самым опрессовку. При опрессовке трубы в результате сжатия пружин болтов раскрывается наружный кожух формы. Величина образующегося зазора достигает 12—15 мм, Расширение формы начинается при давлении 2,5—3,0 кгс/см2. Свежеуложенная БС следует за деформациями формы, тянет за собой витки арматурного каркаса и вызывает в них растягивающие напряжения, напрягая тем самым арматуру. В процессе гидропрессования следует выдержать отформованное изделие в течение 20-40 мин (в зависимости от подвижности бетонной смеси, свойств применяемых химических добавок и Ц, t окружающей среды) при давлении гидропрессования 0,3-0,5 МПа (3-5 кгс/см2) и дальнейший подъем давления осуществлять со скоростью 0,1 МПа (1 кгс/см2) в мин. Подъем давления до 3—3,5 МПа происходит в течение 30 мин. Под давлением изделие находится в течение 5—7 ч, пока Б не достигнет проектной прочности. |
5. Каков режим твердения, обеспечивающий получение цементного бетона повышенной плотности? Для производства труб методом виброгидропрессования используется контактный прогрев в обогреваемых формах. После достижения заданного давления опрессовки трубы (2,84...3,43 МПа) на форму надевают брезентовый чехол и начинают ТО б. трубы, которая осуществляется путем пуска острого пара в полость внутренней части формы через распределительное кольцо в нижней части формы и под пропарочный чехол при сохранении заданного прессующей давления, фиксирует положение арматуры в растянутом состоянии впредь до приобретения б. высокой прочности (300 -350 кгс/см2). Предварительная выдержка не менее 1 часа. Скорость подъема t≈ 70оС/час. По СНиП 3.09.10-85 при ТО паром необходимо во время изотермической выдержки обеспечивать t паровоздушной среды в полости внутреннего сердечника и под чехлом, которым накрывается форма, не менее 90—95 °С, а в полости наружной формы (паровой рубашке ) – до 110°С не позднее чем через 1 ч после начала подачи пара. Относительная влажность воздуха в период изотермического прогрева должна быть не менее 90 %. Время ТО выбирается из условия получения необходимой величины передаточной прочности в соответствии с требованиями ГОСТ 12586.0-83. По окончании ТО в течение 10 мин снижают давление гидропрессования и отводят воду из-под резинового чехла. Время тепловой обработки зависит от диаметра труб и составляет для труб диаметром 500 мм –5 ч, для труб диаметром 1600 мм – 14…16 ч. Контроль t осуществляется автоматическими регуляторами. 6. Могут ли применяться добавки при изготовлении труб? С какой целью? Т. к. изготовление труб производится в специальных формах и укладка б.с. в них усложнена, то с целью повышения удобоукладываемости допускается применение б.с. подвижностью до 6 см. Для повышения подвижности б.с. для тяжелых б. эффективно применяются пластифицирующие добавки. Их действие основано на снижении поверхностного натяжения воды и ослабления связи водных оболочек с зернами песка и Ц. Также их применение позволяет снизить расход Ц на 8…12%, либо при неизменном расходе Ц понизить В/Ц и повысить прочность б., его водонепроницаемость и морозостойкость, что актуально при изготовлении труб. Один из наиболее применяемых пластификаторов – ЛСТ (СДБ). 7. Обосновать и выбрать основное оборудование при производстве труб методом виброгидропрессования Производство труб осуществляется по агрегатно-поточной технологии следовательно. Основное оборудование принимается с учетом специфики данного производства. Для осуществления транспортных операций применяем мостовые краны соответствующей грузоподъёмности. Краны комплектуются автоматическими траверсами СМЖ-114 предназначенными для стороповки труб. В оборудование арматурного цеха помимо основного правильно-режущего оборудования предназначенного для заготовки арматуры дополнительно включается установка для выштамповывания разделительных полос СМЖ-312А. Для холодной высадки концов проволочной арматуры при изготовлении труб применяется установка СМЖ-155. Для навивки спирального каркаса применяется стан СМЖ-313А. Изготовление труб осуществляется в специальных силовых формах разного типоразмера. Натяжение арматуры осуществляется гидродомкратом СМЖ-86А. Для подачи б.с. в узкие формы линейных конструкций используют ленточный питатель СМЖ-354. Формы оборудуются навесными пневмовибраторами ИВ-64 В комплект оборудования для гидроуплотнения входит установка высокого давления, состоящая из двух баллонов объемом 410 л каждый, двух насосов — высокого и низкого давления, компрессора, резервуара низкого давления и четырех электроконтактных манометров, регулятора давления РГЖТ-1. Вакуумная установка для отвода воды из полости сердечника. Машина для шлифовки раструба типа 7680. Автоматические тележки для подвоза арматуры, вывоза готовых изделий. 8. Рассчитать технико-экономическую эффективность от замены трёхстадийной технологии на виброгидропрессование при изготовлении железобетонных напорных труб Серьёзным недостатком послойного центрифугирования раструбных напорных труб является трехстадийная технология, что увеличивает его продолжительность, усложнение технологии. При использовании метода виброгидропрессования производство труб осуществляется за один рабочий цикл. В отличие от трехступенчатой технологии предусматривающей напряжение спиральной А после твердения бетона, она получает натяжение до твердения б. Все это уменьшает трудоемкость производства, уменьшает себестоимость продукции; улучшает условия труда; увеличивает производительность; улучшает качество изделий. Данный переход обеспечивает: - получение труб, стенка которых на всю высоту, включая защитный слой, оказывается предварительно обжатой специальной арматурой; - изготовление в одном технологическом потоке труб 5-6 различных диаметров без переналадки оборудования; - единый производственный цикл формования труб и напряжения спиральной арматуры; - получение труб со стенками, б. которых прочен и водонепроницаем. |
Билет № 3 Обосновать изменение технологии железобетонных фундаментов эксплуатируемых в условиях сульфатных засолённых грунтов Средней Азии 1. Назовите, к какому виду коррозии относится агрессивная среда засолённых грунтов Средней Азии В соответствии с характеристиками различных типов коррозии, агрессивная среда сульфатных засоленных грунтов Средней Азии относится к коррозии III вида. К ней относятся процессы коррозии при действии сульфатов, когда разрушение б. вызывается ростом кристаллов гидросульфоалюмината кальция (ГСАК). Основным признаком данного вида коррозии является накопление в порах и капиллярах растворов солей и их кристаллизация, связанная с увеличением объема. В результате возникают значительные напряжения в стенках пор и капилляров, что приводит к разрушению б. 2. Объясните физико-химическую сущность протекания коррозии при данном виде агрессивной среды Сущность протекания процесса коррозии III вида по классификации Москвина, заключается в следующем. Соли образуются вследствие химической реакции взаимодействия агрессивной среды с цементным камнем или приносятся извне и выделяются из раствора. На начальных стадиях накопления солей б. значительно уплотняется и, как следствие, увел-ся его R. Однако после возникновения значительных растягивающих напряжений, вызванных ростом кристаллов в порах, происходит разрушение структуры цем. камня и снижение R. Коррозия III вида вызвана действием сульфатов, которые встречаются в природных и промышленных стоячих водах. Конце-ция сульфатов может достигать нескольких десятков г/л. Поэтому обеспечение повышенной сульфатостойкости б. является главной задачей. К настоящему времени не создано единой теории сульфатостойкости б. и т.о. выделяют 3 гипотезы: кристаллизационного давления; осмотического давления; перекристаллизации гидросульфоалюмината кальция. Суть первой в том, что в порах цем. камня при определенной конц-ии SО4-2 кристаллизуются гидросульфоалюминаты кальция или гипс. ГСАК имеют 2 модификации: 3-х сульфатную 3СаО∙Аl2О3∙3СаSО4∙(29…31)Н2О (эттрингит); моносульфатную 3СаО∙Аl2О3∙СаSО4∙12Н2О. Наиболее интенсивно коррозия протекает при кристаллизации эттрингита в порах б., который образуется в результате взаимодействия 3СаО∙Аl2О3∙6Н2О с сульфатсодержащими водами и имеет малую растворимость, т.о. кристаллизуется уже при небольшой концентрации сульфатов в воде. Значительное количество ГСАК образуется при концентрации SО4-2 250 мг/л, а при 500 мг/л ГСАК значительно влияет на сульфатостойкость б. Следует отметить, что чем выше конц-ия SО4-2 в растворе и больше С3А в цементе, тем благоприятнее условия для образования ГСАК. При концентрации SО4-2 1500…2000 мг/л происходит выделение и рост кристаллов гипса. При выделении гипса объем твердой фазы увеличивается в 2,24 раза. Характер разрушения цементного камня с увеличением концентрации SО4-2 3000…10000 мг/л меняется сравнительно слабо. Разрушение проявляется в возникновении 1…2 крупных трещин и разрыхлении структуры цем. камня. При концентрации SО4-2 более 10000 мг/л происходит разрыхление цем. камня до полной потери формы. Суть второй в том, что основной причиной разрушения б. при солевой коррозии является осмотическое давление, возникающие в том случае, когда 2 раствора, отличающейся конц-ии раствор-го вещ-ва, разделены полупроницаемой перегородкой. Под действием осмоса растворитель проникает через перегородку в раствор большей конц-ии. Если концентрированный раствор находится в замкнутом пространстве, заполняя его целиком, то увеличение кол-ва растворителя приводит к возникновению давления, пытающегося разорвать стенки ячейки. Цементный камень полупроницаем и может вызвать осмотическое давление, если разделяет водные растворы различной конц-ии. Согласно теории Бабушкина процесс сульфатной коррозии бетона и цем- камня сопровождается образованием полупроницаемой гелевой составляющей цем. камня, которая создает замкнутые ячейки с повышенной конц-ией извести. Однако не все экспериментальные данные это подтверждают. В настоящее время существуют попытки объединить все существующие гипотезы. 3. Какие исходные материалы необходимо принять для бетона, работающего в данной агрессивной среде? При выборе исходных материалов для б. следует руководствоваться требованием повышенной сульфатостойкости, а также факторами, влияющими на нее. Т. к. коррозия III вида в первую очередь вызывает разрушение ЦК, то главное внимание при выборе материалов необходимо уделить Ц. Поскольку содержание в твердеющем Ц Са(ОН)2 оказывает влияние на химические процессы коррозии III вида и степень расширения новообразований, то Ц с разным минералог-ким |
составом будут обладать различной стойкостью в этих условиях. Алитоалюминатные Ц имеют меньшую стойкость по сравнению с белитовыми Ц. Т. е. повысить стойкость Ц к коррозии III вида можно соответственно снижая в клинкере содержание C3S, либо связывая Са(ОН)2 в нерастворимые соединения, путем введения АМД. Кроме того, между сульфатостойкостью б., кол-вом гипса в Ц и тонкостью помола существует прямая связь – чем тоньше размолот Ц, тем больше количество гипса может быть введено и химически связано в начальный период гидратации, тем выше будет сульфатостойкость ЦК. 1. В кач-ве вяжущего целесообразно применять сульфатостойкие виды Ц. Исследователями было доказано, что эти виды вяжущего имеют повышенную сульфатостойкость, а повышенное содержание С3S не влияет на нее. Существует несколько разновидностей сульфатостойкого Ц: - сульфатостойкий ПЦ (СПЦ). Выпускается М400. Сульфатостойкость Ц обеспечивается нормированием его минералогического состава, в котором ограничивается содержание менее стойких к сульфатной агрессии минералов. В этом Ц содержится C3S >50%, C3A<5%, C3A+C4AF<22%. - сульфатостойкий ПЦ с добавками (СПЦД). Выпускают М400; 500. В качестве добавки используют трепел, опоку, диатомит (5-10%) или доменный гранулированный шлак (10-20%). Защитное действие добавок основано на том, что эттрингит образуется только при наличии кубического гидроалюмината С3АН6 или С4АН13, которые устойчивы при концентрации СаО в жидкой фазе не ниже 1,08 и 0,4; 0,46. если же концентрация СаО ниже, то С3АН6 переходит в С4АН4, при этом исключается образование эттрингита. Добавка связывает выделяющийся при гидратации алита гидроксид кальция, что способствует повышению сульфатостойкости Ц. - сульфатостойкий ШПЦ получают, ограничивая содержание в клинкере C3A<8%, и выпускают М300,400;500. - ППЦ также относится к группе сульфатостойких Ц. Получают путем совместного помола ПЦ клинкера, содержащего C3A<8%, с АМД. Для трепела, опоки, диатомита 20-30%, для других (чаще кремнеземистых) 25-40%. Пуццолановые добавки связывают Са(ОН)2 с образованием низкоосновных гидросиликатов Са СSН(В), при этом концентрация СаО в жидкой фазе уменьшается до 0,6…0,8 г/л. Наибольшей стойкостью при коррозии III вида обладают б. на глиноземистом Ц, т.к. для него характерна более плотная структура за счет заполнения пор гелем алюминия. Однако растворы щелочей разрушают его. 2. В кач-ве заполнителей для данного б. используют Щ и П, удовлетворяющие требованиям нормативной документации. 3. Для затворения компонентов бетонной смеси используется вода по ГОСТ 23732. 4. Отдельные или комплексные добавки, применяемые для улучшения свойств б.с. и б. должны удовлетворять требованиям ГОСТ 24211-80, стандартам и ТУ на конкретные добавки. Также следует отметить, что в качестве вяжущего возможно использование глиноземистого цемента, т.к. для него характерна более плотная структура за счет заполнения пор гелем алюминия. Кроме того, между сульфатостойкостью бетона, количеством гипса в цементе и тонкостью помола существует прямая связь – чем тоньше размолот цемент, тем больше количество гипса может быть введено и химически связано в начальный период гидратации, тем выше будет сульфатостойкость цементного камня. 4. Выбрать способ защиты и обосновать его техническую и экономическую эффективность В настоящее время существует несколько основных направлений по борьбе и предотвращению коррозии III вида: 1. Выбор цемента в зависимости от условий службы конструкции и степени агрессивности среды. В данном случае целесообразно использовать либо ШПЦ, либо ППЦ. 2. Введение воздухововлекающих, пластифицирующих и повышающих растворимость Са(ОН)2 и СаSО4 добавок СаСl2, СНВ, кремнийорганических. 3. Повышение плотности и водонепроницаемости б. различными способами, в т.ч. применением низких В/Ц и уплотняющих добавок. 4. Введение оптимального кол-ва гипса с точки зрения структурообразования. 5. Если указанные средства не могут обеспечить защиту, необходимо применить поверхностную защиту специальными средствами. Анализируя предложенные способы можно выбрать следующий вид защиты. В кач-ве вяжущего целесообразно использовать ШПЦ, либо ППЦ в виду наличия в них АМД, которые связывают Са(ОН)2 в нерастворимые соединения, тем самым препятствуют образованию и существованию многоосновных гидроалюминатов, а иногда исключают образование ГСАК. В свою очередь применение ППЦ рационально в тех случаях когда необходима повышенная физико-химическая стойкость б. и обеспечено его твердение во влажной среде, например при устройстве подводных, подземных и внутренних частей гидротехнических сооружений, в морской и пресной воде; при строительстве туннелей и других подземных сооружений. Т.о. для б. фундаментов, работающего в |
условиях сульфатных засоленных грунтов, лучше использовать ШПЦ сульфатостойкий. Б. на СШПЦ характеризуется повышенной сульфатостойкостью, стойкостью в морской воде и к щелочной коррозии. ШПЦ отличается от обычного ПЦ замедлением сроков схватывания (начало схватывания 4…6 ч, конец 8…10 ч). Поэтому для стабилизации этого параметра необходимо вводить добавки-ускорители твердения, такие как гипс либо СаСl2, Nа2SО4 и др. С точки зрения структурообразования лучше вводить гипс. Для придания б. гидрофобных свойств (уменьшение смачиваемости поверхности) и снижения водопоглощения вводим в его состав гидрофобно-пласти-фицирующую добавку. К ним относят кремнийорганические жидкости (ГКЖ-10;11;94). Применяют их для увеличения стойкости б. в агрессивной среде, для повышения долговечности б. Также помимо рационального подбора состава б. для повышения непроницаемости фундаментных блоков осуществляем пропитку их поверхности после изготовления специальными веществами (петролатумом, жидким стеклом и др.). 5. Указать необходимые изменения в технологии изготовления железобетонных фундаментов Фундаментные блоки производятся в большинстве случаев по агрегатно-поточной технологии. При изменении требований к изделиям относительно воздействия агрессивной среды, в которой им предстоит работать, изменяются и некоторые характеристики технологии. К таким изменениям можно отнести следующие: 1. При замене вяжущего возникает необходимость установки дополнительной емкости для хранения ШПЦ. 2. В схему изготовления блоков должно быть включено отделение для хранения добавок-ускорителей, а также пост приготовления раствора добавок рабочей концентрации. 3. При приготовлении бетонной смеси должен быть предусмотрен ввод раствора добавки в оставшуюся часть воды затворения. 4. Поскольку б. на основе ШПЦ рекомендуется пропаривать при t=90…95оС, то необходимо пересмотреть режим ТВО с учетом этого фактора. 5. Необходимо организовать дополнительный пост для покрытия фундаментных блоков спец. составами. 6. Обеспечить четкий контроль, начиная от проверки качества исходных материалов и заканчивая испытанием готовых изделий. 6. Обосновать и подобрать оборудование для производства данных фундаментных блоков Согласно СНиП 3.09.01-85 фундаментные блоки производят по агрегатно-поточной (а.-п.) технологии. А.-п. способ производства является одним из наиболее распространенных и характеризуется изготовлением изделий, перемещаемых в формах на спец. посты. Перемещение с поста на пост осуществляется с помощью мостовых кранов. Кроме крановых подъемно-транспортных машин используется самоходная тележка. Для придания изделиям точных геометрических размеров применяются металлические формы, рассчитанные на одно изделие и удовлетворяющие требованиям ГОСТ. При проектировании а.-п. линии необходимо учитывать такой недостаток, как большой объем ручного труда, и по возможности стремиться к его устранению. В предварительно очищенную и смазанную форму бетонная смесь подается адресно, т.к. это позволяет максимально механизировать перемещение б.с. Для укладки смеси используется бетоноукладчик. Уплотнение смеси согласно СНиП 3.09.01-85 осуществляется на виброплощадке (Ж=5…10 с).После того, как свежеотформованное изделие выдерживается в течение не менее 30 мин, его отправляют на ТО.ТО изделий проходит в пропарочной камере ямного типа либо в блоке ямных камер в зависимости от производительности линии. Загрузка камер при съемных крышках осуществляется через верх краном. По завершении ТО формы с изделиями извлекаются из камер ТО с помощью крана. Т.о. для производства фундаментных блоков используется следующее оборудование: мостовые краны; самоходная тележка; бетоноукладчик; виброплощадка. 7. Показать технико-экономическую эффективность от принятого метода защиты Предпочтительнее использовать в качестве защиты от данного вида коррозии ШПЦ в сочетании с добавкой гипса (для ускорения процесса твердения) и гидрофобизатора (для снижения проницаемости б.), так как стоимость ШПЦ значительно меньше стоимости ПЦ. Это обуславливается содержанием в составе ШПЦ от 20 до 80% гранулированного доменного или электротермофосфорного шлака. В настоящее время широкое распространение получают безотходные технологии, т.к. это позволяет в большинстве случаем снизить себестоимость продукта производства и сократить объем отходов от того или иного производства. Так стоимость ШПЦ значительно меньше стоимости ПЦ, кроме того, ШПЦ обладает рядом свойств, обеспечивающих стойкость бетона против коррозии III вида. |
Билет № 4 Предприятие производит опоры ЛЭП. Изложите особенности производства опор ЛЭП, работающих в условиях Крайнего Севера 1. Назовите основной критерий, обеспечивающий долговечность ЛЭП, работающих в суровых климатических условиях. Опоры ЛЭП предназначены для их применения при расчетной температуре наружного воздуха до минус 55оС включительно. Решающую роль в долговечности стоек играет б. Прочность б. должна соответствовать проектной марке бетона на сжатие, установленной в зависимости от несущей способности. В данном случае должен применяться бетон марок по морозостойкости (МРЗ) и водонепроницаемости (ВДН) не менее F150 и W6 для районов с расчетной зимней температурой воздуха выше минус 40оС и F200, W8 – для районов с температурой ниже минус 40оС. Т.о. опоры ЛЭП, работающие в суровых климатических условиях должны иметь высокую МРЗ, что может быть достигнуто правильным подбором состава бетона, исходных материалов, использованием воздухововлекающих добавок и применением «легких» режимов ТВО. 2. Понятие о морозостойкости бетона МРЗ б. – способность б. в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание. Основной причиной, взывающей разрушение б. в таких условиях, является давление на стенки пор и устья микротрещин, создаваемое замерзающей водой. При замерзании воды кристаллы льда увеличиваются в объеме более чем на 9 %. Однако расширению воды препятствует твердый скелет бетона, в котором могут возникать очень высокие напряжения. Повторяемость замерзания-оттаивания приводит к постепенному разупрочнению структуры бетона и его разрушению. Сначала начинают рушиться выступающие грани, затем поверхностные слои и постепенно разрушение распространяется вглубь б. С понижением температуры, а особенно при замораживании в воде или растворах солей, бетон разрушается быстрее. Критерием МРЗ б. является кол-во циклов, при котором потеря в массе образца менее 5 %, а его прочность снижается не более чем на 25 %. Это кол-во циклов определяет марку бетона по МРЗ. Для тяжелого б. – F50…500 в зависимости от условий эксплуатации конструкций. 3. Укажите, какие технологические факторы влияют на повышение морозостойкости бетона Существует два способа повышения МРЗ б.: 1. Повышение плотности б., уменьшение объема макропор и их проницаемости воды за счет: снижения В/Ц; применение добавок, гидрофобизирующих стенки пор, или кольматации пор пропиткой специальными составами; 2. Создание в б. с помощью специальных воздухововлекающих добавок резервного объема пор (более 20% от объема замерзающей воды), не заполняемых при обычном водонасыщении б., но доступных для проникания воды под давлением, возникающим при её замерзании. Отсюда можно выделить технологические факторы влияющие на МРЗ б.: 1. От отношения В/Ц зависит объем капиллярных пор и время закрытия пор. Увеличение В/Ц приводит к росту объема и размера капиллярных пор, но при этом увеличивается степень гидратации и МРЗ уменьшается непропорционально. Обычно для получения достаточно МРЗ б. В/Ц должно быть менее 0,5. 2. Уменьшение В/Ц и снижение расхода ПЦ. Для этого используются жесткие б.с., позволяющие при интенсивном уплотнении получать б. повышенной МРЗ. 3. Способ укладки б.с. Для повышения плотности б. и уменьшение объема макропор б.с. необходимо укладывать с максимальным уплотнением. 4. Условия твердения б. Пропаривание изделий снижает МРЗ из-за увеличения объема капиллярных пор закристаллизованности цем. камня, поэтому важно обеспечить необходимый влажностный и температурный режимы, при которых предотвращаются объемные деформации. Положительный эффект дает применение предварительно разогретой б.с. 5. Применение ПАВ регулирующих МРЗ б. Кольматирующие добавки способствуют заполнению пор в б. водонерастворимыми продуктами для повышения водо- и газонепроницаемости (сульфат алюминия, сульфат и хлорид железа). Гидрофобизирующие добавки резко снижают водопотребность и В/Ц б.с., что способствует увеличению плотности и снижению водопотребности б.с. Адсорбируясь на поверхности гидратированных соединений, они способствуют получению и сохранению мелкодисперсной структуры ЦК (ГКЖ-10;11, мылонафт). Газообразующие добавки способствуют созданию в б. тонкодисперсных равномерно распределенных замкнутых пор-ячеек (ГКЖ-94). Воздухововлекающие добавки позволяют снизить количество капиллярных пор и увеличить объем замкнутых круглых пор возможно меньшего размера. Это способствует повышению МРЗ б. при наименьшем снижении его прочности вследствие воздухововлечения (1% вовлеченного воздуха снижает прочность при сжатии на 3%), поэтому не следует вводить в б.с. большое кол-во воздухововлекающей добавки. (СДО, СНВ) Оптимальный объем вовлеченного воздуха обычно составляет 4-6% и определяется расходом Ц, воды и крупного заполнителя. Воздухововлекающие и газообразующие добавки повышают на 3…4 ступени F и на 1,5…2 ступени W. 4. Объясните, как влияет на повышение морозостойкости бетона его структура Б. представляет собой сложную многофазную систему, состоящую из цементного камня с равномерно распределенными в нем включениями в виде зерен мелкого и крупного заполнителя, а также пор различных размеров, заполненных водными растворами минеральных веществ и воздухом. МРЗ б. зависит, прежде всего, от характера пористости, т.к. пористость определяет объем и распределение льда, образующегося в теле бетона при отрицательных температурах и, следовательно, значение возникающих напряжений и интенсивность протекания процесса – ослабление структуры б. |
Открытые поры нарушают структуру б. и снижают его МРЗ, т. к. вода начинает переходить в лед при t=0ºС в первую очередь в них. При дальнейшем понижении температуры лед начинает образовываться в капиллярах все меньшего диаметра. Микрокапилляры практически не влияют на МРЗ б. в них вода не замерзает даже при t= -50…40ºС. МРЗ главным образом зависит от сообщающихся капиллярных пор, способствующих водонасыщению б. Закрытые же поры наоборот улучшают эксплуатационные свойства б. Микропоры не оказывают заметного влияния на МРЗ, которая зависит от объема макропор в б. и от их строения. Т.о. для повышения МРЗ следует уменьшать объем макропор. Для получения морозостойкого б. необходимо, чтобы толщина прослоек между соседними воздушными порами не превышала 0,025 см. такой эффект достигается введением воздухововлекающих добавок, которые могут изменить структуру б. Необходимо, чтобы б. имел воздушные поры максимально меньшего размера, т.к. это позволяет сократить их общий объем и способствует повышению МРЗ б. 5. Назовите требования, предъявляемые к исходным материалам для бетона повышенной морозостойкости 1.Минералогический состав клинкера Ц. При В/Ц=0,6 ЦК из С3S выдерживает до 549 циклов, с С4АF – до 100 циклов. Добавка С3А значительно уменьшает МРЗ. Одной из причин отрицательного влияния С3А является большое различие концентрации силикатных и алюминатных фаз ПЦ, что вызывает появление микротрещин и уменьшает МРЗ б.. В б. повышенной МРЗ (F300) содержание С3А≤5 %. 2. Наиболее целесообразно для изготовления б. повышенной МРЗ использовать пластифицированные, гидрофобизированные, сульфатостойкие ПЦ. Для сборных ЖБИ по ГОСТ 26633-91 следует применять Ц 1 или 2 групп по эффективности при пропаривании. Расход Ц должен быть больше минимальных значений, обеспечивающих получение плотного б.. 3. Качество З. При насыщении зерен З водой, которая при отрицательных температурах переходит в лед, образуются локальные разрушения в виде кратеров. КЛТР заполнителей значительно отличается от КЛТР ЦК. Поэтому при циклическом замораживании внутри зерен З возникают дополнительные напряжения, которые добавляются к действию льда. Т. о. исходные материалы должны иметь близкие КЛТР. Лещадные зерна, также как и загрязняющие примеси, являются центром напряжений и снижают МРЗ изделия. З также должны обеспечивать требуемую F и W. Лучше всего применять кварцевые пески, а щебень или гравий – из изверженных горных пород, W и F которых подтверждены опытом. Особое внимание следует уделить зерновому составу З: допускается применение только крупных и средних песков по возможности обогащать песок. Для крупного З соотношение фракций подбирать таким образом, чтобы получался минимальный объем пустот при возможно большей крупности максимальных по размеру зерен. По ГОСТ 22687.0-85 для изготовления стоек ЛЭП наибольшая крупность З не более 20 мм. 4. Качество воды затворения должно удовлетворять требованиям ГОСТ 23732, а добавки применяемые в технологии должны отвечать требованиям ГОСТ 24211 и пособию по применению химических добавок к СНиП 30901-85. 6. Укажите особенности подбора состава бетона с заданными морозостойкостью и прочностью. Для получения МРЗ бетона необходимо создать структуру материала, обладающего высокой стойкостью в условиях попеременного замораживания-оттаивания. При проектировании состава это обеспечивается введением ряда дополнительных требований: правильном выбором цемента и применением МРЗ заполнителей; определением В/Ц не только из условий прочности, но и из условий заданной МРЗ; применением пластифицирующих и воздухововлекающих добавок; правильным выбором коэффициента раздвижки зерен заполнителя α, обеспечивающим надежность получения прочного и долговечного бетона. Порядок расчета состава бетона следующий: 1. Определение В/Ц: В/Ц=АRц/( Rц+А∙0,5 Rц) для сборных ЖБИ по ГОСТ 26633-91 следует применять цементы 1 или 2 групп по эффективности при пропаривании. Прежде всего определяется отношение В/Ц в номинальном составе б., обеспечивающее получение заданного среднего уровня отпускной прочности. Затем определяется величина В/Ц, обеспечивающая заданный уровень прочности пропаренного б. в проектном возрасте. Из двух полученных величин В/Ц для дальнейших расчетов принимают наименьшее значение. 2. Определение расхода воды. Расход воды для начального состава б. принимается в зависимости от принятой удобоукладываемости б. с., вида и наибольшей крупности заполнителя. Далее расход воды корректируется в зависимости от величины НГ и объема вовлеченного воздуха. Например, при необходимом воздухововлечении 5…6 % принятая величина В/Ц увеличивается на 0,02…0,04 для компенсации понижения R б. вследствие повышенного содержания воздуха в нем. 3. Определение расхода цемента. Расход цемента, кг/1 м3 б. с., в начальном составе б. определяется по формуле: Ц=В/(В/Ц). Полученный расчетом расход ПЦ сравнивается с минимально допустимым по ГОСТ 26633-91 расходом цемента и с элементными нормами расхода цемента по СНиП 82-02-95. Расчетный расход ПЦ должен быть боле минимально допустимого и меньше элементных норм расхода цемента. 4. Определение коэффициента раздвижки α, значение которого приведены в справочной литературе и для МРЗ б-ов величина данного коэффициента возрастает на 0,02…0,04. 5. Определение расхода круп-го зап-ля (щебня): Щ=1000/[α(Пщ/Ψщ)+(1/ρщ)]. При наибольшей крупности зерен щебня более 10 мм, определяют расход отдельных фракций. Содержание отдельных фракций в крупном заполнителе в составе б. должно соответствовать требованиям ГОСТ. 6. Определение расхода мелкого зап-я (песка): П=[1000-((Ц/ρп)+В+(Щ/ρщ)]*ρп. 7. Определение расхода добавок. Для снижения расхода цемента целесообразно вводить в б. с. |
добавки-пластификаторы. Для обеспечения требуемого объема вовлеченного воздуха в состав б. с. вводятся воздухововлекающие добавки. Расход раствора добавки (а) рабочей концентрации, л/м3, определяется по формуле: а=(Ц*С)/(К* ρр-ра добаки), где С – дозировка добавки, % от массы цемента; К – концентрация рабочего раствора добавки, %. Количество воды, вводимое с раствором добавки рабочей концентрации: Вд=а*ρр-ра добавки*(1-0,001К) 8. Определение расчетной средней плотности уплотненной б. с.: ρб.с.=(Ц+В+П+Щ+Д)/1 м3, где Д – расход сухих добавок, кг. Полученные расчетные данные при необходимости корректируются в зависимости от конкретных величин. Откорректированный состав б. с. проверяется в лабораторных условиях на пробных замесах. 7. Назовите особенности приготовления бетонной смеси при введении химических добавок, повышающих морозостойкость Как было указано, для повышения МРЗ б. в состав б. с. вводятся пластификатор и воздухововлекающая добавка. Первая добавки применяется с целью снизить расход вяжущего при сохранении характеристик удобоукладываемости, а также для улучшения структуры цем. камня затвердевшего б.. Вторая добавка применяется с целью достичь требуемого объема вовлеченного воздуха, а также для уменьшения кол-ва открытых капиллярных пор с одновременным увеличением замкнутых пор. Формулы для определения расхода растворов добавок рабочей конц-ии и кол-ва воды, вводимого с раствором добавки, приведены в предыдущем пункте. Что касается непосредственно процесса приготовления б. с. в заводских условиях, то можно отметить следующее. В б. с. для тяжелого б. рабочий раствор химической добавки вводят вместе с водой затворения. Для этого обычно отдозированный раствор добавки рабочей конц-ии выливается в дозатор воды, куда доливается оставшаяся часть воды затворения, при этом происходит перемешивание добавки со всей водой затворения и затем ее равномерное распределение в б. с.. Для химических добавок следует отдавать предпочтение объемным дозаторам. Объемный дозатор представляет собой цилиндрическую емкость с помещенным в нее поплавком, снабженным постоянным магнитом. Снаружи дозатора установлены впускной и сливной клапаны, а внутри – датчики верхнего и нижнего уровней и промежуточных, регулируемых положений. Приготовление б. с. осуществляется в смесителях принудительного действия. 8. Как влияет режим ТВО на долговечность изделий? Большое значение для кач-ва б. при ТВО имеет правильное назначение режима прогрева. Нагрев б. сопровождается расширением объема его составляющих, что может вызвать нарушение структуры неокрепшего б. В результате прочность б. в возрасте 28 суток окажется ниже прочности б., твердеющего в н.у. Т.о. для получения высококачественного б. после ТВО необходимо регулировать режим ТО в зависимости от характеристик б. с., назначения ЖБИ и их технических показателей. Например, предварительная выдержка б. с. до ТВО повышает конечную прочность б., способствует формирования на-чальной структуры б., необходимой для восприятия им теплового воздействия. Длительность изотермического прогрева целесообразно назначать в пределах 4…10 ч при t=80оС в зависимости от В/Ц, вида и марки цемента. При дальнейшем увеличении длительности изотермического прогрева прирост прочности идет медленно; возможны сбросы прочности. Важную роль в повышении долговечности изделий играет также период подъема температуры в камере. В любом случае не рекомендуется подъем температуры со скоростью 60оС/час. При неверно подобранной скорости по сечению изделия возникает перепад температур, развиваются деструктивные процессы. Для получения изделий повышенной МРЗ рекомендуются более «легкие» режимы ТВО: предварительная выдержка изделий 5…8 ч; подъем температуры со скоростью не более 10…15оС/час; изотермическая выдержка при t≤80оС; равномерное снижение температуры. Т.о. точно подобранный режим ТВО – один из наиболее важных факторов при изготовлении ЖБИ с высокими показателями прочности, МРЗ, водонепроницаемости и другими характеристиками, гарантирующими долговечность конструкций в эксплуатационных условиях. 9. Выберите необходимое оборудование Предварительно напряженные конические и цилиндрические опоры длиной до 26 м изготавливают по агрегатно-поточной технологии на специализированных заводах способом центрифугирования. Технологический процесс изготовления опор ЛЭП состоит из следующих этапов: распалубка изделий; подготовка форм; заготовка арматуры (проволочных прядей); закрепление прядей на стенде; сборка формы и заполнение её б.с.; натяжение арматуры; центрифугирование; ТВО; распалубка; контроль, маркировка.; складирование изделий. Примерный перечень оборудования: семипроволочные пряди заготавливают на станке челночного типа; стенд сборки арматурного каркаса МР310; специальные силовые формы необходимого типоразмера; гидродомкраты обеспечивающие проектное натяжение арматуры; бетоноукладчик СМЖ-168 предназначеный для подачи смеси в узкие формы линейных конструкций; стенд бетонирования МР307; центрифуга МР270; индукционная камера МР313; передвижная электромашина МР320; гайковерты для соединения и разъединения полуформ ИЭ3115; тележки пропарочных камер; тележки для подвоза арматуры, вывоза изделий на склад. Чистка формы производиться передвижной электромашиной, а доводка изделия – вручную. Для перемещения изделий с поста на пост требуется мостовой кран необходимой грузоподъёмности. БСЦ комплектуются бетоносмесителями принудительного действия необходимой ёмкости и производительности. Также необходимо дополнительное оборудование для приготовления и ввода добавок в б.с. Для доставки б.с. к постам формования используют бетонораздатчики. |
Билет № 5 На заводе предусмотрено организовать производство огнеупорных порошков на основе сырого магнезита и термически обогащённого порошка 1. Дать характеристику магнезита как сырья Магнезит представляет собой карбонатную горную породу, сложенную минералом магнезитом, имеющим кристаллохимическую формулу MgCO3. Минерал имеет плотность 2,98 г/см3, стеклянный блеск; цвет его белый, серый, голубовато-серый, зависящий от изоморфных и других примесей; излом плоско-раковистый. Плотность магнезитов. Породы зависит от состава и кол-ва примесей; она колеблется в пределах 2,9—3,1 г/см3 у кристаллического и 2,9—3,0 г/см3 у крипто-кристаллического магнезита. Твердость по шкале Моосу у первых 4—4,5, у вторых нормально 4, но в случае примеси опалового кремнезема повышается до 5—5,5. Средний химический состав чистого магнезита: MgO 45.5%, СаО-1.7%, СО2-52.4%, SiO2-1.3-1.5%. Магнезит содержит примеси в виде доломита, кальцита, кварца, талька, пирита и др. В зависимости от их содержания, к химическому составу сырого маг. Предъявляются требования по содержанию: СаО не более 2,3%, О2 не более 0,9%, SiO2 не более 1,1%. 2. Указать требования к зерновому составу сырого магнезита По данным оптимальный состав лежит в пределах 45...50% фр. 2…0,8 мм, 5...15% фр. 0.8...0,09 мм и 30…45% <0,09 мм. Предельный размер зерен должен, составлять 1 мм, а зерновой состав масс должен быть следующим: 10—:20% фр. 1—0,5 мм, 40% 0,5...0,09 мм и 40% <0,06 мм. Из масс такого зернового состава обеспечивается при давлении прессов-ия 1000 кгс/см2 изготовление из промышленного спеченного магнезита сырца нормального кирпича с пористостью 14…18%. Такой сырец при температуре обжига 1600°С обеспечивает пористость изделий 12…13%, при 1700°С 6—10% и при 1750°С 4—8%, причем в первом случае линейная усадка в обжиге до 2,5% и в последнем 4,5%. 3. Что такое термически обогащённый порошок? Для повышения содержания МgО в периклазовом порошке комбинат «Магнезит» освоил технологию термического обогащения исходного магнезитового сырья, сущность которого заключается в предварительном обжиге магнезита во вращающейся печи при температуре, исключающей возможность разложения доломита и кальцита (~1100°С), удаления неразложившихся карбонатов кальция и других соединений путем классификации и последующего вторичного обжига дисперсного продукта при высоких температурах (1600-1700°С). Магнезит частично спекается и имеет светло-коричневый цвет; примеси могут быть частично или полностью расплавлены и образовывать так называемые "свары" с обмазкой из периклазовой пыли. Эти свары дробят, измельчают и складируют отдельно вследствие низкого содержания в них оксида магния и повышенного содержания примесей. 4. Дать характеристику используемого топлива Печи отапливают разным топливом — газогенераторным газом, мазутом, широко используют и природный высококалорийный газ. Основным видом топлива для отопления вращающихся печей является природный газ, который транспортируется по трубопроводу. Пр. газ как топливо считается более экономичным и экологичным. Резервным топливом может быть мазут. Для этого предусматриваются горелки, работающие как на газу, так и на жидком топливе. 5. Обосновать и выбрать технологическое оборудование Наиболее высокопроизводственными и автоматизироваными агрегатами для обжига магнезита являются вращающиеся печи. Печи дайной 170 м и диаметром 4,5 м обладают наряду с большой производительностью меньшим расходом условного топлива на тонну продукции. Поэтому выбираем печь с такими параметрами. Для охлаждения материала при выходе его из «горячего» конца печи возьмем колосниковый холодильник, который охлаждает поступающий в него материал до 100°С и позволяет управлять процессом охлаждения полученного продукта независимо от режима работы |
печи и наиболее полно использовать отходящий аспирационный воздух в кач-ве вторичного воздуха, поступающего обратно в печь. Подача сырья осуществляется из приемных бункеров сырого магнезита ленточным весовым дозатором, а порошка - весовым дозатором, оборудованным шнеком. Применение таких дозаторов позволяет более точно регулировать кол-во поступающего в печь сырья на обжиг. После холодильника порошок подвергают рассеиванию на две фракции: 0-8 мм и более на грохотах ГИЛ-42 (грохот инерционный легкого типа, 4- ширина грохота в мм = 1500, 2- число сит). Эти грохота хорошо регулируемы и надежны. Фракция более 8 мм поступает на дробление в конусную дробилку КМД-1200. Фракция 0-8 мм считается готовым продуктом. 6. Обосновать особенности футеровки печей Современная огнеупорная футеровка должна не только проявлять стойкость к плавлению. Она должна подбираться применительно к условиям конкретной зоны, где она будет работать, и должна выдерживать тепловые и физические удары, быть стойкой к истиранию, не скалываться и крошиться в больших масштабах, иметь высокую прочность при нагреве и сопротивляться воздействию горячих газов, например окиси углерода, должно быть учтено также тепловое расширение и сжатие каждого огнеупорного материала; она должна выдерживать разъедающее воздействие шлака и металла, контактирующих с огнеупором при температурах около 1650°С в течение длительного времени. Выбор огнеупорных материалов целесообразно производить на основании действия главных факторов, влияющих на стойкость футеровки, и производственных показателей печей, работающих в аналогичных условиях при температурах около 1650°С в течение длительного времени. Выбор огнеупорных материалов целесообразно производить на основании действия главных факторов, влияющих на стойкость футеровки, и производственных показателей печей, работающих в аналогичных условиях. 7. Охарактеризовать физико-химические процессы, происходящие при обжиге материала При обжиге магнезитовых изделий магнезит обжигается вторично, что обусловливает возможность проведения относительно быстрого обжига. Обжигаемый сырец вводят с невысокой влажностью (не свыше 1%), но он содержит гидраты окислов кальция и магния; количество связанной в них воды доходит до ~ 1%. Дегидратация гидратов происходит при относительно низких температурах, так как' равновесное давление паров воды достигает 760 мм рт. ст. у Мg(ОН)2 при 410°С, а у Са(ОН)2 при 511°С. Дегидратация гидратов окислов начинается по периферии зерен и продвигается к их центру; сначала происходит распад первичных зерен на мелкие кристаллиты, затем выделение воды и кристаллизация окислов. В период дегидратации прочность сырца резко снижается. Кроме того, при дегидратации Mg(OH)2 сырец способен к деформации под нагрузкой. В результате чрезмерно высокое содержание в сырце гидроокиси магния приводит к его растрескиванию. При учете градиента температур по толщине сырца дегидратация заканчивается при температуре нагрева его поверхности 600°С. При дальнейшем повышении температуры возникает жидкая фаза; ее появление при температурах 1100—1200°С обусловливается возможностью образования четверной эвтектики в смеси окислов магния, кальция, алюминия и кремния (1пл= 1157°С) и дальнейшее нарастание при более высокой температуре плавления монтичеллита (1498°С). С образованием жидкой фазы связаны жидкостное спекание, огневая усадка сырца и возможность его деформации механизмом пластично-вязкого течения. В процессе высокотемпературного обжига изделий происходят окончательное связывание окиси кальция, гомогенизация черепка, рост кристаллов периклаза. При охлаждении кристаллизуется главным образом монти-челлит и затвердевает стекловидное вещество. В результате двойного обжига магнезита происходит взаимодействие между компонентами, отвечающее диаграмме состояния системы MgО—СаО—SiО2. связывается главным образом в монтичеллит и форстерит, кристаллы которых окружают зерна периклаза, играя роль связки. Образующиеся при обжиге расплавы хорошо смачивают периклаз. Это смачивание определяет интенсивное проникновение расплава |
между зернами периклаза. Минимально проникновение расплава при наличии второй высокотемпературной твердой фазы. Минимально проникновение расплава при наличии второй высокотемпературной твердой фазы. Если отношение СаО/SiO2 низкое, то такой второй твердой фазой является форстерит, если же высокое, то двухкальциевый силикат.
В процессе обжига во вращающейся печи карбонат магния MgCO3 переходит в оксид магния MgO, так называемый периклаз, который в этом состоянии практически не реагирует с водой. В зависимости от происходящих хим. превращений вся длина печи делится на 4 зоны: 1-зона подготовки (подогрева), где происходит нагрев материала, удаление свободной влаги, ее длина 50 м, тем-ра достигает 9000С, 2-переходная зона (зона декарбонизации), в ней происходит изменение хим. состава сырья, что связано с выделением углекислоты и с уменьшением первоначальной массы сырья, увелич. Содерж. MgO. Дальнейшее увеличение тем-ры приводит к упорядочению кристаллической решетки. Длина зоны 45 м, тем-ра 13000С. 3-зона спекания, ее длина 71 м, тем-ра обжига достигает 17000С, в ней происходит увелич. Кристаллов периклаза и образование между ними силикатных пленок. 4-зона охлаждения, до 4 м, происходит полная кристаллизация оксида MgO и его охлаждение до тем-ры 1000-11000С. 8. Как происходит очистка дымовых газов? Дымовые газы из печи поступают через пылевую камеру в газоход и далее в котел утилизатор, где происходит их охлаждение до 220-2400С после чего они по газоходу проходят очистку (двухступенчатую) в циклонах, для этого обычно используют две батареи циклонов, последовательно соединенных. После очистки в циклонах дымовые газы поступают на дальнейшую очистку в электрофильтры типа ЭГА. Очищенные дымовые газы из электрофильтров через дымовую трубу выбрасываются в атмосферу. Также применяют гидрофильтры, мультициклоны и электрофильтры. 9. Как осуществляется контроль за тепловым и технологическим оборудованием? Контроль за технологическим оборудованием осуществляется при помощи приборов и датчиков по различным схемам автоматики и автоматизации. Автоматический контроль и регулирование теплотехнических процессов в огнеупорной промышленности: 1) Изменение температуры - ртутные термометры, анометрические термометры. термометры сопротивления, термоэлектрические пирометры; пирометры излучения. 2).Измерение давления и вакуума: жидкостные манометры, пружинные манометры,3 ).Измерение расхода жидкостей и газов: счетчики расхода. Пневмометрические трубки (метод скоростного напора) Расходомеры постоянного перепада (ротаметры). Расходомеры переменного перепада. 4). Автоматическое регулирование - Регуляторы прямого действия. Регуляторы непрямого действия. Автоматические регуляторы в огнеупорной промышленности. 10. Каковы технологические особенности готового продукта? Обожженный при 800-11000С магнезит (каустический) высокоактивен, при затворении растворами солей магния (МgС12, Мg2SО4) дает тесто, затвердевающее затем в камнеподобные массы. Такой материал может быть с успехом использован в строительстве. Вяжущие свойства сохраняются в небольшой степени и у магнезита, обожженного при 1600—1800°С до спекания, что важно при изготовлении из него безобжиговых огнеупоров и набивных масс. При высоких температурах оксид магния магнезитов реагирует с примесями, как и оксид кальция. В каустическом периклазе подобные реакции не завершаются, тогда как спекшийся периклаз близок к фазовому равновесию. После брикетирования при 400°С и обжита в шахтой печи при 2000 °С получают спеченный порошок с содержанием МgО>99 % и плотностью 3,35—3,40 г/см3. Процесс «Зульмаг» имеет ряд преимуществ по сравнению с другими способами: применяются менее агрессивные реагенты (аммиак вместо НСl), что увеличивает срок службы установок; процесс мало чувствителен к колебаниям состава исходных материалов; сокращается расход топлива и улучшается экология. |
Экзаменационный билет № 6
Предприятие выпускает железобетонные изделия в горизонтальных формах вибрационным способом. Необходимо наладить производство изделий, изготовляемых в вертикальном положении, за счёт применения литых бетонных смесей с одновременным улучшением условий работающих 1. Укажите возможные пути получения литых бетонных смесей 2. Обоснуйте и выберите химические добавки для получения литых бетонных смесей З. Назовите технологические приёмы, обеспечивающие нерасслаиваемость литых бетонных смесей 4. Объясните особенности подбора состава бетона с использованием химических добавок 5. Укажите возможные изменения в технологическом процессе и оборудовании при изготовлении изделий из литых бетонных смесей 6. Объясните особенности ТВО при изготовлении изделий из литых бетонных смесей 7. Укажите элементы контроля качества изделий, выпускаемых из литых бетонных смесей 8. Покажите технико-экономическую эффективность применения литых бетонных смесей с добавками в техническом и социальном аспектах
1. Укажите возможные пути получения литых бетонных смесей.
В зависимости от удобоукладываемости различают смеси сверхжесткие, жесткие, низкопластичные, пластичные и литые. Литые б.с. (марка по удобоукладываемости П5) имеют осадку конуса ≥21 см, водоотделение составляет 0,8%. Удобоукладываемость б.с. зависит от ряда факторов: вида Ц, количества воды и ЦТ, содержания и качества З, наличия добавок. Т.о. возможны следующие пути получения литых б.с.: 1. Использование Ц, обладающего низкой водопотребностью. Необходимо учитывать, что водопотребность Ц растёт по мере увеличения в нём содержания АМД. Чаще всего для получения литых б.с. используют ПЦ М400, М500, а также быстротвердеющий ПЦ-БТЦ. Также возможно применение специального пластифицированного Ц, содержащего в своём составе пластифици-рующую добавку. Имеет те же марки, что и ПЦ. 2. Одновременное увеличение количество воды и цемента при постоянном В/Ц. Т. е. повышение количества цементного теста, соответственно возрастает подвижность б.с. Содержание цем. теста в литой б.с. до 220-270 л. 3. Использование для получения литой б.с. оптимально подобранного гранулометрического состава крупного и мелкого З. Увеличение крупности зерен З снижает водопотребность смеси на 10…15%. Окатанная форма и гладкая поверхность гравия снижает водопотребность БС на 5…15%. Применение З, соответствующим техническим нормативным документам (содержание пылевых и илистых частиц в заполнителе не должно превышать показатели, указанные в ГОСТ 26633, 8267 и другой нормативной документации). 4. Оптимальное соотношение крупного и мелкого З, при котором достигается наибольшая подвижность и толщина прослойки цем. теста. 5. Включение в состав смеси хим. добавок регулирующих свойства б.с. (пластифицирующие, стабилизирующие, водоудерживающие, воздухововлекающие). Т.о. необходимым условием для получения высококачественных литых б.с. является комплексный подход при решении данной задачи. Во время разработки таких составов, прежде всего, следует обратить внимание на рациональный подбор компонентов б.с.
2. Обоснуйте и выберите химические добавки для получения литых бетонных смесей.
Химические добавки – неорганические вещества или их комплексы, за счет введения которых в состав бетонной смеси направленно регулируются свойства бетонной смеси или бетонам придаются специальные свойства. Добавки являются основным технологическим инструментом, позволяющим регулировать свойства бетона.
Добавки, применяемые в технологии бетона, должны отвечать требованиям ГОСТ 24211 и пособию по применению химических добавок к СНиП3.09.01-85.
Основными задачами при получении литых бетонных смесей являются:
1. Сохранение однородности и нерасслаиваемости бетонной смеси. Для этого применяются стабилизирующие добавки. Например, целлюлоза. В качестве водоудерживающей добавки также может использоваться целлюлоза.
2. Максимально возможное снижение количества воды затворения. В таком случае целесообразно включать в состав бетонной смеси суперпластификаторы, которые повышают подвижность бетонной смеси в 6 и более раз при одновременном уменьшении объема воды затворения на 20…30 % и более. Содержание суперпластификатора может находиться в пределах 0,3…0,8 % от сухой массы вяжущего.
3. Обеспечение равномерной структуры бетона.
Одним из факторов, обеспечивающих долговечность ЖБ конструкций и высокие технические характеристики, является объем и вид пор. Оптимальное содержание пор и их характер задаются введением воздухововлекающих добавок. Наиболее распространенной воздухововлекающей добавкой является СНВ. Расход добавки – в среднем 0,03 % от массы ПЦ.
Следует отметить, что в состав бетонной смеси вводятся не добавки в чистом виде, а их растворы. Как правило, для пластифицирующих добавок концентрация раствора 5…10 %, а для воздухововлекающих – 1…5 %.
При приготовлении бетонной смеси растворы добавок дозируют отдельными дозаторами и подают в дозатор воды, где их перемешивают с оставшейся водой затворения.
Необходимое количество химических добавок определяется путем расчетов и лабораторных испытаний. Количество вводимых добавок зависит как от характеристик концентратов добавок, так и от исходных материалов бетонной смеси.
3. Назовите технологические приемы, обеспечивающие нерасслаиваемость литых бетонных смесей.
В настоящее время существует несколько приемов, позволяющих обеспечить нерасслаиваемость литых бетонных смесей:
1. Для получения бетонной смеси высокого качества особое внимание следует уделить исходным материалам для бетонной смеси и точности расчета состава бетона.
При подборе состава бетонной смеси учитываются такие показатели, как:
- водопотребность ПЦ (чем выше водопотребность вяжущего, тем хуже удобоукладываемость бетонной смеси при постоянной дозировке компонентов);
- качество цементного теста, которое определяется по его вязкости, а также по В/Ц отношению;
- качество заполнителей (чем мельче фракции заполнителей, тем больше водопотребность цементного теста). Повышение содержания илистых, глинистых и пылеватых частиц значительно снижает исходное В/Ц отношение. Также увеличивают водопотребность цементного теста загрязняющие примеси;
- качество воды затворения должно удовлетворять требованиям ГОСТ 23732;
- качество химических добавок, в частности, используемых пластификаторов, воздухововлекающих добавок.
Подбор состава бетона происходит в 2 этапа:
а) Расчет состава бетонной смеси в соответствии с общепринятыми методами; получение теоретических данных.
б) Подтверждение полученных данных в лабораторных условиях.
2. Важным фактором обеспечения нерасслаиваемости бетонной смеси является корректно подобранный способ укладки смеси в форму:- высота падения бетонной смеси должна быть не менее 1 м;- наклон стенок бункера должен находиться в пределах 55…65о;- подача бетонной смеси должна быть организована таким образом, чтобы литая бетонная смесь стекала по вертикальной поверхности формы.3. При замене горизонтальных форм вертикальными необходимо правильно выбрать виброуплотняющие оборудование.4. Значительное влияние на данный показатель бетонной смеси оказывает непосредственное приготовление смеси, а именно однородность и равномерность перемешивания компонентов смеси. Кроме того, для сохранения характеристик необходимо организовать подачу смеси посредством пневмооборудования.5. Особым приемом обеспечения нерасслаиваемости является применение самоуплотняющихся бетонных смесей, которые характеризуются малой усадкой, небольшой экзотермией и уплотняются исключительно за счет своего собственного веса. Однако такие бетонные смеси используются для получения высокопрочных бетонов
4. Объясните особенности подбора состава бетона с использованием химических добавок.
Введение добавок, а также свойства литых бетонных смесей обуславливают включение в расчет состава бетона следующих компонентов:
1. Определение водоудерживающей способности цемента, которую оценивают по критическому В/Ц отношению: (В/Ц)кр≈1,65НГ. Кроме того учитывается и величина истинного В/Ц: (В/Ц)ист≤(В/Ц)кр. Значимость данного фактора объясняется тем, что чем лучше водоудерживающая способность цемента, тем меньше расслаиваемость литой бетонной смеси.
2. Определение коэффициента, учитывающего снижение расхода воды. Первоначально заданное количество воды В корректируется по формуле: В1=ВК, где В1- требуемое количество воды; К – коэффициент, отражающий снижение расхода воды.
3. Определение требуемого В/Ц отношения: В/Ц=(К1*А*Rц)/(Rб+0,5 К1* А*Rц), где А – коэф-ты, учитывающие качество исходных материалов; Rц- активность цемента, МПа; Rб- марка бетона.
4. Определение расхода раствора добавки. Чаще всего используется пластифицирующая добавка 5…10 %-ной концентрации и воздухововлекающая добавка 1…5 %-ной концентрации.
Расход раствора добавки повышенной концентрации определяется по формуле:
А=(Ц*С)/(К*П), где Ц – расход цемента на объем бетонной смеси; С – дозировка добавки в % от массы сухого цемента; К – концентрация раствора добавки; П – плотность раствора добавки при t=20оС.
При расчете данного показателя для температуры, отличной от 20оС, плотность раствора определяется следующим образом:
Пт=П20 – Е(Т-20), где Е – показывает изменение плотности при изменении температуры на 1оС.
При приготовлении раствора добавки рабочей концентрации расход раствора определяется по формуле: А1=(100В+ЦС)/100П, где В – расход воды на объем бетонной смеси.
5. Определение количества воды, вводимого с раствором добавки: В1`=АП(1-0,01К).
6. Определение расчетной средней плотности уплотненной бетонной смеси:
ρб.с.=(Ц+В+П+Щ+Д)/1 м3, где Д – расход сухой добавки, кг.
Кроме перечисленных показателей, также следует отметить, что введение в состав смеси добавок влияет на расчет состава литой бетонной смеси комплексно.
Расчет расхода крупного и мелкого заполнителей, а также вяжущего и воды производится по стандартной схеме расчета состава бетона.
5. Укажите возможные изменения в технологическом процессе и оборудовании при изготовлении изделий из литых бетонных смесей.
1. Включение в состав бетонной смеси химических добавок приводит к повышению дополнительных емкостей для хранения добавок; оборудование для приготовления растворов добавок и добавление подготовленных растворов в бетонную смесь.2. Поскольку литьевая бетонная смесь обладает ОК≥16 см, то обычные бункера не подходят для ее транспортирования. Т.о. необходимо использовать бетононасосы или пневмотранспорт.
3. Изготовление изделий из литых бетонных смесей позволяет произвести замену горизонтальных форм на вертикальные. Однако в данном случае к формам применяются особенно жесткие требования: герметичность. Т.о. предпочтительно использование неразборных форм с упругоработающими элементами; прочность – формы должны выдерживать гидростатическое давление смеси. Материал формы – в данном случае лучше использовать неметаллические формы (стеклянные, пластмассовые, резиновые и т.д.). При установке вертикальных форм технологическая линия становится более компактной. Т.о. возможно рациональное использование производственной площади.
4. Отличительной чертой литых бетонных смесей является их способность уплотняться под собственным весом. Т.о. необходима замена виброоборудования. Чаще всего в таком случае используется штыкование или уплотнение глубинным вибратором для хорошего уплотнения смеси в углах формы и местах скопления арматуры.
6. Объясните особенности ТВО при изготовлении изделий, выпускаемых их литых бетонных смесей.
В большинстве случаев изготовление изделий из литых бетонных смесей осуществляется в кассетных формах. Т.о. выбор режима ТВО производится в соответствии с особенностями данной технологии. В таком случае рекомендуется двухстадийная ТО. Продолжительность 1 стадии 5…6,5 ч. ТО проходит в кассетах до достижения распалубочной прочности 50 % марочной прочности бетона. Затем изделия подвергаются распалубке. Продолжительность 2 стадии - 5 ч. Распалубленные изделия переносятся в камеры дозревания для выдержки до набора величины отпускной прочности при температуре 60…70оС.ТВО осуществляется в кассетных формах, является достаточно эффективной за счет того, что отформованное изделие имеет маленькую открытую поверхность. Для снижения потерь верхний торец изделия укрывают утепленными крышками. Теплоноситель рекомендуется подавать через нижние перфорированные трубы, т.к. в таком случае снижается перепад температур по высоте. В случае подачи пара сверху перепады температур достигают 30…40оС, что отрицательно сказывается на технических характеристиках изделия. В частности, возникает неравномерность распределения прочности в изделии; вероятность появления дефектов в структуре бетона, что может привести к риску аварий в эксплуатационный период. Поэтому для повышения однородности теплового поля и ускорения ТО применяют эжекторную подачу пара, т.е. схему отсоса воздуха и паровоздушной смеси, и циркуляции воздуха. В некоторых случаях для ускорения процесса ТО прибегают к повторной вибрации изделия, которая также позволяет увеличить однородность бетона по плотности. Следует также отметить, что для каждого отдельного случая режим ТВО подбирается индивидуально, согласно используемому цементу (показатель активности при пропаривании), конфигурации и технических требований к изделию.
Расчет режима ТВО осуществляется согласно стандартной методике. Особое внимание при подборе тепловой установки уделяется снижению потерь тепла на нагрев элементов тепловой установки. Т.о. правильность подбора режима ТВО и необходимого оборудования является одним из факторов, влияющих на качество производимого изделия.
7. Укажите элементы контроля качества изделий, выпускаемых из литых бетонных смесей.
Контроль качества осуществляется на каждой стадии технологического процесса, начиная от проверки исходных материалов на соответствие их технической нормативной документации и заканчивая контролем готовых изделий. Для получения высококачественных изделий необходимо контролировать следующее:
1. Входной контроль: качество заполнителей, вяжущего, добавок.2. Контроль подвижности литой бетонной смеси.3. Качество используемых арматурных элементов. 4. Регулирование параметров ТВО.5. Качество изготовления (формования) изделия.6. Выходной контроль: величина толщины защитного слоя бетона; положение арматурных элементов (на этапе армирования); прочность; трещиностойкость жесткость конструкции; морозостойкость и водопоглощение бетона при наружной эксплуатации изделия. Помимо всех перечисленных параметров изделие должно удовлетворять требованиям нормативной документации ГОСТ, СНиП.
8. Покажите технико-экономическую эффективность применения литых бетонных смесей с добавками в техническом и социальном аспектах.
Реконструкция линии и переход к вертикальным формам позволяет повысить уровень производства изделий. Прежде всего, замена форм способствует более рациональному использованию производственных площадей. Внедрение литьевой технологии позволяет не только упростить процесс уплотнения бетонной смеси, но и снизить затраты вяжущего на 100…125 кг, а также сократить цикл ТВО на 2…2,5 ч. При использовании вертикальных форм повышается качество поверхности изделия и следовательно, можно отказаться от поста дополнительной отделки.
Кроме того, литьевой способ формования позволяет повысить уровень механизации и автоматизации. Т.о. сокращается доля ручного труда и трудоемкость производства, а оборачиваемость форм увеличивается.
Изменения в технологии имеют не только положительный социальный эффект, но и технико-экономический, поскольку помогают снизить затраты на обслуживание устаревшего оборудования и увеличить производительность линии.
Экзаменационный билет № 7
Разработать технологическую линию по производству многопустотных панелей перекрытия зданий из предварительно-напряжённого бетона. 1. Перечислить способы натяжения арматуры 2. Указать возможные способы изготовления пустотных настилов 3. Выбрать вид бетонной смеси с учётом особенностей способа изготовления 4. Объяснить процесс пустотообразования в настилах 5. Объяснить особенности ТВО изделий из жёстких бетонных смесей при формовании их с немедленной распалубкой 6. Назвать способы передачи усилий обжатия на бетон 7. Указать эффективность применения предварительного натяжения арматуры по сравнению с обычным армированием
Технологические линии для производства многопустотных панелей перекрытия можно организовать следующими способами:
1) конвейерный способ. Данный способ позволит производить изделия в большом количестве (высокая производительность) но с ограниченным типоразмером изделий.
2) поточно-агрегатный способ. Данный способ позволяет обеспечить также широкую номенклатуру изделий, но при этом снижается производительность линий.
3) стендовый способ. По данному способу изделия производятся на длинном стенде по резательной технологии.
1. Перечислить способы натяжения арматуры.
Для натяж. А испол. след. способы: 1. механическое натяж. Механи-ческое натяж. может осуществляться для бетонирования на упоры и после бетонирования на затвердевший б. с. помощью гидравлических домкратов или грузовых устройств. При использовании гидравлического домкрата также необходимо иметь насосную станцию. Натяжение происходит путем вытяжки А. После вытяжки А фиксируется при помощи предварительных упоров на форме. Натяжение А производится в три этапа: 1) подъем усилия до 40-50%; 2) подъем усилия до 110%; 3) снижение усилия до 100%. Мех. натяж. наиб. часто применяют для большепролетных конст-ций, для стержн. А диам. > 22 мм, а также для натяжения проволочной и канатной А. 2. электротермическое натяж. Данный способ заключается в нагреве напрягаемой А электроэнергией до опред. деформации расширения на специальных стендах с последующей ее укладкой в упоры формы. Напряжение в арматуре создается при охлаждении за счет линейных размеров до определенного значения, которое контролируется упорами. При таком способе необходимо иметь мощный трансформатор. При данном способе исключено натяжение пакета проволок высокопрочной термически упрочненной А. Широко прим. для стержневой А диам. 10 – 20 мм. 3. электротермомеханическое натяж. Обычно прим-ся при спиральном армировании методом навивки проволоки с одновременным мех. натяж. и электроразогревом. 4. химическое натяж. Достигается в рез-те прим-я напрягающего цем-та. Особенность напрягающего ц-та – его способность расширяться после схватывания, в рез-те этого расширения происходит натяж-е А.
2. Указать возможные способы изготовления пустотных настилов.
Пустотные настилы можно производить по следующим технологиям.
а) конвейерная технология. По данной технологии изделия производятся в формах, при этом применяется жесткая бетонная смесь. Натяжение арматуры, производится как механически, так и электротермически. При данном способе существует конвейер, по длине которого расположены посты (чистка, смазка, установка арматуры, натяжение арматуры, формовка, распалубка).
б) поточно-агрегатная технология. По данному способу изделие производится на двух-трех постах. Перемещение изделий и форм осуществляется при помощи мостовых кранов. Натяжение арматуры производится механическим либо электротермическим способами. Изделия формуются из жестких бетонных смесей, обеспечивающих частичную распалубку.
в) стендовый способ производства. По данному способу изделия могут производиться на длинных стендах в формах, (стационарных) стоящих на одной прямой или по резательной технологии, когда изготавливается пустотный настил длиной около 100 м. При таком способе натяжение арматуры осуществляется механическим способом. Формование изделий производится при помощи специального бетоноукладчика оснащенного пустотообразователями и уплотняющими устройствами, типа виброрейки.
Так по любому из этих способов можно изготовлять изделия с применением пустотообразователей, вынимаемых сразу после бетонирования или когда пустотообразователи или вынимаются или не вынимаются после ТВО.
3. Выбрать вид бетонной смеси с учетом особенностей способов изготовления.
При производстве пустотных настилов наиболее целесообразно применять жесткие бетонные смеси. Это объясняется тем, что при формовании данных изделий применяются внутренние сердечники, которые после формования изделия извлекаются. По данным справочников рекомендуется применять жесткие бетонные смеси с жесткостью 5…10 секунд.
Также применение жестких бетонных смесей позволяет снизить металлоемкость производства, за счет применения сменной бортоснастки, которая устанавливается во время формования и снимается после формования. Формование изделий из жестких бетонных смесей по методу внутреннего сердечника (группы сердечников) под пригрузом на вибростоле. Частота вибровалов сердечника 50-70 Гц, КПД вибросердечников самое высокое из всех агрегатов уплотнения. Жесткие бетонные смеси позволяют после формования изделия извлекать пустотообразователи без нарушения целостности пустотного настила.
4. Объяснить процесс пустотообразования в настилах.
Пустоты образуются при помощи внутренних вибросердечников при формовании изделий на конвейерной и поточно-агрегатной технологии, при использовании жестких бетонных смесей. При формовании пустотных изделий вибросердечники устанавливают на общую перемещаемую раму. При формовании после укладки нижнего слоя бетонной смеси на форму устанавливают группу вибросердечников. Производят окончательное распределение бетонной смеси и последующее уплотнение под пригрузом. После формования (снятия нагрузки) бетонная смесь имеет начальную прочность, которая позволяет извлечь пустотообразователи. При формовании пустотных настилов на стендовых линиях пустотообразователи устанавливаются на бетоноукладчик. При данной технологии также используются жесткие бетонные смеси.
5. Объяснить особенности ТВО изделий из жестких бетонных смесей при формовании их с немедленной распалубкой.
ТВО изделий из жестких бетонных смесей должна быть следующей. Предварительная выдержка изделий не менее 2 часов. Медленный подъем температуры. Изотермическая выдержка при невысоких температурах. Быстрое охлаждение за 1,5 …2 часа. Длительная выдержка изделий перед ТВО объясняется тем, что бетону необходимо набрать прочность, для того чтобы снизить вероятность трещинообразования (5 ч). Медленный подъем объясняется тем, что необходимо снизить разность температур формы и бетона. Если подъем будет осуществляться достаточно быстро, то возможно образование трещин и падение напряжения. Длительная изотермическая выдержка при нужной температуре не более 800С объясняется тем, чтобы уменьшить перепад температур между цехом и изделием. Также для уменьшения вероятности образования трещин в бетоне необходимо обеспечить минимальный эксцентриситет или ноль градусов с тем, чтобы не было изгиба формы.
6. Назвать способы передачи усилия обжатия на бетон.
В зависимости от принятой технологии могут применяться следующие способы:
1) плавный способ, скорость передачи напряжения на бетон не более 5 МПа/сек. Плавный отпуск используется при отпуске одновременно всех элементов с помощью домкратов, специальных устройств (клиновая, песочная муфта), а также с использованием предварительного нагрева и последующей обрезкой арматуры.
2) неплавный. Применяется при поочередной обрезке отдельных элементов или группы элементов. Обрезка осуществляется газопламенными горелками, электродуговой сваркой, дисковыми пилами. Скорость передачи 5…20 МПа/сек. Для производства пустотных настилов по конвейерной технологии предпочтительнее дисковые пилы. Для стендовой технологии алмазные пилы, также может использоваться газовая горелка, электродуговая сварка. Выбор способа передачи напряжения зависит от вида, марки применяемой стали.
Передача предварительного напряжения арматуры на бетон (обжатие бетона) может осуществляться 3 способами.
Основой первого способа является наличие достаточных поверхностных сил трения и сцепления бетона с арматурой. Напряжения, возникающие в арматуре при натяжении на упоры сохраняются после ее отпуска с упоров вследствие сцепления бетона и арматуры гладкого профиля Ø не более 3 мм. При этом применяется бетон марок М400, М500. Сцепление и трение между бетоном и арматурой по всей ее длине (при Ø более 3 мм) повышают путем дополнительной обработки арматуры: образованием вмятин на поверхности, свивкой прядей из двух – трех проволок или применятся арматура периодического профиля.
Второй способ, предусматривающий сцепление бетона с арматурой, а также наличие дополнительных анкерных устройств на концах арматурных элементов, применяется при стендовом изготовлении конструкций с мощными арматурными пучками. Анкеры в виде бетонных колодок или каркасно-стержневые устанавливают на концах арматурных элементов при их изготовлении и после бетонирования остаются внутри конструкции. Анкер может передать на бетон до 50 % расчетного напряжения в пучке.
Третий способ заключается в передаче усилий натяжения арматуры на бетон через анкерные устройства на концах арматурного элемента без учета сцепления бетона с арматурой и применяется при натяжении арматуры на отвердевший бетон конструкций. Напрягаемая арматура может быть в виде отдельных стержней, пучков, прядей, а также проволоки, спирально навиваемой на сердечники труб, резервуаров.
7. Указать эффективность применения предварительного натяжения арматуры по сравнению с обычным армированием.
Предварительное напряжение арматуры способствует снижению металлоемкости изделия. Данный факт обеспечивается за счет уменьшения количества несущей арматуры работающей на растяжение. За счет снижения количества арматуры снижается стоимость материала. Также предварительное натяжение позволяет облегчить конструкцию, за счет более полного использования бетонного сечения. Кроме этого предварительное напряжение позволяет отказаться от более дорогостоящей арматуры (высокопрочной арматуры).
Экзаменационный билет № 8
Разработать технологическую линию по производству периклазоуглеродистых изделий 1. Какая существует классификация углеродсодержащих огнеупоров? 2. Как влияет графит на свойства оксидных огнеупоров? 3. Указать требования к сырьевым материалам 4. С какой целью и какие добавки применяют при производстве периклазоуглеродистых изделий? 5. Как влияет количество фракций и их размер на свойства изделий? 6. Выбрать и обосновать технологическую схему производства периклазоуглеродистых изделий 7. Каковы особенности смешения масс? 8. Для каких целей применяются периклазоуглеродистые огнеупоры? 9. Показать технико-экономическую эффективность производства и применения периклазоуглеродистых огнеупоров.
1. Какая существует классификация углеродсодержащих огнеупоров?
Общим признаком изделий данной группы является содержание в их углеродной основе углерода в том или ином виде. В соответствии с предложенной классификацией в зависимости от природы и свойств углеродсодержащего компонента и ею отношения к кислороду углеродсодержашие огнеупоры подразделяют на: 1. собственно углеродистые (коксовые), практически полностью горючие, содержа-щие углерод в форме кокса; 2. углеродосодержащие (оксидноуглеродистые, шамотнографито-вые),полугорючие; 3. карбидкремниевые и карбидкремнийсодержащие, негорючие, со¬держащие угле-род в связанном виде.
2. Как влияет графит на свойства оксидных огнеупоров?
Для повышения свойств в оксидные огнеупоры вводят графит, что снижает т.к.л.р. и повышает теп-лопроводность, а, следовательно, и стойкость к термическим ударам. Однако огнеупор, содержащий графит, имеет один существенный недостаток, связанный с выгоранием углерода. Углерод предотвращает проникновение шлака в огнеупоры, что связывают с низкой его смачиваемостью шлаком и способностью восстанавливать оксиды железа в шлаке, повышая при этом вязкость и температуру плавления шлака Оксиды железа в шлаке восстанавливаются углеродом до металла, что приводит к росту эвтектической температуры шлака на поверхности огнеупора с 1333 до 1600°С и тем самым защищается горячая поверхность огнеупора от преждевременного разрушения вследствие формирования вязкого шлакового покрытия. Установлено, что угол смачивания шлаком оксида магния увеличивается при частичном восстановлении углеродом Fe2O3 до FеО. Газообразные продукты окисления углерода (СО и С02) заполняют поры и создают противодавление, препятствуя проникновению шлака. В периклазоуг-леродистых огнеупорах восстановление оксида магния дополнительно увеличивает давление газа в по-рах изделия. У шамотографитовых огнеупоров увеличивается огнеупорность с 1710 до 1900°С. С ростом содержания графита повышается шлакоустойчивость огнеупоров. Вместе с тем установлено образование на границе между слоем шлака и неизмененными участками периклазоуглеродистого кирпича плотного слоя вторичного периклаза, который является продуктом окисления восстановленного металлического магния за счет реакции взаимодействия углерода с оксидом магния. Указанный слой предотвращает прямой контакт шлака с огнеупорами, в частности с углеродом, являясь эффективным средст-вом повышения шлакоустойчивости периклазоуглеродистых огнеупоров.
3. Указать требования к сырьевым материалам
Для производства периклазоуглеродистьгх огнеупоров применяют плотноспеченные и плавленые периклазовые порошки с массовой долей МgО 96-99%, крупнокристаллический графит с массовой долей до 90-98%, а также специальные добавки, формирующие структуру изделия (связки, антиокислительные добавки и др.) Периклазовые порошки, кроме хим. состава, должны иметь максимально возможную плотность и высокое соотношение СаО/SiO2. Предприятия-изготовители применяют плотные порошки. В производстве углеродсодержащих материалов чаще всего находят применение такие связки, которые при термообработке образуют прочный коксовый остаток: каменноугольная смола, пек, термореактивные фенолформальдегидные смолы, сланцевые смолы, а также материалы на их основе. Применяют также и неорганические связующие. Вторая роль связующего заключается в придании формуемой массе необходимых пластических свойств. Эти две функции связующего не зависят друг от друга, но обязательны для любого вида. Углеродосодержащие огнеупоры по сравнению с углеродистыми благодаря защитному действию входящей в состав огнеупор. мин. составляющей (глины, шамота, периклаза, карбида и т.д.) обладают больш. стойкостью к окислению. Поэтому области применения их значительно шире, чем углеродистых. В кач-ве углеродистой составляющей при произ-ве этих огнеупоров применяют графит. При высоких тем-рах графит взаимодействует с минер. составляющей (корундом, кварцем и др. оксидами) с образованием карбидов и оксикарбидов металлов. Введение графита в основные огнеупоры повышает, прежде всего, их коррозион. и термич. стойкость.
4. С какой целью и какие добавки применяют при производстве периклазоуглеродистых изделий?
Известному преимуществу введения углерода в огнеупорные изделия и неформованные массы противостоит его легкая окисляемость (низкая устойчивость к окислению). Для защиты углерода от окисления в состав огнеупора вводят антиоксиданты в виде дисперсного порошка с размером зерен не крупнее 100 мкм, количество которого оптимизируют для каждого вида изделий и, как правило, их содержание не превышает 5%. Несмотря на ограниченную долю в шихте, антиоксидантные добавки оказывают существенное влияние на различные свойства: окислительные, термомеханические, коррозионные, фазовый состав огнеупора и др. В кач-ве антиоксидантов используют металлы, карбиды, бориды, сатициды и др. Оценку антиокислителъных свойств определяют по толщине обезуглероженного слоя после окислительного обжига или по потере массы вследствие выгорания углерода и увеличения массы за счет окисления ангиоксидантов.
5. Как влияет количество фракций и их размер на свойства изделий?
Периклазовые порошки перед поступлением в технологический процесс, классифицируют на от-дельные фракции. Кол-во фракций и их размеры определяются возможностями предприятий-изготовителей. Для производства изделий верхний предел размера зерна устанавливают <3 мм, при изготовлении большемерных бетонных блоков он достигает 15-20 мм. Кол-во фракций периклазового порошка принимают не более трех: 3-1, 1-0,5 и менее 0,5 мм или 3-1, 1-0 мм. Чем меньше кол-во фракций, тем сложнее получить стабильные по свойствам изделия, тем больше вероятность колебания в размерах изделий при прессовании. По этой причине большинство зарубежных фирм предпочитают работать на шихтах, состоящих из трех и более фракций периклаза. Тонкомолотую фракцию периклазового порошка размером < 0,063 мм получают помолом в трубной или вибрационной мельнице части избыточной фракции периклаза. Эту фракцию пневмотранспортом подают в бункер перед дозаторами.
6. Выбрать и обосновать технологическую схему производства периклазоуглеродистых изделий
Исходными материалами для производства ПУИ служат: кислотноспеченныйи электроспеченный периклаз различных фракций с содержанием MgO≥95%; графит чешуйчатый Тайгинского или Завальевского месторождений; порошок СФП (связующее фенольное порошкообразное); этиленгликоль и антиоксиданты. Приготовление массы производят в смесителях. Первоначально в смеситель подают зернистые порошки электроплавленного периклаза фр. 5-3,3-1 и 1-0,5 мм и графит, который перемешивают в течение 3 мин, а затем заливают расчетное кол-во этиленгликоля и смесь перемешивают в теч. 5 мин. После тщательного смешения в смеситель попадают тонкомолотые составляющие – фенольное связующее (СФП) и периклаз трубного помола, и масса обрабатывается еще в теч. 10-15 мин. Общее время смешения массы одного замеса составляет 20-25 мин. Затем массу перед прессованием выдерживают в закрытой таре до 2 ч. В процессе вылеживания происходит растворение СФП в этиленгликоле, что заметно улучшает прессуемость массы и способствует повышению прочности сформованного изделия. Прессование изд. осущ-ют на гидравлических прессах под давление не ниже 100 МПа. Критерием кач-ва спрессованного изд-я служит плотность спрессованного сырца, которая д. б. не менее 2,8 г/см3. Сушку(термообработку) сырца производят в туннельных сушилках горячим воздухом, отбираемым из зоны охлаждения туннельных печей. Тем-ра на входе в сушилку выше 1500С. После термообработки изд-я имеют предел прочности при сж. 38-45МПа, кажущуюся плотность 2,83-2,93 г/см3, теплопроводность 14-20 Вт/(м∙К). В процессе термообработки этиленгликоль постепенно удаляется (испаряется), а синтетич. Смола полимеризуется, обеспечивая высокую мех. прочность изд-ям.
7. Каковы особенности смешения масс?
Процесс смешения в технологии ПУО явл-ся ключевой технологич. Операцией, определяющей в конечном итоге сроки эксплуатации изд-й. Длительное перемешивание в производстве углеродных масс является обязательной для лучшего распределения вводимых добавок и углерода. Используемые ранее смесители (бегуны и центробежные) не удовлетворяют требованиям технологии качественных огнеупоров. Разная плотность материалов – графита и огнеупорных порошков – вызывает «всплывание» графита и дополнительное измельчение графитовых чешуек. Поэтому, в последние годы наметилась тенденция применять планетарный смесительный механизм с вращающимися 1-2 мешалками с неподвижными или вращающимися скребками, расположенными по внутренней стороне стенки смесителя, с катками с различной массой и регулируемой высотой расположения.
8. Для каких целей применяются периклазоуглеродистые огнеупоры?
Наиб. объем ПУИ, в том числе с применением плавленого периклаза, производит к-т «Магнезит». Ассортимент данной продукции на этом предприятии включает изд-я для сталеплавильных конверторов, сталеразливочных ковшей, электросталеплавильных печей и др. металлургич. агрегатов, имеющ. высокие качеств. показатели. К числу новых видов продукции к-та «Магнезит» относятся безобжиговые ПУИ – для выпускных отверстий сталеплавильных конверторов. Специалисты комбината разработали 4 типа ПУИ (ПУ-1-4) – полный комплект футеровки сталеразливочного ковша и ковша печи.
9. Показать технико-экономическую эффективность производства и применения периклазоуглеро-дистых огнеупоров
Преимущества ПУО заключ. в след.: высокая теплопроводность, превышающая теплопроводность алюмосиликатных огнеупоров; несмачиваемось расплавл. металлов и шлака; объемопостоянство в ши-ровом интервале тем-р; отсутствие точки размягчения при нагреве (не жидкой фазы). необходимость повышать экономичность и надежность работы электропечей заставила огнеупорную промышленность разрабатывать более стойкие огнеупоры для стен, продувочных устройств и др. эл-тов футеровки. Ком-бинация периклаза с углеродом явилась наиб. предпочтительными в сравнении с др. мат-ми. Н-р, смесь из графита, плавленого периклаза и антиокислителя на смоляной связке, используемая для изготовления продувочной пробки, обеспечивает стойкость в 300 плавок. Подобные изд-я имеют тем-ру в интервале 2200-25000С, что дает возможность осуществить технологию плавки на «слив», расширить ассортимент продукции, значительно снизить затраты Эл. Энергии и себестоимость производства.
Экзаменационный билет № 9
Организовать производство предварительно-напряжённых железобетонных шпал. 1. Перечислить способы натяжения арматуры и выбрать способ производства железобетонных шпал 2. Назвать способы передачи усилия обжатия на бетон З. Каковы особенности заготовки и натяжения арматуры при производстве шпал? 4. Перечислить параметры и приборы для контроля усилия натяжения арматуры 5. Выбрать исходные материалы и указать требования к ним 6. Указать способы повышения стойкости железобетонных шпал 7. Выбрать основное механическое оборудование для производства предварительно-напряжённых железобетонных шпал 8. Какова технико-экономическая эффективность применения предварительно-напряжённых железобетонных шпал?
1. Перечислить способы натяжения арматуры и выбрать способы производства ж/б шпал.
Способ натяжения арматуры определяет технологию напряженного армирования. Применяют четыре способа натяжения арматуры: 1) механический, 2) электротермический, 3) электротермомеханический, 4) химический.
Механическое натяжение арматуры осуществляется натяжными машинами и гидродомкратами, а также различными винтовыми и рычажными устройствами.
Электротермомеханическое натяжение арматуры применяется при непрерывном армировании намоточными машинами. Сущность способа заключается в том, что проволока, натягиваемая грузом или тормозным устройством, на 30…50% заданного напряжения одновременно в процессе намотки нагревается электрическим током. Проволока, намотанная в горячем состоянии на штыри или упоры стендов с неполным натяжением, при остывании напрягается до заданного значения.
Электротермическое натяжение арматуры основано на использовании линейного расширения арматуры при ее нагреве электр. током. Концы удлиняющейся арматуры закрепляют в захватах (при натяжении на упоры) или анкерами (при натяжении на бетон), препятствующими сжатию арматуры при охлаждении, поэтому в ней возникают растягивающие напряжения.
Другой разновидностью электротермического натяжения является способ, основанный на предварительной обмазке арматуры слоем эпоксидной термореактивной смолы, способной при нагревании полимеризоваться переходя в твердое состояние.
После бетонирования и твердения бетона арматуру нагревают электрическим током до t = 3000С, при которой она удлиняется; одновременно полимеризуется и твердеет смола, обеспечивая прочное сцепление бетона с арматурой и закрепляя арматуру в натянутом состоянии.
Химическое натяжение арматуры осуществляется при использовании расширяющегося цемента, получаемого совместным помолом портландцементного клинкера (65%) и напрягающего компонента, в состав которого входит глиноземистый шлак (20%), гипс (10%) и известь (5%). При расширении бетона в процессе твердения происходит удлинение связанной с ним арматуры.
Производство предварительно преднапряженных ж/б шпал производим с применением механического способа натяжения арматуры.
2. Назвать способы передачи усилия обжатия на бетон.
Передача предварительного напряжения арматуры на бетон (обжатие бетона) может осуществляться 3 способами.
Основой первого способа является наличие достаточных поверхностных сил трения и сцепления бетона с арматурой. Напряжения, возникающие в арматуре при натяжении на упоры сохраняются после ее отпуска с упоров вследствие сцепления бетона и арматуры гладкого профиля Ø не более 3 мм. При этом применяется бетон марок М400, М500. Сцепление и трение между бетоном и арматурой по всей ее длине (при Ø более 3 мм) повышают путем дополнительной обработки арматуры: образованием вмятин на поверхности, свивкой прядей из двух – трех проволок или применятся арматура периодического профиля.
Второй способ, предусматривающий сцепление бетона с арматурой, а также наличие дополнительных анкерных устройств на концах арматурных элементов, применяется при стендовом изготовлении конструкций с мощными арматурными пучками. Анкеры в виде бетонных колодок или каркасно-стержневые устанавливают на концах арматурных элементов при их изготовлении и после бетонирования остаются внутри конструкции. Анкер может передать на бетон до 50 % расчетного напряжения в пучке.
Третий способ заключается в передаче усилий натяжения арматуры на бетон через анкерные устройства на концах арматурного элемента без учета сцепления бетона с арматурой и применяется при натяжении арматуры на отвердевший бетон конструкций. Напрягаемая арматура может быть в виде отдельных стержней, пучков, прядей, а также проволоки, спирально навиваемой на сердечники труб, резервуаров.
3. Каковы особенности заготовки и натяжения арматуры при производстве шпал.
Заготовка А включает: складирование А, подготовку, изготовление арматур-х изделий и их доставка к месту формования ЖБК. Складир-ся А по классам, проволочная А в бухтах, стержневая – в пучках. Обязательно в крытых помещениях во избежание контакта с атмосферной или грунтовой влагой. Подготовка А включает ее очистку, правку и резку на эл-ты опред. длины. Эти операции произ-ся на правильно-отрезных станках. Эл-ты могут свариваться или связываться проволокой. При установке А в форму обеспечив-ся зазор между А и формующей поверхностью, который в дальнейшем сформирует защитный слой б., защищающий А от коррозии. Также см. пункт 7.
4. Перечислить параметры и приборы для контроля усилия натяжения арматуры.
Контроль усилия натяжения должен соответствовать и выполняться по показаниям оттарированных манометров гидравлических домкратов и одновременно по удлинению арматуры. Результаты измерений усилия натяжения по показателям манометров и по удлинению арматуры не должны отличаться более чем на 10%.
При использовании гидравлических домкратов для натяжения арматуры цена деления шкалы манометра на должна превышать 0,05 измеряемого давления. Максимальное давление, на которое рассчитан манометр, не должно превышать измеряемого давления более чем в 2 раза.
При изготовлении преднапряженных ЖБК в силовых формах или на стендах (ж/б шпалы) с отгибами напрягаемой арматуры, отгиб арматуры рекомендуется фиксировать путем установки на бортах форм устройств, состоящих из отрезков стальной трубы и штырей эксцентриков, число которых соответствует числу перегибов, умноженное на число отгибаемых арматурных элементов (прядей). Отгибающие устройства принимают балочного или консольного типа.
Гидравлические домкраты для натяжения арматуры до применения должны быть оттарированы. Тарирование должно повторяться не реже одного раза в три месяца, или после каждого ремонта.
Контроль натяжения производится по ГОСТ 22362 «Методы измерения силы натяжения арматуры».
При механическом натяжении контроль осуществляется не только по показателям манометра гидродомкрата, но и по показателям динамометра другого механизма. Динамометр включается в силовую сеть напрягаемого элемента и показывает усилие натяжения.
При групповом механическом натяжении по показанию манометра контролируется общее усилие натяжения.
5. Выбрать исходные материалы и указать требования к ним.
Для приготовления бетонной смеси для производства шпал используют материалы:
Портландцемент алитовый низкоалюминатный (ГОСТ 10178) ПЦ 500-ДО. Допускается применять ПЦ 550-ДО, ПЦ 400-ДО по соглашению сторон.
Песок природный фракционированный и природный обогащенный дроблением (ГОСТ 8736) фракционированный 0,14…5 мм.
Щебень из природного камня фракции 5…20 мм (ГОСТ 8267).
Вода (ГОСТ 23732) Рн должен быть не менее 4 и не более 12,5.
Суперпластификатор С-3 (ТУ 6-14-625) или ЛСТ(лигносульфонаты технич.) (ТУ 54-028-002795).
6. Указать способы повышения стойкости ж/б шпал.
Повышение стойкости ж/б шпал может достигаться различными способами. Можно внедрить в производство применение воздухововлекающих добавок и гидрофобных ПАВ для уменьшения водопоглащения бетона, что в свою очередь приведет к уменьшению процессов коррозии бетона.
Можно изменить состав бетона: например заменить вяжущий компонент смеси – допустимо введение ШПЦ, Также имеет место повысить стойкость ж/б шпал обработкой их полимерами и гидрофобными составами.
7. Выбрать основное механическое оборудование для производства преднапряж. ж/б шпал.
Широкое распространение получили шпалы брусковые ж/б предварительно-напряженные. Шпалы армируются проволокой диаметром 3..5 мм. На большинстве заводов применяется агрегатный способ организации производства шпал в десятиместных формах (5 шпал по длине в 2 нитки).
Силовая форма состоит из продольной балки, боковых распорных стенок и поперечных ребер жесткости. Неподвижный захват арматурного пакета установлен на упорных выступах, а подвижный захват – на консолях формы, снабженных распорными винтами с гайками, которые фиксируют напряжение арматурного пакета.
В арматурный участок входят посты перемотки бухт, заготовки струнопакетов, катушкодержателя и натяжной станции. Для армирования используем высокопрочную холоднотянутую низкоуглеродистую проволоку периодического профиля Ø 3 мм. Пост перемотки проволоки из бухт на катушки состоит из двух бухтодержателей, устройств для очистки проволоки, тормозного устройства и намоточного станка.
Для образования арматурного пакета проволоки от 44 катушек пропускают через тормозные ролики и опорные рамки на полную длину; концы проволок зажимают в обоймах волновыми плашками на специальных прессах с усилием 300 кН. Сжатые волновые зажимы фиксируются в обоймах стопорными болтами. Затем обойма перемещается по направляющим конвейера на длину струнопакета, для отрезания проволок дисковой пилой.
Готовый струнопакет траверсой устанавливают на рольганг для транспортирования к посту натяжения струнопакетов и передачи напряжения на форму. Эти процессы осуществляются двумя этапами: на 1-ом этапе натяжение пакета производят примерно на 30% проектного, после в форму устанавливают разделительные диафрагмы и металлические фиксаторы арматуры, на 2-ом этапе под предохранительным ограждением струнопакет напрягают до усилия 380 кН и выдерживают 4 мин для релаксации внутренних напряжений, после чего усилия натяжения снижают до минимального нормативного (360 кН) и фиксируют винтами.
Форму со струнопакетами переносят краном на формовочный пост, где находится виброустройство, рольганг для форм и бетоноукладчик, оснащенный ленточным конвейером и разравнивающим устройством; здесь форма заполняется бетонной смесью и уплотняется.
Затем форму переносят на второй пост, где находятся аналогичное виброустройство и виброштамп, которым на подошве формуемой шпалы создается рельеф и шпала дополнительно уплотняется.
Далее по рольгангу форма подается на пост, где извлекаются диафрагма и пустотообразователи.
Затем краном форму переносят в пропарочную камеру, где изделие подвергают ТВО по режиму 3+4+2 ч при t = 850С и влажности 95 %.
По окончанию ТВО форма краном подается на гидравлический рычажной кантователь, который переворачивает на 1800 две плети шпал на пластинчатый конвейер, а форму возвращают в исходное положение; далее форму направляют на пост чистки и смазки.
Распалубленные плети шпал поступают на пост резки, где существуют 2 дисковые пилы. После резки шпалы подают к штабелировщику и укладывают в пакеты по 20 штук для 8-го выдерживания. Затем пакеты шпал грузят краном на самоходную тележку и отправляют на склад готовой продукции.
Технологический процесс осуществляют по замкнутой кольцевой схеме.
Процессы приготовления бетонной смеси, ТВО, контроля натяжения арматуры, перемещения форм по технологическим постам автоматизированы.
8. Какова технико-экономическая эффективность применения преднапряженных шпал.
Так как в шпалах применяют предварительное армирование, то уменьшается расход металла, а значит и уменьшаются расходы материальные и себестоимость изделия. В свою очередь понижается расход бетона, облегчается сама конструкция.
Экзаменационный билет № 10
На существующей конвейерной линии по производству наружных стеновых панелей организовать их отделку декоративным бетоном взамен керамической плитки. 1. Выбрать материалы для декорирования бетонов 2. Указать виды используемых пигментов и требования к ним З. Каковы особенности состава декоративных бетонов? 4. Обосновать использование химических добавок для улучшения структуры и свойств декоративных бетонов 5. Указать особенности приготовления, транспортирования и укладки декоративных бетонных смесей 6. Назвать мероприятия по повышению декоративной выразительности отделочного слоя 7. Назвать мероприятия по повышению долговечности отделочно-декоративного бетона 8. Сравнить технико-экономические показатели применения отделочного декоративного бетона и отделки панелей керамической плиткой
1. Выбрать материалы для декоративных бетонов.
Декоративный бетон готовят, используя белые и цветные цементы и специальные заполнители. Для получения цветных бетонов применяют белые, цветные и различные минеральные и органические пигменты. Для приготовления бетонной смеси для декоративных бетонов используют воду определенного состава и тщательно отдозированнную. Для сокращения расхода воды и цемента используют добавки пластификаторы и суперпластификаторы и комплексные добавки на их основе, а также добавки гидрофобизаторы и др. В цветных бетонах используют чистые кварцевые пески, известняк и доломит, щебень из мрамора, отходы камнедробления, дробленые пески, высевки гранита, туфа.
2. Указать виды используемых пигментов и требования к ним.
Применяют белые, цветные и минеральные или органические пигменты. Для осветления белого цемента (при необходимости получить особо белые цементы) в него вводят двуоксид титана (1..2% от массы титана). Пигменты должны обладать высокими свето-, атмосферо- и щелочестойкостью. Наиболее часто используют минеральные пигменты, которые в большинстве своем являются оксидами или солями различных металлов (1..5% от массы цемента в зависимости от их свойств). Пигменты позволяют получить широкую гамму цветов: от красного (оксид железа) и зеленого (оксид хрома) до фиолетового (оксид марганца) и черного (перекись марганца). К белым пигментам относят мел и известняк, к черным – сажа, к желтым – охра, представляющая собой смесь белой глины (каолина) с оксидом железа. Применяя смешанные пигменты можно получить бетоны различной расцветки. Сейчас появились различные органические пигменты и красители (анилиновые и др.), которые дают интенсивное окрашивание бетона при введении их в количестве всего 0,1..0,2% от массы цемента и отличаются высокой свето – и щелочестойкостью.
3. Каковы особенности состава декоративных бетонов.
Для получения достаточной плотности и хорошей цветной выразительности поверхности бетона по сравнению с обычным бетоном несколько повышают расход цемента. При крупности заполнителя до 10мм расход цемента составляет 450..500кг/м3. В качестве цветных бетонов широко используют мелкозернистые бетоны. Оптимальными с точки зрения получения хороших декоративных качеств являются составы 1:2…1:3 при В/Ц ист., соответствующие нормальной густоте цементного теста. Расход воды в цветных бетонах определяют предварительными испытаниями и затем постоянно контролируют, т.к. небольшое отклонение в расходе воды влечет за собой заметное изменение цвета бетона. Для формования изделий из цветных бетонов используют пластичные достаточно жирные бетонные смеси, которые хорошо формуются и менее подвержены расслоению. В цветных бетонах применяют чистые кварцевые пески, желательно светлых оттенков, без примеси частиц из оксида железа, которые окрашивают бетоны в серый цвет. Крупный заполнитель – известняк и доломит, а также отходы камнедробления, дробленые пески и щебень из мрамора, высевки гранита и туфа – обычно не придают особого цвета бетону. На цвет бетона влияют мелкие частицы заполнителя, размером менее 0,3мм. Чтобы уменьшить расслоение цветного бетона и добиться равномерности окраски, используют воздухововлекающие добавки, а также вводят в небольших количествах тонкие фракции некоторых материалов – жирной извести, тонкомолотого известняка.
4. Обосновать использование химические добавок для улучшения структуры и свойств декорат. бетонов
Для расхода воды и цемента и повышения долговечности изделий используют пластификаторы и суперпластификаторы, а также комплексные добавки на их основе. Для повышения долговечности материала и борьбы с высолами, которые могут появиться на поверхности цветных бетонов в период их эксплуатации в результате сложных физико-химических процессов и воздействия попеременного увлажнения и высыхания, применяют гидрофобизаторы, тонкомолотые добавки, способствующие связывания гидрата оксида кальция, выделяющегося при твердении цемента, или пропитывают цветные бетоны полимерами. Для получения равномерной окраски бетона используют специальные добавки выравниватели (ОП-7).
Хорошие результаты получают, применяя заранее приготовленные в смесителях цветные смеси, в которые входят пигменты, часть воды затворения и добавки. Для приготовления таких смесей используют роторно-пульсационные аппараты, в которых смесь подвергают динамическому воздействию, способствующему получению диспергированных частиц и высокой гомогенизации смеси. При необходимости бетонирования тонких конструкций значительных размеров с целью предотвращения образования усадочных трещин в бетон вводят специальные комплексные добавки, обеспечивающие получение малоусадочных бетонов.
5. Указать особенности приготовления, транспортирования и укладки бетонной смеси.
Бетонную смесь предохраняют от загрязнения при приготовлении, транспортировании и укладке в формы. Продолжительность перемешивания смесей для цветных бетонов больше, чем для обычных. Формы для изготовления изделий из цветных бетонов должны быть химически нейтральными, жесткими, чистыми и водонепроницаемыми. Чаще всего применяют стальные формы или пластиковые, позволяющие получать изделия с высокой сложностью рельефа. При формовании изделий используется глубинное вибрирование, обеспечивающее хорошее заполнение форм даже сложной конфигурации и получение гладких лицевых поверхностей, т.к. при глубинном вибрировании уменьшается воздухововлечение в бетонную смесь на границе бетона и формы.
Для изготовления изделий используют также ударное формование и низкочастотную вибрацию. В ряде случаев в формы устанавливают специальные вкладыши из нержавеющей стали, полимерных материалов, обеспечивающих получение рельефа и высокое качество лицевой поверхности изделия. При бетонировании изделия из цветных бетонов применяют специальные смазки, например, на основе парафина или воска, которые не загрязняют лицевую поверхность бетона. При тепловой обработке может происходить изменение цвета пигментов, что следует учитывать при подборе состава краски. При хранении на складе и транспортировании готовых изделий следует защищать их поверхность от загрязнений и механических повреждений во избежание ее повреждения. Иногда изделия из цветных бетонов покрывают пленкой или используют при перевозке специальные контейнеры и способы крепления, гарантирующие сохранность лицевых поверхностей изделий. При армировании изделий из цветных бетонов арматура должна устанавливаться на глубине более 2см от поверхности бетона, чтобы в период эксплуатации избежать появления ржавчин вследствие коррозии арматуры.
6. Назвать мероприятия по повышению декоративной выразительности отделочного слоя.
Для повышения художественной выразительности декоративных бетонов применяют специальные приемы, позволяющие обнажить заполнитель и выявить структуру бетона. В этом случае декоративный бетон может имитировать породы отделочных камней или иметь оригинальную декоративную фактуру. Для получения бетона в этом случае помимо белого цемента, пигментов и добавок используют мелкий и крупный заполнитель, который обеспечивает получение необходимой структуры материала. В качестве заполнителя могут использоваться: дробленый мрамор, гранит, базальт, слюды, дробленое цветное стекло и др. подобные материалы.
Для выявления структуры бетона его поверхность подвергают специальной обработке – шлифовке и полировке. Поверхность бетона обрабатывают бучардой или пневмомолотом с помощью пескоструйного аппарата; для обнажения заполнителей используют специальные замедлители твердения. При шлифовке для бетонов применяют обычно легкополирующиеся заполнители (мрамор). При обработке бучардой снимается слой бетона толщиной 0,5..1см, в этом случае увеличивается защитный слой бетона над арматурой.
Широко применяют изделия со вскрытой структурой заполнителя, например гранитного щебня, мрамора, базальта, слюды, которую получают, нанося на поверхность бетона или формы специальные составы (из декстрина, буры), проникающие в поверхностные слои бетона и замедляющие твердение цементного камня. В результате поверхностный слой цементного камня является очень слабым и легко удаляется с помощью воздействия водяной струи под высоким давлением, обработки жесткими щетками или пескоструйной обработки, а готовая поверхность материала имитирует различные породы отделочных камней в соответствии с используемым заполнителем.
7. Назвать мероприятия по повышению долговечности отделочно-декоративного бетона.
Изделия из декоративного бетона должны сохранять свои свойства в течение длительного времени. Для этого могут применяться специальные способы консервации поверхности. Например, флюатирование, гидрофобизация, пропитка полимером, обработка поверхности специальными составами, проникающими внутрь бетона и кольматирующими его поры и капилляры. Такая обработка повышает стойкость бетона и обеспечивает сохранение внешнего вида его поверхности в течение длительного времени без специального ухода.
8. Сравнить технико-экономические показатели применения декоративного отделочного бетона и отделки панелей керамической плиткой.
За счет применения декоративного отделочного бетона снижается себестоимость изделия по сравнению с панелями отделанными керамической плиткой, уменьшаются затраты труда, т.к. требуется меньше отделочных и отмывочных операций, не требуется дополнительного склада для хранения керамической плитки.
Экзаменационный билет № 11
Осуществить реконструкцию технологической линии по изготовлению железобетонных изделий по кассетной технологии с переводом её на изготовление изделий из бетона с использованием золы ТЭС 1. Объяснить особенности производства изделий по кассетной технологии 2. Выбрать целесообразную номенклатуру изделий, изготавливаемых по кассетной технологии З. Указать требования по оценке качества золы ТЭС 4. Показать эффективность применения химических добавок в бетонах с использованием золы ТЭС при изготовлении изделий указанным способом 5. Указать необходимое технологическое оборудование для приготовления бетонных смесей б. Указать влияние золы ТЭС на минеральный состав продуктов гидратации 7. Показать технико-экоI-1 омическую эффективность от реконструкции предприятия на изготовление изделий из бетона с использованием золы ТЭС
Реконструкция данной технологической линии заключается в том, чтобы установить дополнительные расходные бункера и дозаторы в бетоносмесительном цехе для золы ТЭС. Кроме того, при формовании изделий в кассетных формах применяют транспортирование бетонной смеси пневмотранспортной установкой.
1. Объяснить особенности производства изделий по кассетной технологии.
Особенностью кассетного способа производства является вертикальное формование изделий в стационарных кассетных установках, состоящих из нескольких вертикальных металлических форм - отсеков. Кассетное оборудование компактно, его отличает простота наладки и переналадки. Кассетное оборудование обеспечивает точное соблюдение заданной толщины изделий и получение двух лицевых поверхностей изделий. Кассетный способ обеспечивает более высокую производительность труда. С 1 квадратного метра заводских площадей можно получать в 3 - 4 раза больше готовой продукции по сравнению с другими способами формовки. В два раза уменьшает расход пара и электроэнергии на производство 1 мЗ продукции. По своим прочностным свойствам кассеты более долговечны, нежели оснастка для горизонтальной формовки. Срок службы кассетной установки 8.5 лет, но он превышен намного. Примером тому могут служить работающие кассеты Советских времен. С 70 - х годов до настоящего времени это оборудование продолжает работать.
Для формования изделий кассетным способом применяют кассетные установки. На кассетных установках с высокой точностью и минимальными допусками изготавливают часторебристые тонкостенные панели несущих стен (перегородок) и перекрытий прямоугольного швеллерного и двутаврового сечения и другие изделия. Кассетная установка состоит из станины, промежуточных перегородок с гидравлической системой передвижения, днищ-поддонов и пульта управления.
Станина имеет две опорные рамы, соединенные четырьмя балками, на которые опираются катки перегородок и днищ-поддонов. Перегородки – это полые коробки из листовой стали (или железобетона) с вертикальными плоскостями, соответствующими конструкции формуемых изделий.
Наибольшее расстояние между перегородками при их раздвижке составляет 700мм. Днище каждой секции опирается на катки. Перегородки передвигаются при помощи клиньев, вставляемых в прорези штанги гидродомкрата.
Формование изделий ведется в следующем порядке: раздвигают перегородки кассет и смазывают их поверхности, затем устанавливают арматурные каркасы и закладные детали с фиксацией положения первых – деревянными прокладками и вторых – скреплением их специальными болтами с кассетой. После этого с применением гидромеханизма перегородки сдвигают к удлиненным стержням каркаса прикрепляют траверсу с вибраторами (вибронасадку), ставят бортовую воронку, пускают пар и заполняют сразу все секции бетонной смесью при одновременном включении вибраторов. После заполнения кассет и уплотнения бетонной смеси на верхней грани панелей устанавливают крышки, производят распалубку последовательной раздвижкой перегородок – кассет и, навонец, готовые панели вынимают с помощью мостовых кранов и на траверсных тележках подают на стенды отделочного цеха. после проверки качества и устранения мелких дефектов, панели подают на склад. Один цикл изготовления панелей может быть завершен в течение смены.
Требования к бетонной смеси при производстве изделий по кассетной технологии следующие: осадка конуса должна составлять не менее 10-12 см. Также уплотнение можно вести при использовании глубинных вибраторов ( ОК бетонной смеси 8-10 см). При виброударной технологии, когда пакет вибрируется полностью.
Для увеличения оборачиваемости кассет рекомендуется вести трехстадийную тепловую обработку. Данная технология ТВО заключается в подачи разогретой бетонной смеси в разогретую опалубку (кассету), короткий режим прогрева, после этого изделия извлекаются из машины и помещаются в камеру дозревания. При применении данной технологии наиболее рационально используется площадь цеха.
2. Выбрать целесообразную номенклатуру изделий, изготовляемых по кассетной технологии.
По кассетной технологии наиболее целесообразно изготовлять плоские изделия незначительной толщины. К таким изделиям относятся стеновые перегородки, стеновые панели внутренних и наружных стен, плиты перекрытия.
Для наиболее рационального производства рекомендуется производить изделия на блок-секцию дома и этажа. Это позволяет уменьшать трудозатраты по переоснастке форм (секций).
Также рекомендуется разделить изделия (блок-секции) на типы размеров, то есть изделия одной длины производить в одной кассетной машине. А для изделий меньших размеров рассмотреть возможность их изготовления в одной секции кассетной машины.
Также рекомендуется объединить изделия стеновые и изделия для перекрытия в одной машине. Кроме того необходимо группировать изделия по маркам бетона.
3. Указать требования по оценке качества золы ТЭС.
В технологии бетона и железобетона используется зола – унос (сухая) и зола гидроудаления. Наиболее целесообразнее использовать золу – унос. Зола-уноса (далее — зола) представляет собой тонкодисперсный материал, состоящий, как правило, из частичек размером от долей микрона до 0,14 мм. Химический состав зол характеризуется содержанием 35…60% SiO2 , 15…35% Al2O3 1…20% Fe2O3 , 1…39% CaO и небольшого количества MgO, SO3, щелочей и других соединений.
В соответствии с ГОСТ 25818-91 все золы по виду сжигаемого угля подразделяют на:
- антрацитовые, образующиеся при сжигании антрацита, полуантрацита и тощего каменного угля (А);
- каменноугольные, образующиеся при сжигании каменного, кроме тощего, угля (КУ);
- буроугольные, образующиеся при сжигании бурого угля (Б).
В зависимости от химического состава золы подразделяют на типы:
кислые (К) — антрацитовые, каменноугольные и буроугольные, содержащие оксид кальция до 10 %;
основные (О) — буроугольные, содержащие оксид кальция более 10 % по массе.
Золы в зависимости от качественных показателей подразделяют на 4 вида:
I — для железобетонных конструкций и изделий из тяжелого и легкого бетонов;
II — для бетонных конструкций и изделий из тяжелого и легкого бетонов, строительных растворов;
III — для изделий и конструкций из ячеистого бетона;
IV — для бетонных и железобетонных изделий и конструкций, работающих в особо тяжелых условиях (гидротехнические сооружения, дороги, аэродромы и др.)
Зола класса А должна быть высокой дисперсности Sуд = 2800 см2/г. Остаток на сите 0,08 не менее 18%.
Зола класса В – зола для легких бетонов Sуд = 1500 … 4000 см2/г.
Ограничивается содержание следующих химических элементов: оксида кальция (СаО), свободного оксида кальция (СаОсв), оксида магния (MgO), сернистых и сернокислых соединений в пересчете на SO3, щелочных оксидов в пересчете на Na2O.
Зола в смеси с цементом должна давать тесто, твердеющее с равномерным изменением бетона.
4. Показать эффективность применения химических добавок в бетонах с использованием золы ТЭС при изготовлении изделий указанным способом.
При изготовлении изделий по кассетной технологии в основном применяются высокоподвижные бетонные смеси с осадкой конуса ОК свыше 15 см. Высокая подвижность бетонной смеси достигается за счет повышения количества воды затворения. Так без использования пластифицирующих добавок В/Ц бетонной смеси составляет 0,6…0,75. Так же для таких бетонных смесей характерен высокий расход цемента (около 400 кг/м3). Для снижения расхода цемента рекомендуется использовать золы ТЭС. При этом экономия цемента составляет около 40%. Применение золы ТЭС обосновано тем, что не полностью используется действие (активность) применяемого в требуемом объеме цемента.
Так применяемые бетонные смеси имеют высокую подвижность, поэтому необходимо использовать пластифицирующие вещества (суперпластификаторы С-3, пластификаторы ЛСТ, ЛСТ-М и др.). Введение суперпластификатора способствует снижению воды затворения при сохранении подвижности. Суперпластификатор С-3 сильно разжижает бетонную смесь, уменьшает расход воды затворения на 40-50л/куб. м, расход цемента на 20%. Применяя в кассетном производстве добавку С-3 можно исключить виброуплотнение, при котором пузырьки воздуха из бетонной смеси стремятся к стенкам кассеты и при затвердении образуют на поверхности изделия поры, каверны и пустоты. Кроме того, применение пластификаторов способствует сохраняемости бетонной смеси и предотвращение ее расслаивомости.
Для получения более ранней высокой прочности рекомендуют приготовлять суспензию суперпластификатор – зола – унос – вода. И вводить эту суспензию после перемешивания основной части бетонной смеси.
5. Указать необходимое технологическое оборудование для приготовления бетонных смесей.
Так как при формовании изделий в кассетных машинах необходимо за один раз укладывать бетонную смесь во все отсеки, то потребление бетонной смесидостигает своего пикового (максимального значения). Для обеспечения пиковой потребности необходимо в бетоносмесительных узлах устанавливать бетоносмесители высокой производительности.
Для производства подвижных бетонных смесей рекомендуется использовать бетоносмесители гравитационного действия (грушевидной формы). Так же рекомендуется при использовании нескольких бетоносмесителей для обеспечения пикового потребления бетонной смеси устанавливать их по гнездовому расположению с выгрузкой всех бетоносмесителей в один раздаточный бункер (приемный бункер бетононасоса). При приготовлении бетонной смеси по раздельной технологии, суспензия (зола, пластификатор и вода) может приготовляться в непрерывном смесителе с последующим ее хранением в расходной емкости с непрерывным перемешиванием.
6. Указать влияние золы ТЭС на минеральный состав продуктов гидратации.
Все золы ТЭС в той или иной мере обладают вяжущим действием, но основное их достоинство это то, что они являются активной минеральной добавкой, что позволяет связывать свободную известь при гидратации силикатов кальция C3S. При взаимодействии извести с золой образуются низкоосновные гидросиликаты кальция и тоберморитовый гель. Данные соединения позволяют уплотнить скелет цементного камня. Также при содержании сульфатных соединений в золе возможно образование энтрингитта и гипса. Данные соединения образуются при химическом взаимодействии гидроалюминатов и Са(ОН)2 с сульфатами.
7. Показать технико-экономическую эффективность от реконструкции предприятия на изготовление изделий из бетонов с использованием золы ТЭС.
Основной экономический эффект – это снижение стоимости изделий. Снижение стоимости происходит за счет замены части цемента на золу. А зола является относительно дешевым материалом. Кроме этого при использовании золы повысится качество изготовляемых изделий. Так как зола позволяет при введении ее с пластификатором усреднить состав бетонной смеси и перейти к практически на литьевую технологию формования изделий. А это в свою очередь позволит получать изделия с высокой однородностью по прочности.
Экзаменационный билет № 12
Разработать технологию изделий, применяемых при строительстве жилых малоэтажных зданий а сельской местности Челябинской области 1. Дать технико-экономическое обоснование выбора изделий для наружных стен на основе гипсовых вяжущих и шлаков 2. Какие виды шлака используются в строительных изделиях? З. Какие требования должны предъявляться к гипсошлакобетонам с учётом условий эксплуатации? 4. Какие химические добавки следует использовать для улучшения свойств гипсобетонных смесей? 5. Предложить технологическую схему изготовления выбранных изделий и подобрать основное технологическое оборудование 6. Выбрать наиболее эффективный способ тепловой обработки изделий 7. Какой вид отделочных материалов можно рекомендовать для повышения эксплуатационных свойств изделий из гипсошлакобетона? 8. Какова технико-экономическая эффективность использования бетонов на гипсовых вяжущих?
1. Дать технико-экономическое обоснование выбора изделий для наружных стен на основе гипсовых вяжущих и шлаков.
Для строительства в сельской местности наиболее целесообразно применять для наружных стен мелкоштучные изделия: блоки, ригеля. Масса блоков должна быть такой, чтобы его могли устанавливать вручную.Применение мелкоштучных изделий можно обосновать следующим:
А) применение крупноразмерных изделий является достаточно затруднительным вследствие того, что для данных изделий необходимо применять металлическую арматуру. А, как известно, гипсовые бетоны не защищают арматуру. Кроме этого, для монтажа крупноразмерных изделий необходимо монтажное оборудование (кран), а как известно, в сельской местности низкий уровень механизации работ. Также существует проблема транспортировки крупноразмерных изделий. Прочность гипса достаточно не высокая, а сельские дороги не являются достаточно хорошими, то при транспортировке возможно растрескивание и поломка крупноразмерных конструкций.
В отличие мелкоразмерным конструкциям это не грозит.
Б) в сельской местности широко распространено индивидуальное строительство.
В) производство мелкоштучных изделий позволяет использовать меньшие производственные площади,
Г) при производстве мелкоштучных изделий возможна более широкая номенклатура изделий.
2. Какие виды шлака используют в строительных изделиях.
Для производства строительных изделий применяют следующие виды шлаков:
доменный, мартеновский, электротермофосфорный, шлаки от сжигания угля.
Они могут использоваться как заполнители для бетонов. Кроме этого в тонкодисперсном состоянии шлаки применяются как активные минеральные добавки, повышающие сульфатостойкость, водостойкость и другие показатели вяжущих. Наибольшее распространение получили доменные шлаки. Данный шлак образуется при выплавке чугуна. Для производства строительных материалов наиболее выгодно использовать гранулированный шлак. Такой шлак обладает достаточно высокой пористостью и низкой плотностью (600…800 кг/м3).Кроме этого, гранулированный шлак в тонкоизмельченном состоянии обладает активностью и может принимать участие в гидротации вяжущего. Кроме того, Из шлаков ферросплавного производства, получают щебень. Из шлаков производства ферросплавов для производства строительных материалов наибольший интерес представляет феррохромовый шлак, получаемый при производстве феррохрома, применяемого для раскисления и легирования стали. Исследования показали, что использование феррохромового шлака в качестве алюмосиликатного и окрашивающего компонента сырьевой шихты позволяет получить портландцементный клинкер зеленого цвета, что существенно снижает себестоимость цветного цемента.
Из шлаков цветной металлургии наибольшее значение для строительства имеют медеплавильные и никелевые шлаки. Отвальные медеплавильные шлаки имеют черный цвет. Они не подвержены распаду. Средняя плотность шлаков составляет 3300-3800 кг/м3. Шлаки цветной металлургии применяют пока в небольшом количестве при производстве цемента в качестве железистого компонента и активной минеральной добавки, а также при получении минеральной ваты и литых изделий. Потенциально шлаки цветной металлургии являются перспективной базой различных строительных материалов
3. Какие требования должны предъявляться к гипсошлакобетонам с учетом условий эксплуатации.
К шлакобетонам для наружных стен предъявляются следующие требования: Теплопроводность бетона должна обеспечивать надежную теплоизоляцию при низких температурах, огнестойкость, атмосферостойкость. Бетоны не должны разрушаться при многократном высыхании и увлажнении, долговечность д) бетон должен быть прочным для возведения требуемых сооружений.
4. Какие химические добавки следует использовать для улучщения гипсошлакобетонных смесей.
Для улучшения свойств шлаковых (гипсовых) бетонов рекомендуются следующие добавки:
а) молотая негашеная известь (до 10%). За счет введения извести снижается водопотребность бетонной смеси и повышается водостойкость.
б) пластифицирующие добавки (ПСТ, С-3 и т.п.). За счет этих добавок снижается водопотребность бетонной смеси и увеличиваются сроки схватывания,
в) добавки ускорители и замедлители схватывания. Ускорители – большинство электролитов (NaCl, KCl, NaF и т.п.).
Активные ускорители – CaSO4*αH2O. Замедлители – известково-клеевый замедлитель, сульфитно-спиртовая барда.
5. Предложить технологическую схему изготовления выбранных изделий и подобрать основное технологическое оборудование.
Наиболее выгодно мелкоштучные изделия производить в формах-вагонетках по конвейерной технологии. Гипсобетонную массу готовят в бетономешалках с опрокидным барабаном.
Заполнитель предварительно пропускают через грохот для отсева кусков 25 мм и мелочи менее 2 мм. Продолжительность замеса 2…3мин.
Массой заполняют формы-вагонетки, при этом одновременно включают вибрационную площадку, на которой установлена форма-вагонетка.
Вагонетки закрепляются на виброплощадке с помощью специальных накладок. Сушка изделий осуществляется как на открытом воздухе, так и в искусственных сушилках туннельного типа – с внутренними размерами накала по ширине 1,2…1,4м., по высоте 1,5 м. Длина и число туннелей определяются в зависимости от производительности цеха и длительности сушки.Для создания мягкого режима и большей равномерности сушки по сечению туннеля следует предусмотреть рециркуляцию теплоносителя.Также необходимо предусмотреть помольное отделение для размола гранулированного шлака. Тонкодисперсный шлак используется в качестве активной минеральной добавки для повышения водостойкости гипсобетона. Основным технологическим оборудованием для производства гипсобетонных изделий по выбранной технологии являются пакетные формы вагонетки. Форма вагонетка состоит из комплекта ограждающих плоскостей (двух боковых стенок, двух торцевых стенок и одной или нескольких разделяющих вставных стенок), рамы, рамки с вкладышами и скатов для перемещения по узкоколейным путям. Заполненная гипсобетонной смесью форма уплотняется на виброплощадке, находящейся в приямке на уровне путей, при чем форма-вагонетка крепится к раме виброплощадки. Для смешивания компонентов и приготовления гипсобетона кроме опрокидывающейся бетономешалки можно использовать вибросмеситель двухвалковый сдвоенный непрерывного действия.
6. Выбрать наиболее эффективный способ тепловой обработки изделий.
Наиболее целесообразно проводить тепловую обработку в сушилках туннельного типа.После формования изделий и предварительной выдержки, изделия распалуб-ливаются и устанавливаются на ленту или рольганг туннельного сушила.Данный способ позволит снизить металлоемкость производства и минимизировать энергозатраты на проведение тепловой обработки.Тепловая обработка гипсошлакобетонов является достаточно долгим процессом, так как изделия являются достаточно пористыми (с закрытой пористостью)Тепловую обработку ведут по мягкому режиму, т.е. скорость подъема температуры (до 70°С) не высокая, длительная изотермическая выдержка, и плавное охлаждение изделий. При проведении тепловой обработки необходимо поддерживать постоянную влажность в сушилке.
7. Какие виды отделочных материалов можно рекомендовать для. повышения эксплуатационных свойств изделий из гипсошлакобетона.
При эксплуатации гипсошлакобетонов в наружных стеновых панелей основной причиной их разрушения является попеременное увлажнение и высыхание. Для повышения стойкости к увлажнению наиболее целесообразно применять лакокрасочные материалы и полимерные материалы.
Рекомендуется окраска наружной поверхности изделия, пропитка гидрофобными растворами. Так же наружную поверхность гипсошлакобетонной стены можно отштукатуривать отделочными растворами на основе цемента или с использованием цемента.
8. Какова технико-экономическая эффективность использования бетонов на гипсовых вяжущих?
Применение гипсовых вяжущих наиболее целесообразно применять в закрытых помещениях, не подвергающихся увлажнению.
Применение для использования изделий для наружных стен, не является экономически и технически выгодным. Так как срок службы гипсовых изделий при переменном увлажнении и высыхании, а так же замораживании незначительный. В данных целях наиболее эффективнее применять силикатные бетоны.
Стоимость изделий из гипсовых вяжущих является значительно ниже, чем из других видов вяжущих. Но для повышения водостойкости изделий необходимо производить технологические и технические мероприятия, что приводит к удорожанию объекта строительства. И стоимость приравнивается к стоимости объекта из силикатных материалов. Гипсовые изделия следует применять там, где существует дефицит в других стеновых материалах.
Экзаменационный билет № 13
Осуществить реконструкцию цеха по изготовлению ненапрягаемой арматуры. создав высокомеханизированное производство объёмных каркасов для несущих стен многоэтажных домов 1. Показать класс и виды арматурной стали, применяемой для армирования стеновых панелей 2. Обосновать и выбрать основное оборудование для механической обработки стали по безотходной технологии для арматурных изделий 3. Выбрать режимы сварки в зависимости от класса стали 4. Выбрать оборудование для изготовления арматурных сеток и каркасов 5. Перечислить операции при заготовке элементов закладных деталей 6. Указать необходимое серийное оборудование для производства объёмных каркасов 7. Объяснить, как осуществляется контроль качества арматурных элементов 8. Какова технико-экономическая эффективность применения автоматизации и комплексной механизации производства объёмных арматурных каркасов?
1. Показать класс и вид армат. стали для армирования стеновых панелей.
Промышленность сборного ЖБ – основной потребитель строительной стали. @ 40% Армат. сталь используют для армирования ЖБК. Сталь используется для изготовления арматурных и закладных изделий, которые применяются при сборке.
Для армирования стеновых панелей применяют армат. сталь следующих видов:
- в качестве рабочей арматуры – стержневую арматуру классов А-III и А-IV по ГОСТ 5781 ; Ат-IIIC, АТ- IV и Ат- IVС по ГОСТ 10884, арматурную проволоку классов Вр-1 по ГОСТ 6727 и Врn-1 по ТУ 14-4-1322, а также стержневую арматуру классов А-I и А-П по ГОСТ 5781 в случаях, когда использование арматуры вышеуказанных классов не целесообразно или не допускается нормами проектирования.
- в качестве конструктивной – арматуру классов А-1 и Вр-1,
- для гибких метал.связей прим.стержней или др. соединительные элементы из сталей, имеющих необходимую коррозийную стойкость в условиях эксплуатации, а также арм-ру классов А-I, А-II и Вр-1 с противокоррозийным покрытием,
- для закладных деталей применяют углеродистую или низкоуглеродистую сталь по СНиП 2.03.01 в зависимости от условий эксплуатации панели.
2. Обосновать и выбрать основное оборудование для мех.обработки стали по безотходной технологии для арм. изделий.
Арматурная проволока и стержни, поставляемые в мотках, проходят операции чистки, правки и резки на мерные длины. Может осуществляться стыковка проволочной и стержневой арматурной стали. В свою очередь стержневая арматура может упрочняться термической обработкой или холодной вытяжкой.
Операции по подготовке арматурной стали для изготовления изделий должны быть механизированы и частично автоматизированы. Очищают арматуру чаще всего щетками на приводе, иногда процесс очистки совмещают с правкой и резкой. Возможно химическая очистка в 5-10% растворе соляной кислоты или в горячем растворе 50-60% серной кислоты. Промывают теплой водой, а затем нейтрализуют в известковом растворе. Для увеличения прочности арматуры применяют установки продольной вытяжки. в состав входит правильно-очистной барабан, при проскальзывании стержня сквозь который он многократно изгибается, из-за смещения отверстий в mfhf,fyt относительно оси вращения беребена. При этом арматура еще очищается от окалины и грязи за счет частых ударов плашек по арматуре. для арматуры диаметром 8-9…14 мм отверстие отверстия внутри барабана мало – т.к. такую арматуру не гнут.
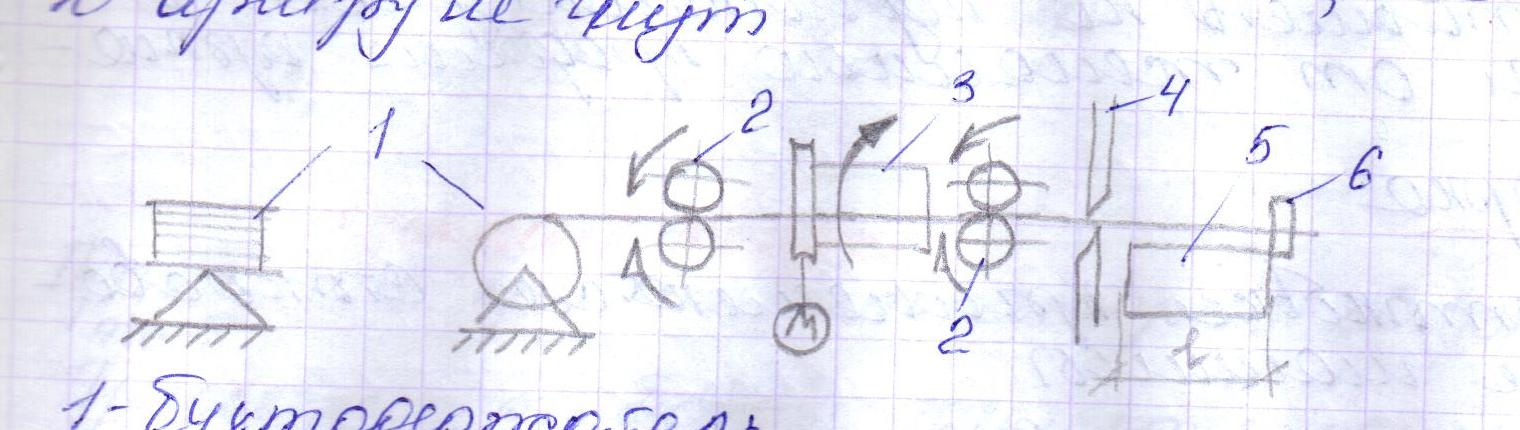
1 – бухтодержатель, 2- направляющие рамки, 3 – правильно очистной барабан, 4 – гильотинные ножницы (дисковые), 5- приемный стол с мерной линейкой, 6 – микровыключатель.
Арматурный старжень после правки Ии чистки подается на стол с мерной линейкой. После соприкосновения арматуры с микровыклчателем срабатывают гильотинные ножницы, и процесс нарезки арматурных стержней повторяется. На столе можно нарезать стержни разной длинны за счет перемещения вдоль стола микровыключаетля. Арматура D>12 мм проходит заготовку без предварительной правки. Для резки арматуры диам.до 40 мм и классов до А-V и А-V1 применяются cпециальные станки СМЖ-322 и СМЖ-175. Для осуществления безотходной технологии рекомендуется арм. сталь перед резкой стыковать. Для арм. стали диам. 1-90 мм используют стыкосварочные автомат.машины МСГУ-500, полуавтоматы МС-2008, и ручные МС-1202. Здесь стыковка осуществляется сваркой. Прочность сварного стыка д.б. такой, чтобы при испытании разрыв был за пределами стыка. Для несвариваемой и термоупрочненной арм. стали используется след. способ: в холодном состоянии напрессовываются шайбы, которые затем сваривают между собой.
3. Выбрать режимы сварки в зависимости от класса стали.
При изготовлении арматурных изделий и закладных деталей в заводских условиях широко применяют сварку. При производстве сеток, плоских и объемных каркасов – с расположением пересекающихся стержней с углом между их осями от 30 до 90° применяют контактную, точечную сварку, используя спец.оборудование. В ряде случаев применяют ручную, дуговую сварку с принудительным формованием шва или точечными прихватками.При заготовке арматуры целесообразно соединить стержни в «непрерывную нить» контактной стыковкой сварки с последующей резкой на мерные длины.
При изготовлении закладных в зависимости от конструктивных особенностей соединений применяют сварки: автоматич. и полуавтоматич. под флюсом,контактную рельефную, сопротивлением и оплавлением по гладкой поверхности пластины, полуавтоматич. ванную, многослойными швами в формах,ручную, дуговую. Качество сварки обеспечивается правильным выбором величины сварочного тока, продолжительностью и усилием сжатия.
Существует 2 вида режима сварки:
1) Мягкий. Продолжительность не менее 0,5 сек.Величина сварочного тока 4,8 кА, Плотность тока /8…12/.10-5 А/М2.
2) Жесткий. Продолжительность от 0,05 до 0,5 сек. Величина сварочного тока 8…20кА,Плотность тока /12…30/.10-5 А/М2
Арматуру из малоуглеродистых сталей можно сваривать по мягкому и пожесткому режиму сварки. Низколигированные стали сваривают только по мягкому режиму, а холоднонатянутую и термоупрочненную арм. сталь – по жесткому режиму сварки.
4. Выбрать оборудование для изготовления арматурных сеток и каркасов.
Сварку арматуры, арматурных изделий и закладных деталей преимущественно выполняют на специализированном или – общего назначения оборудовании серийно выпускаемом электротехнической промышленностью.Допускается применение оборудования, изготавливаемого предприятиями
стройиндустрии. Технические характеристики такого оборудования должны позволять осуществлять технологический процесс сварки в соответствии с
действующими нормативными документами.В условиях серийного производства сеток и каркасов преимущественно применяют специализированные контактные многоточечные машины автоматического или полуавтоматического действия (сваривают до 76 точек одновременно). Основное требование к многоточечным машинам – обеспечение прочности сварного соединения, точности геом.параметров: МТМ-32, МТМ-09,МТМ-33 в условиях мелкосерийного производства сеток и каркасов преимущественно применяют одноточечные машины общего назначения типа МПЛ-150, МП-1207, МТ-4001.Плоские сетки и каркасы, изготавливаемые из арматуры диаметром от 20 мм изготавливаются на высокопроизводительных автоматических линиях, с точечной сваркой соединений. Машины для сварки сеток могут быть стационарные (сварные узлы монтируются на неподвижной станине) и подвижные (когда сварочные клещи перемещаются).
Подвод тока может быть 2-х сторонний или односторонний.Многоточечные машины устанавливают в технол.линии, работабщей в автом.режиме, они имеют командные и блокировочные элементы. Эти машины иногда имеют валы отбора мощности, через которые осуществляется привод др.станков.Производительность многоточечной сварочной машины 12…50 циклов/мин.Производительность этой машины определяет производительность линии в целом. Эти машины просто и быстро переналаживаются.Промышленность выпускает разновидности линий:7934/1 – содержит консольный кран правильное устройство, многоэлектродная машина с подачей заготовленных стержней, ножницы, рычажный проектировщик, бухтодержатель.7880/1 – содержит сварочную машину МГМ-88 с устройством для размотки,правки, чистки, резки поперечной арм-ры, ножницы для резки сеток.Изготавливаемые сетки могут гнуться на машине СМЖ-820.
5. Перечислить операции при заготовке элементов закладных деталей.
Закладные детали – одни из необходимых элементов сборных ЖБК, для их соединения при монтаже.Для изготовления сборного ЖБ применяются закладные детали,состоящие из элементов проката, гнутого листа и анкерных стержней, которые соединяются эл.сваркой. Технологический процесс изготовления закладных деталей включает в себя:
1. Очистка, стыковка, резка и гибка анкерных стержней.
2. Чистка и резка элементов проката.
3. Выполнение отверстий и их сварка с анкерными стержнями с образованием нахлесточных соединений и тавровых соединений.
4. Антикоррозионная обработка.
6. Указать необходимое серийное оборудование для производства объемных каркасов.
При изготовлении объемныъх каркасов используются контактные подвесные машины типа сварочных клещей МТПГ-75, которые установлены на вертикальной установке СМПС-54В.Выпускаемые арматурные сетки требуют доработки: вырезка отверстия, приваривание дополнительных изделий.Доработка осуществляется на специальных линиях, которые позволяют механизировать разметочные работы.
Эти линии оснащаются сварочными клещами и подвижными шаблонами-кондукторами.
Изготовление пространственных каркасов предусматривает применение контактной точечной сварки и сварочного оборудования.
Для сварки объемных каркасов прямоугольного или круглого сечений используют навивочные машины СМЖ-331,СМЖ-332,в которых закрепляется продольная арматура и конец спиральной. Затем продольная начинает вращаться, а бухтодержатель со спиральной арматурой перемещаться вдоль продольной, образуя заданное изделие.
7. Объяснить, как осуществляется контроль качества арматурных элементов.
Принимая готовую арматуру, производитель работ или мастер обязан проверить соответствие вида, диаметра и марки арматурной стали требованиям, указанным в рабочих чертежах проекта.
Контроль качества предполагает определение качественных характеристик арматурной стали.
Если на производство арматурная сталь поставляется с ответствующими документами, то испытания можно не проводить. При испытании арматурной стали в соответствии с ГОСТом 12004 определяют характеристики: диаметр, условный предел текучести и упругости, относительное равномерное удлинение, по которым устанавливают класс стали. Также контроль включает качество поверхности арматурной стали и наличие механических повреждений.
Технологический контроль предусматривает: размер арматурной стали в соответствии с требованиями ТУ, рабочих чертежей, при этом контролируют диаметр и класс арматурной стали; геометрические размеры изготавливаемых изделий. Если к арматурному изделию приваривается закладная деталь,то опреде-ляют наличие и правильность установки, и качество сварки. Сварные арматурные изделия могут быть с нормируемыми показателями прочности и без них. В начале смены на производстве по изготовлению арматурных изделий отбирают некоторые на испытания, если по прочности они соответствуют требованиям, то приступают к выпуску партии. В партию включают не более 100 шт. Если 1 стык не соответствует ГОСТу, то корректируют режим сварки. Выборочному контролю подвергаются и сварочные швы с использованием экспресс и неразрушающих методов: рентгеновские, ультразвуковые. Выходной контроль включает: геометрические параметры, диаметр, класс арматурных изделий, их хранение и транспортировку. Если при выходном контроле получают отрицательные результаты, то берется в два раза больше изделий на испытание. Если и здесь изделия не удовлетворяют качеству, то партию изделий принимают поштучно.
8. Какова технико-экономическая эффективность применения автоматизации и комплексной механизации производства объемных армат..каркасов.
За счет внедрения в производство ненапрягаемой арматуры комплексной механизации и автоматизации снижается доля ручного труда, повышается производительность производства, повышается качество изделий, соответственно уменьшается себестоимость изделия, что позволяет увеличить прибыль предприятия. С применением механизации и автоматизации (при проведении инструктажа и соблюдении правил Техники безопасности) снижается риск травматизма на производстве.
Экзаменационный билет № 14
Расширяется строительство в южных районах с сухим и жарким климатом. Необходимо организовать производство изделий для одноэтажного строительства из местных материалов: извести. гипсового вяжущего, минеральных добавок. 1. Какое вяжущее целесообразнее выбрать, чтобы изготавливать изделия для ограждающих конструкций? 2. Обосновать состав и основные свойства выбранного вяжущего и бетонов на его основе? 3. Какие виды изделий целесообразней изготавливать из выбранных бетонов? 4. Выбрать технологию и оборудование для производства мелкоштучных изделий 5. Указать особенности процессов и режимов твердения бетонов на выбранном вяжущем 6. Какие химические процессы происходят при твердении этого вяжущего? 7. Указать мероприятия по повышению долговечности и качества гипсовых изделий 8. Какова технико-экономическая эффективность разработанных мероприятий?
1. Какое вяжущее целесообразно выбрать, чтобы изготовить изделия для ограждающих конструкций?
Для производствава ограждающих конструкций наиболее целесообразно применять смесь вяжущих веществ по типу гипсоцементопуцолановых вяжущих. Применяемая смесь вяжущих будет состоять из строительного гипса, извести и минеральных добавок. Материал, получаемый при твердении такого вяжущего будет являться достаточно водостойким для ограждающих конструкций, быстротвердеющим и обладать необходимой прочностью для возведения одноэтажных зданий. Кроме этого выбор данного вяжущего позволит наиболее полно использовать местные строительные материалы, тем самым позволит окупить затраты на строительство. Так же применение выбранного вяжущ. позволит получить изделия небольшой плотности. Это позволит обеспечить требуемую теплопроводность ограждающей конструкции при высоких температурах в летний период и при низких температурах в зимний период времени.
2. Обосновать состав и осн. свойства выбранного вяжущего и бетонов на его основе
Содержание извести в вяжущ. д.б. таким, чтобы при гидратации вяжущего t смеси не превышала 1000с (t дегидратации гипса). По литературным данным t такой смеси вяжущего может достигать 3000С Целесообразно же поддерживать t от 100-1100С т.к при гидратации извести происходит дегидратация гипса. Из всего вышесказанного наиболее целесообразно соотношение между строительным гипсом и известью должно находиться 4:1. Содержание минеральных добавок 20% от массы извести. Для рационального использования материалов предлагается следующий состав смеси вяжущего 4:4:1.( гипсовый камень, известь, минер. добавка). При использовании данной смеси вяжущего получаемые бетоны будут обладать следующими свойствами: - водостойкость, - прочность около 5 МПа, - требуемая теплопроводность, - быстрый набор прочности, - низкая плотность. Водостойкость данного бетона обеспечивается за счет введения в его состав минеральной добавки, которая будет связывать часть извести и гипса. Низкая плотность и небольшая теплопроводность будет обеспечена за счет того, что плотность камня будет невелика вследствие высокого водозатворения. Быстрый набор прочности обеспечивается за счет использования строительного гипса.
3. Какие виды изделий целесообразно изготавливать из выбранных бетонов?
Для строительства одноэтажных зданий наиболее целесообразно применять мелкоштучные изд. (блоки, балки). Выбор мелкоштучных изд. Обосновывается тем, что одноэтажное строительство ведется в сельской местности и по индивидуальным проектам. А при использовании крупноразмерных изделий строительство ведется всегда по типовым проектам. Так же многоэтажное строительство не всегда хорошо механизировано и возможность монтажа крупноразмерных изделий ограничено. Необходимо учитывать возможность дорожных магистралей. В условиях российских дорог транспортировка крупноразмерных изделий низкой прочности ограничена, вследствии возможного разрушения конструкций.
4. Выбрать технологию и оборудование для производства мелкоштучных изделий
Наиболее целесообразно производить мелкоштучные изделия по конвейерной технологии. Для приготовления смеси вяжущего гипсовый камень, комовую известь и минеральную добавку (в виде горной породы) дробят и измельчают совместно в шаровой мельнице до остатка на сите №0,2 не более10%. Дальше производится гашение смеси в термомеханической известегасилке непрерывного действия. Вода в известегасилку подается подогретой до t 45-500С. Продолжительность гашения смеси в барабане определяется из времени гашения извести и времени дегидратации цементного камня. После гашения смеси она подается в бетоносмеситель, где производится перемешивание ее с заполнителем и возможно с тонкомолотой минеральной добавкой (время перемешивания 1-2 мин). Если используется плотный заполнитель, то перемешивание осуществляется в бетономешалках гравитационного действия, при использовании легкого заполнителя смешивание ведется в бетоносмесителях принудительного действия. После приготовления бет смеси ее укладывают в формы-вагонетки и уплотняют на виброплощадке. Далее отформованные изделия выдерживаются в течение часа на конвейере, после чего их извлекают из форм и подвергают сушке в туннельной печи. После сушки изделия отправляют на пост доводки и проверки ОТК, а затем изделия прошедшие контроль отгружают на склад готовой продукции.
5. Указать особенности процессов и режимов твердения бетонов на выбранном вяжущем
Твердение гипсовой составляющей происходит сразу после формования во время выдержки изделия до распалубки. Твердеет изделие при повышенной температуре. После набора необходимой прочности изделия распалубливают и направляют в сушильную туннельную камеру (t в камере 600С). В туннельной камере изделия сушатся до определенной влажности. Во время сушки после нее происходит твердение известково-кремнеземистого компонента. Так же сушку после формования можно осуществлять на открытом воздухе на улице, т.к. климат в южных районах это позволяет.
6. Какие химические процессы происходят при твердении этого вяжущего?
При гидратациии твердения вяжущ (4:4:1 гипсовый камень, комовая известь и минеральная добавка) происходят следующие процессы:
При затворении вяжущего происходит гидратация извести и дегидратация гипса
2(СаSO4∙2H2O)+CaO→2(СаSO4∙0.5H2O)+3Ca(OH)2 +162 кДж
Данная химическая реакция происходит в гасильном агрегате. Гидратация гипса начинается при достижении температуры около 1000с и ниже. Данный процесс происходит в бетоносмесителе и в форме по формуле:
2(СаSO4∙0.5H2O)+ 3H2O→2(СаSO4∙2H2O)+Q
Одновременно с гидротацией гипса происходит химическое взаимодействия между гашеной известью Ca(OH)2 и кремнеземистым компонентом с образованием низкоосновных гидросиликатов кальция CSH(I). В результате твердения образуются следующие новообразования: двуводный гипс, гидроксид кальция, низкоосновные гидросиликаты кальция.
7. Указать мероприятия по повышению долговечности и качества гипсовых изделий
Для повышения долговечности и качества, гипсовых изд. рекомендуются следующ мероприятия.
Вводить в состав изделий дисперсную арматуру (стекловолокно, минеральные волокна, органические). Введение волокон позволяет повысить прочность изд.
Для повыш водостойкости изд. рекомендуется обрабатывать изд. гидрофобными поверхностно-активн вещ-ми, полимерными составами.
Использование хим. добавок: пластификаторов для снижения водозатворения, слабых электролитов для продления сроков схватывания.
Более мягкие режимы сушки изд. во избежание усадочных трещин.
8. Какова технико-экономическая эффективность разработанных мероприятий?
Технология изготовления бетонных изд. из гипсоизвестковопутцоланового вяжущего имеет следующ приемущества:
Снижаются затраты на транспортировку, т.к. используются местные строительные материалы.
Отказ от обжига (варки) гипса и, следовательно, снижение стоимости материала
Возможное использование климатических условий для сушки и вылеживания изделий.
При использовании данного вяжущего можно получить изделия с высокими эксплуотационными характеристиками
Экзаменационный билет № 15
Реконструировать технологическую линию по производству изделий из мелкозернистого бетона для полов промзданий для изготовления изделий из полимербетона 1. Указать основные сырьевые компоненты для производства указанных изделий из полимербетонов 2. Указать виды связующего и наполнителей З. Указать основные требования к изделиям для полов промышленных зданий 4. Сформулировать сущность технологии изделий из полимербетонов 5. Как ускорить процесс отверждения изделий из полимербетона? 6. Какие основные показатели технологии и свойства материала влияют на качество изделий из полимербетона? 7. Указать основное технологическое оборудование 8. Назвать основные мероприятия по охране труда и охране окружающей среды 9. Какова технико-экономическая эффективность реконструкции технологической линии по производству изделий для полов промзданий?
При реконструкции технологической линии не потребуется значительно изменять технологический процесс, только потребуется добавить технологическое оборудование по подготовки сырьевых материалов и возможно оборудование по приготовлению бетонной смеси.
1.Указать основные сырьевые компоненты для производства указанных изделий из полимербетона.
Полимербетон - новый экологически чистый материал. Представляет собой композицию из минерального сырья (80%) и полиэфирных смол (20%). Полимербетон обладает уникальными свойствами, дающими ему превосходство над натуральным камнем. Полимербетон по праву можно назвать "новым поколением" искусственного камня.
Для производства полимерных мелкозернистых бетонов в качестве вяжущего используются органические смолы различного происхождения, отвердители к используемой смоле, наполнитель, пластификатор и др.спец. добавки (ускорители процесса полимеризации, стабилизаторы).
Наполнители в вяжущем выступают в качестве замены части органической смолы. Наполнители изготовляются путем помола различных горных пород и техногенных отходов.
В качестве крупных пористых заполнителей для ПБ следует применять керамзитовый гравий, шунгизитовый гравий и аглопоритовый щебень, соответствующие требованиям ГОСТов.
Для приготовления полимербетонов в качестве мелкого заполнителя следует применять кварцевые пески, отвечающие требованиям ГОСТ 8736-77:
- природные (в естественном состоянии), природные фракционированные и природные обогащенные;
-дробленые и дробленые фракционированные.
При производстве изделий с особыми требованиями по температуростойкости применяются высокотемпературные смолы с высокой температурой горения.
При производстве изделий с повышенными требованиями по кислотостойкости, необходимо применять смолы отвечающие требованиям по кислотостойкости, наполнители и заполнители с кислотостойкостью не менее 96%.
Для холодного отверждения эпоксидных смол применяют полиэтиленполиамин (10-12% от массы смолы), гексаметилендиамин (15-20%), а в последнее время также высокомолекулярные вещества, такие, как полиамиды, тиоколы, полиэфиры. В качестве ускорителя твердения полиэфирных смол используется нафтенат кобальта НК.
Для улучшения деформативной способности эпоксидных полимеров вводятся пластификаторы. Наиболее часто используют дибутилфталат (15-20% от массы смолы). Пластификаторами, являющимися одновременно отвердителями, служат низкомолекулярные полиамиды и тиоколы.
Расход вяжущего в таких бетонах составляет 100…200 кг на 1м3 бетонной смеси.
2.Указать виды вяжущего и наполнителя.
Для приготовления полимербетонных смесей используются следующие композиты:
1. Фурфурол-ацетоновые смолы марок ФА, ФАМ. С отвердителями из бензолсульфокислоты (БСК).
2. Фурано-эпоксидные смолы с отвердителем полиэтилен полиамид.
3. ненасыщенная полиэфирная смола марок ПН-1,ПН-63 с отвердителем гидроперекись изопропилбензола «Гипериз».
4. Унифицированная карбомидоформальдегидная смола марки КФ-Ж с отвердителем солянокислый анилин СКА.
5. Мономер метилметакрилат (ММА). Отвердитель: система из диметиланилина ДМА и перекиси бензоила ПБ.
6.Так же для производства полимербетона можно использовать техническую серу или серосодержащие отходы. Источником серы служат предприятия нефтеперерабатывающего комплекса. Сера не требует отвердителя, ее используют в расплавленном состоянии, при этом также при приготовлении бетонной смеси необходим подогрев наполнителя и заполнителя свыше т-ры плавления серы (130-150°С). В качестве наполнителя в полимербетонах используются кислотостойкие наполнители с кислотостойкостью не менее 96%. Это объясняется тем, что большинство применяемых полимербетонов используется в агрессивных средах (кислотах),т.к. полимербетоны являются достаточно долговечными в данных средах.
Для приготовления полимербетонов в качестве наполнителя следует применять андезитовую муку, кварцевую муку, маршалит, диабазовую муку, графитовый порошок. Допускается применение молотых тяжелого и аглопоритового щебня и кварцевого песка. Удельная поверхность наполнителей должна быть в пределах от 2500 до 3000 кв.см/г. Влажность наполнителей не более 1%.
3.Указать основные требования к изделиям для полов промышленных зданий.
В зданиях промышленного типа к материалам для полов предъявляются следующие требования:
требования по прочности (сжатию, изгибу);огнестойкость;
химическая стойкость;беспыльность;долговечность;минимальная истираемость;эстетические свойства; отсутствия влияния вредных факторов примененных в изделии полов материалов; оптимальные гигиенические условия для людей; пожаровзрывобезопасность.
Ко всем выше изложенным требованиям отвечают полимербетонные изделия для полов.
4. Сформулировать сущность технологии изделий из полимербетонов.
Изготовление изделий из полимербетонов и сернистых бетонов включают следующие технологические операции:
Приготовление полимербетонной смеси: промыв заполнителей; сушка наполнителей и заполнителей; фракционирование заполнителей; подготовка отвердителей и ускорителей; дозирование составляющих; перемешивание составляющих.
приготовление вяжущего: смола, отвердитель, наполнитель и специальные добавки (компоненты дозируются по массе); формование изделий;
твердение изделий при термообработке;
контроль качества готовой продукции.
Технологический процесс приготовления полимербетонной смеси должен проводиться при температуре окружающего воздуха не менее 15 град. Температура наполнителей и заполнителей перед подачей в дозаторы должна быть в пределах 20+5 градусах. Приготовление бетонной смеси осуществляется в смесителях принудительного действия. Формы используются стандартные железные, но к смазке предъявляются особые требования. В основном используется битумный праймер. Формование изделий осуществляется на виброплощадках с продолжительностью уплотнения 2 мин. и более и зависит от жесткости бетонной смеси.
Полимерные бетоны через 20-30 мин. после уплотнения начинают разогреваться в результате реакции полимеризации. Т-ра разогрева доходит до 40-60°С. Температура разогрева является контролируемым параметром. Твердение изделий происходит при t > 15°C и <75°C в течение 28-46 суток. Далее изделия распалубливаются.
5.Как ускорить процесс твердения из полимербетона?
Твердение отформованных изделий должно происходить при температуре не менее 15 град.С и нормальной влажности окружающего воздуха в течение 28 суток. Для ускорения процесса твердения изделия из полимербетонов должны подвергаться термообработке, которую следует производить в камерах сухого прогрева. Сухой прогрев должен осуществляться электронагревателями, паровыми регистрами при 80°С. Скорость подъема температуры 30°С для толстостенных, для тонкостенных 60°С для предотвращения трещинообразования.
6.Какие основные показатели технологии и свойства материала влияют на качество изделий из полимербетона.
Высокое качество изделий достигается при строгом соблюдении правильности технологии на всех переделах, начиная с подбора составляющих, правильности их дозирования, режимов перемешивания, формования и твердения. Главные показатели качества изделия - режим ТО, время разогрева ПБ после формования изделия, скорость нарастания твердости Б, его прочностные характеристики, включая однородность материала. На качественные показатели полимербетона влияют следующие обстоятельства:
На прочность влияет вид используемой смолы, так наибольшая прочность характерна для полимербетонов изготовленных с использованием эпоксидной смолы (Rсж »100МПа). Для этих Б характерны также хорошая химическая стойкость, водостойкость, стойкость к истиранию, высокая клеящая способность Так же на прочность влияет температура саморазогрева бетонной смеси (этот показатель может также характеризовать качество применяемых материалов: смола, отвердитель, растворитель).
Большое значение имеет правильный подбор состава минеральной части. На прочность также влияет качество применяемых заполнителей, т.е. прочность заполнителя.
На усадочные деформации полимербетона которые являются достаточно великими (0,2-1,5%), влияют следующие факторы: вид применяемой смолы (min усадка у эпоксидной смолы); Степень наполнения полимербетона минеральной частью (наполнитель).На качество изделий так же влияют следующие показатели:
-скорость нарастания твердости; плотности; показатели однородности физико-механических свойств; влажность поступаемых материалов (заполнитель не более 1 %).
7.Указать основное технологическое оборудование.
При переходе с обычных бетонов на применение полимербетонов необходимо улучшать качество заполнителя.
Полимербетонные изделия должны изготавливаться в стальных формах, удовлетворяющих требования ГОСТ 18886-73.
Смолы, отвердители, ускоритель и пластификаторы, за исключением бензолсульфокислоты (БСК) и солянокислого анилина (СКА), должны перекачиваться со склада в соответствующие емкости-накопители центробежными насосами типа ВК и АСЦЛ.
Бензолсульфокислота перед загрузкой в емкость-накопитель должна предварительно расплавляться при температуре 65°С в емкости, снабженной водяной рубашкой и обогреваемой паровыми регистрами. Расходная емкость для БСК должна быть снабжена подогревом для поддерживания температуры расплавленной БСК в пределах от 40-45°С.
Дозирование составляющих ПБ-ной смеси следует производить по массе дозаторами. Дозирование жидких составляющих ПБ-ной смеси допускается производить насосами-дозаторами типа НД-400/16 или НД-1000/16.
Первоначально необходимо установить холодильник барабанного типа. Т.к. заполнитель при выходе из сушильного барабана имеет температуру 100°С, его следует охладить до 30°С, в охладительном барабане. Также необходимо установить дополнительное оборудование для приема, подачи и хранения, а так же для дозирования смолы и отвердителя. При применение серы необходимо использовать силоса для ее хранения.
Для приготовления бетонной смеси необходимо установить следующее дополнительное оборудование:
смеситель для смешения компонентов вяжущего, пластификатора и отвердителя и смеситель принудительного действия, для приготовления бетонной смеси.
Для распределения бетонной смеси используют подвесной бетонноукладчик с разглаживающим устройством. Для уплотнения применяют резонансную виброплощадку с горизонтально направленными колебаниями. Для тепловой обработки наиболее целесообразно применять печи аэродинамического нагрева, типа ПАП, обеспечивающие равномерное распределение по всему объему. Перемещение форм осуществляется по конвейеру.
8.Назвать основные мероприятия по охране труда и охране окружающей среды.
При производстве работ по изготовлению полимербетонных изделий необходимо соблюдать правила, предусмотренные главой СНиП по технике безопасности в строительстве; Санитарные правила организации технологических процессов, утвержденные Главным санитарно-эпидемиологическим управлением Минздрава СССР; требования настоящей Инструкции. Работы следует производить при включенной приточно-вытяжной вентиляции. При внезапной остановке вентиляции работы прекратить и покинуть помещение, оставив двери открытыми. В камерах тепловой обработки после загрузки в них полимербетонных изделий вытяжная вентиляция должна работать круглосуточно. Необходимо систематически осуществлять контроль за состоянием воздушной среды в помещениях. Содержание вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентраций, указанных в Санитарных нормах проектирования промышленных предприятий. Рабочие перед допуском к самостоятельной работе должны пройти курс обучения, инструктаж по технике безопасности и пожарной опасности. Рабочие, занятые на изготовлении полимербетонных изделий, должны иметь спецодежду и индивидуальные защитные средства, состоящие из прорезиненного фартука, комбинезона из плотной ткани, резиновых сапог, резиновых перчаток, фильтрующего противогаза марки "А" (для аварийных ситуаций). При поступлении на работу рабочие должны пройти предварительный медицинский осмотр. Периодические медицинские осмотры рабочих должны производиться не реже одного раза в 12 мес.
Спецодежда рабочих должна быть застегнута, рукава плотно завязаны у запястий. Выполнение всех операций незащищенными руками не допускается. После окончания работы необходимо принимать горячий душ.В производственных помещениях электрооборудование должно быть заземлено.
9. Какова технико-экономическая эффективность реконструкции технологической линии по производству изделий для полов промзданий.
Стоимость изделий для полов из полимербетонов может быть в несколько раз выше стоимости тех же изделий из обычного бетона.
Кроме высокой цены полимербетоны обладают очень высокими эксплуатационными характеристиками. И при использовании данных бетонов экономический эффект будет наблюдаться в отдаленные сроки.
Это объясняется тем, что стойкость полимербетонов к истиранию, кислотостойкость, радиационная стойкость и его защитные свойства превышают в несколько раз те же свойства обычного бетона.
Экзаменационный билет № 16
Произвести реконструкцию технологической линии по производству изделий из мелкозернистого бетона для тротуарных плит с переводом её на производство таких же изделий из бетонополимера 1. Указать основные преимущества изделий из бетонополимера 2. Назвать основные материалы, применяемые для производства бетонополимеров З. Объяснить механизм улучшения физико-механических свойств бетонополимеров по сравнению с обычными бетонами 4. Объяснить основные принципы получения бетонополимерных изделий 5. Каковы способы отверждения мономеров в бетоне? 6. Указать возможные пути экономии цемента при производстве изделий из бетонополимеров 7. Обосновать и выбрать оборудование для производства изделий из бетонополимеров 8. Обосновать экономическую эффективность предлагаемой реконструкции технологической линии по производству тротуарных плит 9. Назвать основные мероприятия по охране труда и охране окружающей среды
При реконструкции технологической линии по производству изделий из мелкозернистого бетона для тротуарных плит с переводом ее на производство таких же изделий из бетонополимеров не затронится существующая технологическая линия, а лишь добавиться несколько технологических постов после основной технологической линии. То есть бетонополимеры изготовляются по обычной технологии для ЖБИ.
Для того чтобы изделия стали бетонополимерами, необходимы следующие технологические операции после изготовления бетонного изделия:
Сушка бетонного изделия до остаточной влажности не более 1%;
Вакуумирование высушенных изделий;
Пропитка изделия мономером;
Полимеризация мономера в теле изделия.
1. Указать основные преимущества изделий из бетонополимеров.
Пропитка бетона мономером с его последующей полимеризацией в теле бетона приводит к резкому увеличению прочности и улучшению других свойств бетона. При этом достигаются такие значения прочности бетонополимера, которые нельзя получить ни в бетоне, ни в полимере.
Прочность бетонополимера при сжатии по сравнению с исходным контрольным бетона повышается в 2-10 раз, вместо бетона М200-300 получают бетонополимер М800-1200, максимальная прочность бетонополимера достигает 200 МПа.
Прочность бетонополимера при растяжении по сравнению с исходным бетоном увеличивается в 3-10 раз, достигая 18 МПа. Соответственно возрастает прочность бетонополимера при изгибе.
Специальная обработка бетона полимером способствует повышению прочности. Так прочность бетонополимера на сжатие увеличивается в 2-10 раз по сравнению с исходным бетоном. Прочность на растяжение увеличивается в 3-10 раз.
Большая монолитность и стойкость структуры, отсутствие в структуре влаги и возможностей для ее миграции приводят к тому, что бетонополимер имеют очень малые деформации ползучести, во много раз меньшие, чем у исходного бетона.
Бетонополимер хорошо сопротивляется динамическим нагрузкам. Его динамическая прочность, как и убетона, может быть в 1,2-1,5 раза выше статической прочности.
Практически при полной пропитке бетонополимера являются водо- и газонепроницаемыми материалами. Непроницаемость материала резко повышает его долговечность. Например, если исходный бетон выдерживает 300—400 циклов замораживания, то бетонополимер не имеет признаков разрушения и после 5000 циклов. Значительно возрастает стойкость материала в ряде агрессивных сред: в щелочах, сульфатах, соляной кислоте и др.
Высокие прочностные и деформативные свойства бетонополимера позволяют эффективно применять высокопрочные стали и повышенные коэффициенты армирования. В результате могут быть созданы легкие эффективные конструкции.
При проектировании бетонополимерных и железобетонополимерных изделий особое внимание следует уделить уменьшению рабочих сечений за счет высокой прочности бетонополимера, максимальному использованию прочностных свойств бетонополимера и получению на этой основе облегченных долговечных эффективных конструкций.
2. Назвать основные материалы, применяемые для производства бетонополимеров.
Для производства бетонополимера применяют различные виды бетона (обычный, высокопрочный, легкий и др.), которые выступают как полуфабрикат для последующей обработки. Для достижения наилучших результатов при производстве бетонополимерных изделий и конструкций к бетонам как полуфабрикату, подвергающемуся последующей обработке, предъявляются особые требования. Бетон должен обладать такой структурой, которая по возможности легко пропитывается мономером, создает хорошие условия для полимеризации мономера, обеспечивает такое взаимодействие между составляющими бетонополимерами, при котором достигается наилучшее сопротивление материала внутренним напряжениям, возникающим под действием нагрузки или других факторов (при замораживании и т. д.). Т. о. эффект после обработки будет на прямую зависеть от вида применяемого бетона. Для пропитки используются различные вещества и материалы.
Применяемые для пропитки органические материалы подразделяются на три группы: на основе природных и нефтяных смол и асфальтов; на основе природных смол и модифицированных природных полимеров; на основе высокомолекулярных соединений.
Если только необходимо закрыть доступ внутрь бетона воде и агрессивной жидкости и газа, то используют материалы типа разбавленных смол, органических масел, битума, серы, модифицированных органических смол. Многие из этих материалов не требуют последующей обработки после нанесения, и изделия оказываются готовыми к употреблению непосредственно или вскоре после обработки. Для получения высокопрочных и особо плотных бетонополимеров необходимо использовать в качестве пропиточных материалов такие вещества, которые обладали бы минимальной вязкостью, возможно большей смачиваемостью, хорошей адгезией в твердом состоянии к составляющим бетонам и полимеризовались бы несложными доступными средствами без выделения побочных продуктов. Для этого используют жидкие мономеры (метилметакрилат или стирол), полимеры (эпоксидные или эфирные смолы) и различные композиции на их основе. 3. Объяснить механизм улучшения физико-механ. свойств бетонополимеров по сравнению с обычными бетонами. Улучшение физико-механических свойств бетонополимеров в сравнение с обычными бетонами объясняется следующим. При пропитке бетона полимером с последующей полимеризацией его в теле бетона в материале возникает особая структура, которая состоит из затвердевшего цементного камня, скрепляющего зерна заполнителя в единый монолит и разветвленной системы нитей и включений полимера. Полимер заполняет поры и капилляры цементного камня, заполнителя и контактной зоны между ними, делая их газо- и водонепроницаемыми. Полимер как бы заклеивает дефекты структуры цементного камня, заполнителя и связывает тысячами нитей различные участи бетона, повышая их сопротивление нагрузке и трещиностойкости. Образующуюся в бетоне сетку полимера можно рассматривать, как особого рода дисперсное армирование. При полимеризации мономер стремиться сократиться в объеме, что вызывает обжатие в минеральной части материала. В результате создается разновидность предварительно наряженного состояния материала, что также способствует повышению его прочности. Специальная обработка бетона полимером способствует значительному повышению сцепления между заполнителем и цементным камнем. Полимер склеивает все дефекты контакта. Кроме того, обработка повышает также адгезию цементного камня и арматуры и улучшает совместную работу арматуры и бетонополимера в железобетонных изделиях. 4. Объяснить основные принципы получения бетонополимерных изделий. Производство бетонополимерных изделий может быть организовано по различным технологическим схемам. Наиболее высокая прочность достигается при производстве изделий по схеме, включающей четыре основные операции: сушку, вакуумирование, пропитку мономером и его полимеризацию непосредственно в теле бетона. Улучшение свойств бетонных или ЖБИ, в частности повышение их долговечности, придание свойствам стабильности во времени и ряд других задач, могут успешно решаться при производстве бетонополимерных изделий по упрощенным схемам, включающим, как правило, пропитку и полимеризацию. Упрощенные схемы производства применимы лучше всего для поверхностной или зонной обработки бетонных и ЖБИ. 1. Сушка, если она необходима, может производиться различными способами и обеспечивать высушивание изделий либо полностью, либо до определенной влажности, либо только поверхностных слоев изделий. Режимы сушки должны назначаться таким образом, чтобы не вызвать опасных деструктивных процессов в бетоне изделия и одновременно обеспечить высушивание изделия в минимальные сроки и при минимальной затрате энергии. 2. Вакуумирование, является желательной, но не всегда обязательной операцией. Вакуумирование обеспечивает более глубокую пропитку, ускоряет процесс пропитки и позволяет получать изделия повышенного качества. Однако в некоторых случаях для упрощения технологии вакуумирование не производят, особенно если к изделию предъявляются ограниченные требования по прочности и долговечности. 3. Основные операции производства бетонополимера – пропитка бетона мономером и полимеризация его непосредственно в теле бетона. Эти операции могут выполняться как в разных аппаратах, так и совмещаться в одном аппарате, что в некоторых случаях более удобно, так как способствует уменьшению потерь мономера. При пропитке бетона мономером основной задачей является достижение достаточной степени насыщения бетона мономером в кратчайшие сроки. Для этого наряду с применением бетона соответствующей структуры, например, с направленной проницаемостью, большое значение имеет выбор пропитывающей жидкости. Наилучшие результаты получаются при пропитке низковязкими мономерами типа метилметакрилата или стирола. При пропитке более вязкими мономерами и сополимерами, а также другими пропитывающими жидкостями скорость и глубина пропитки уменьшается, а продолжительность пропитки увеличивается. Ускорению пропитки способствует проведение ее вначале под вакуумом, а затем с небольшим избыточным давлением. Наиболее важной операцией в производстве бетонополимерных изделий является полимеризация мономера в теле бетона. Эта операция должна проводиться таким образом, чтобы предохранить мономер от испарения и обеспечить получение полимера высоких свойств. Неправильный режим обработки может привести к значительным потерям мономера или к получению изделия с дефектами. Для пропитки и полимеризации применяют специальные герметичные камеры, размеры которых позволяют помещать одно или несколько изделий. Продолжительность пропитки зависит от ее глубины и составляет от 10-20 мин до 3-5 ч. Продолжительность термокаталитической полимеризации обычно 3-6 ч. Для поверхностной пропитки могут применяться составы, содержащие добавки, ускоряющие полимеризацию и обеспечивающие ее протекание при нормальной температуре. В этом случае значительно упрощается технология, не требуется прогрев, возрастает производительность труда. Подобные составы используют также для ремонта ЖБК и изделий.Продолжительность пропитки 5 – 6 часов.
5. Каковы способы отверждения мономеров в бетоне. При применении жидких мономеров требуется провести их полимеризацию непосредственно в теле бетона. Полимеризация может осуществляться различными известными способами в соответствии с природой мономера. Наиболее употребительными является термокаталитический и радиационный способы.
При термокаталитическом способе в мономер перед использованием его для пропитки вводят специальные вещества - инициаторы полимеризации. После пропитки бетона изделие или конструкцию нагревают до t 70-120°С (в зависимости от вида мономера) и через несколько часов жидкий мономер превращается в твердый полимер, плотно заполняя и как бы заклеивая все поры и дефекты бетона.
При радиационной обработке полимеризация мономера протекает при нормальных t-рах. В очень массивных изделиях или бетоне, впитывающих большое количество мономера, возможно некоторое повышение t за счет тепла, выделяющегося при реакции полимеризации.
Полимеризация должна проводится таким способом, чтобы предохранить мономер от испарения и обеспечить получение полимера высоких свойств.
Полимеризацию производят в газовых и жидких средах или под пленками и покрытиями или другими изолирующими материалами. Полимеризацию производят путем поднятия температуры до определенного показателя. Полимеризация в жидких средах обеспечивает высокую теплопередачу от горячей среды к изделию, что ускоряет прогрев и полимеризацию мономера. В качестве жидких сред используется горячая вода, глицерин, расплав парафина и др. материалы. При использовании газовой среды, как правило, обеспечивается лучший вид изделия, однако возрастает опасность испарения мономера из поверхностных слоев и снижается коэффициент теплопередачи и тем самым скорость прогрева изделий и скорость полимеризации мономера в теле бетона. Кроме того, при полимеризации в газовых средах необходимо соблюдать особые меры предосторожности, чтобы избежать опасности взрыва. Поэтому в качестве газовых сред используются инертные газы, а в некоторых случаях водяной пар. При применении водяного пара, особо насыщенного парами мономера, улучшаются условия теплообмена, скорость полимеризации и уменьшается опасность испарения мономера из поверхности слоев бетона.
Полимеризация под пленкой производится при обработке одной из поверхностей изделий. Для пропитки и полимеризации применяют герметичные камеры, размеры которых позволяют помещать одно или несколько изделий.
6. Указать возможные пути экономии цемента при производстве изделий из бетонополимеров.
При изготовлении бетона для бетонополимерных изделий в ряде случаев можно уменьшить расход цемента, заменив его тонкомолотыми добавками. При этом целесообразно подбирать такие добавки, которые заметно не увеличивали бы пористость бетона, чтобы не вызывать перерасхода полимера.
В этом случае эффективно использование золы и тонкомолотых отходов камнедробления. Замена до 50% цемента золой мало влияет на прочность бетонополимера. Зола имеет большое количество тонких капилляров и обеспечивает создание более дисперсной и вместе с тем более связной, лучше пронизывающей все тело бетона сетки полимерных нитей, что способствует получению прочных и особо плотных бетонополимеров.
Бетонополимеры с золой имеют прочность 140-160 МПА Путем обработки полимером различных видов бетона можно получить самые разнообразные бетонополимеры.
7. Обосновать и выбрать оборудование для производства изделий из бетонополимеров.
Оборудование для производства бетонополимеров следует выбирать исходя из массивности изделия. Оборудование для производства бетонного изделия не меняется, т.е. так же используются стандартные бетономешалки, бетоноукладчики, формовочное оборудование, камеры ТВО. Для производства бетонополимеров наиболее целесообразно применять следующее оборудование:
а. Для производства крупногабаритных изделий. Для сушки наиболее целесообразно применять сушилки, предназначенные на группу изделий (около 10 шт.). Сушила представляют собой тупиковую камеру туннельного типа, длина камеры 1 или 2 длины изделия.
Оборудование для нанесения мономера рассчитывается на одно изделие. С последующей полимеризацией в этом же оборудовании (камере), так же в этой камере производится вакуумирование изделия.
б. Для производства мелкоштучных изделий наиболее целесообразно применять конвейерную линию, которая обеспечит высокую производительность.
Так для тротуарной плитки предпочтительнее конвейер щелевого (туннельного) типа. По длине туннеля располагаются зоны сушки, пропитки мономером и полимеризации. Пропитка мономером может осуществляться методом окунания изделия в мономер.
Если производится реконструкция технологической конвейерной линии для производства бетонных тротуарных плит, то при реконструкции необходимо установить линии конвейерного типа для получения бетонополимеров.
8. Обосновать экономическую эффективность предлагаемой реконструкции технол. линии по производству тротуарных плит.
Экономический эффект от реконструкции технологической линии следующий:
а) Стоимость продукции возрастает значительно, это объясняется расходами на полимерные материалы, увеличением расходов на энергию. Относительно данные расходы можно снизить за счет замены части цемента на отходы (зола, шлак и т.д.). Но все равно стоимость бетонной плиты и бетонополимерной будут отличаться значительно.
б) Одновременно со стоимостью материала возрастают эксплуатационные характеристики (повышение прочности, долговечности, морозостойкости и т.п.). При чем рост стоимости и рост качества будут не пропорциональны (рост качества преобладает над ростом стоимости). Это позволит окупит все затраты.
9. Назвать основные мероприятия по охране труда и охране окружающей среды.
Многие жидкие мономеры, в частности стирол и метилметакрилат, являются легко испаряющимися веществами, поэтому процесс специальной обработки надо проводить таким образом, чтобы предотвратить испарение мономера из изделия или по возможности уменьшить потери мономера. Для этого обработку проводят в закрытых контейнерах, или заворачивают изделия, или покрывают их поверхность непроницаемыми пленками, или погружают в специальные жидкости.
При работе с органическими материалами рабочие обязаны работать в противогазах. Помещения с камерами пропитки должны отделяться от основного производства и должны вентилироваться.
Рабочие при работе с органическими смолами экипируются специальной одеждой.
Охрана окружающей среды.
Для охраны окружающей среды необходимо удаляемый воздух, пар, газ из камер пропитки и полимеризации пропускать через аппараты нетрализирующие вредные воздействия газов.Техника безопасности при производстве бетонополимеров точно такая же, как при производстве железобетонных изделий.
Экзаменационный билет № 17
Обосновать возможность перехода с производства стеновых блоков на выпуск однослойных стеновых панелей для жилищного строительства при реконструкции завода в Армении 1. Дать технико-экономическое обоснование использования местных пористых заполнителей 2. Каковы способы декоративной отделки наружных панелей? 3. Изложить принципы определения состава лёгкого бетона на пористых заполнителях 4, Обосновать использование химических добавок для улучшения бетонных смесей и бетонов 5. Показать возможные способы производства однослойвых стеновых панелей и дать описание наиболее перспективной технологической линии 6. Обосновать выбор механического оборудования для приготовления, укладки и уплотнения бетонной смеси 7. Описать работу конвейера отделки и комплектации наружных стеновых панелей 8. Показать технико-экономическую эффективность применения лёгких бетонов в ограждающих конструкциях с использованием местных природных пористых заполнителей
1. Дать технико-экономическое обоснование использования местных пористых заполнителей.
Для изготовления легких Б (ЛБ) применяются природные и искусственные ПЗ.В Армении находятся огромные запасы природных ПЗ. Природные ПЗ являются самыми дешевыми. Технико-экономические расчеты показывают, что эти З целесообразно использовать не только в районах добычи, но и перевозить на сравнительно большие расстояния. Использование местных пористых заполнителей позволит снизить стоимость изготовляемых конструкции с одновременным ее облегчением. Так же это позволит сократить толщину ограждающей конструкции. Для Армении характерны следующие местные пористые заполнители – это в основном вулканические горные породы
а)пемза – вулканическая порода, образовавшаяся из стекловидной вспученной лавы. Плотность пемзы колеблется в широких пределах от 300 до 900 кг/м3.
При использовании пемзы можно получать бетоны с = 500 – 1400 кг/м3.
б) Вулканический шлак с =950 – 1100 кг/м3– пористые породы, состоящие из вулканического стекла основного, а иногда среднего состава,
в) Вулканический пепел с =500 – 1300 кг/м3 рыхлая тонкообломочная порода с размером частиц менее 1 мм, образовавшаяся из вулканического стекла,
г) Вулканический туф- пористые вулканические породы, образовавшиеся из мелкого обломочного материала, сцементировавшегося в результате спекания частиц под действием высоких t. По химическому составу туфы относятся к кислым и средним породам,
д) Перлит- вулканическая стеклообразная горная порода, содержащая до 10% химически связанной воды. Из перлита получают вспученный перлитовый П и Щ. Перлит используется во вспученном состоянии. Для вспучивания перлита необходимо иметь печь (типа «УралНИИстромпроект»; печь по обжигу в кипящем слое).Плотность насыпная перлита (вспученного) 120- 500 кг/м3. При данной плотности можно получить бетоны с плотностью 1000 кг/м3.
2. Каковы способы декоративной отделки наружных панелей
К способам декоративной отделки относятся:
а) Отделка растворами. Осуществляется во время формования. Применяется при формовании «лицом вниз» и «лицом вверх».При формовании «лицом вниз» декоративный раствор наносится на дно формы, после чего идет укладка основной массы бетонной смеси. Перерыв между укладкой раствора и бетонной смеси должен быть не менее 1,5 часов. Декоративные растворы изготавливаются с применением пигментов, типа железно-окисных (желтый, красный, черный).
б) Отделка декоративными заполнителями.
Данная отделка является наиболее дешевой. В качестве отделочного материала применяется мытый фракционированный щебень и гравий.
Данный способ отделки можно производить при формовании «лицом вверх» и «вниз».
в) Отделка цветными бетонами .
Способ отделки точно такой же, как при отделке растворами.
Для придания цвета применяют пигменты железо-окисные и т.п. (до 15 % от массы цемента), а так же анилиновые (0,3 % от массы цемента). Наиболее долговечными (цветоустойчивыми) являются железо-окисные пигменты.
г) Отделка обнажением крупного заполнителя.
Осуществляется двумя способами:
Смывкой с поверхности крупного заполнителя цементно-песчаного раствора распыленной водой после формования. А также смывание с поверхности раствора после тепловой обработки.
д) Отделка под «шубу».
Осуществляется путем воздействия сжатого воздуха на свежее отформованное изделие.
е) Отделка плитками.
Осуществляется при формовании «лицом вниз» и «вверх».
Используются мелкие плитки (коврики) и крупные плитки (устанавливаемые в шаблоны).После укладки плиток наносится раствор, после чего укладывается бетонная смесь.
3.Изложить принципы определения состава легкого бетона на пористых заполнителях.
Подбор состава ЛБ состоит в том, чтобы из данных материалов приготовить Б с заданными свойствами при наименьших расходах материалов.
По сравнению с подбором состава тяжелого Б задача подбора состава ЛБ усложняется, так как в этом случае помимо определенной R необходимо получить заданную ρ Б. При подборе состава ЛБ обычно стремятся максимально снизить его ρ, чтобы улучшить теплотехнические свойства Б, а также снизить массу конструкций.
В ЛБ путем расчета невозможно установить истинное В/Ц и требуемую виброукладываемость. Это связано с тем, что ПЗ имеют сильно развитую поверхность, обладают значительным водопоглощением и отсасывают из ЦТ неопределенный объем воды в период перемешивания и укладки БС. Внутреннее трение м/у частицами БС, обусловленное характером поверхности ПЗ, препятствует компактной укладке БС.
Все эти обстоятельства приводят к тому, что состав ЛБ подбирают только опытным путем, изготовляя пробные замесы и определяя зависимость между R Б и расходом Ц при сохранении заданной ρ. При изготовлении образцов из пробных замесов устанавливают фактический расход всех материалов на 1 м3 уплотненного Б, а после испытаний контрольных образцов выбирают состав, при котором БС обладает наилучшей удобоукладываемостью, а Б - заданными R и ρ при наименьшем расходе Ц. Этот состав является рабочим, и его передают в производство.
Подбор состава легких бетонов наиболее целесообразно производить расчетно-экспериментальным методом, который состоит из следующих этапов: 1) выбор предельной крупности заполнителя; 2) назначение зернового состава заполнителей; 3) определение расхода вяжущего и добавок для опытных замесов; 4) определение оптимального количества воды для выбранных расходов вяжущего и принятых параметрах уплотнения смеси; 5) установление зависимости между расходом вяжущего и прочностью бетона при заданных условиях его уплотнения и твердения; 6)расчет производственного состава бетона.
4.Обосновать использование химических добавок для улучшения бетонных смесей и бетонов.
В качестве добавок применяются воздухововлекающие и пенообразующие, а также газообразующие добавки для поризации цементного камня. Данные добавки позволяют снизить плотность цементного камня и бетона в целом.
Пластифицирующие добавки вводятся для повышения прочности и уменьшения воды затворения. Так же можно обрабатывать раствором добавки (СНВ и т.п.) заполнители для снижения водопотребности.
5.Показать возможные способы производства однослойных стеновых панелей и дать описание наиболее перспективной технологической линии.
Для производства однослойных стеновых панелей можно применять следующие технологические линии:
а) поточно-агрегатную;
б) конвейерную;
в) кассетную;
г) кассетно-конвейерную.
Наиболее перспективной технологической линией является кассетно-конвейерная линия. Данная линия представляет собой 4 формовочных поста, на которых изготавливаются изделия Формование изделий осуществляется с помощью перемещаемого наклонного бетонораздатчика. После формования и первичной тепловой обработки изделия через передаточную тележку подается в туннельную камеру, из которой перемещается на технологические посты :пост распалубки, чистки и смазки , установки армокаркасов и пост предварительного разогрева форм.

1-пост формования; 5-пост чистки
2-передаточный мост; 6-пост смазки;
3-туннельная камера; 7-пост установки арматурного каркаса и пустотообразователей;
4-пост распалубки; 8-пост предварительного разогрева форм; 9-пост переналадки форм.
6.Обосновать выбор механического оборудования для приготовления, укладки и уплотнения бетонной смеси.
Технология изготовления изделий из ЛБ принципиально не отличается от производства изделий из тяжелых Б. Однако имеется ряд особенностей, связанных с различием в свойствах исходных материалов и БС. Приготовление легкобетонной смеси состоит из подготовки составляющих (домол Ц, подогрев воды и З в зимнее время), дозирования и перемешивания материалов в бетоносмесителях.
ИПЗ дозируют по объему с помощью объемно-весовых дозаторов. В них взвешивают определенный объем ИПЗ, а затем по этому показателю дозируются остальные компоненты БС. Помимо объемно-весовых дозаторов применяют дозаторы-питатели, которые работают с цикличными смесителями и со смесителями непрерывного действия. Их преимущество - это синхронность подачи всех материалов в заданной пропорции. Легкобетонные смеси перемешиваются только в агрегатах принудительного перемешивания, так как в бетоносмесителях гравитационного действия не удается получить однородные легкобетонные смеси. В бетоносмесителях принудительного перемешивания не должно происходить разрушения зерен пористых заполнителей, так как это может изменить гранулометрию заполнителя и характеристику бетона.
Укладка бетонной смеси по технологии, описанной выше, осуществляется при помощи наклонного бетонораздатчика. Транспортировка бетонной смеси до бетонораздатчика, осуществляется при помощи ленточного конвейера.Уплотнение бетонной смеси осуществляется при помощи виброплощадки или вибраторов, позволяющих уплотнять бетонную смесь в кассетной форме. Вибраторы устанавливаются на посту формования и обеспечивают равномерно распределенную амплитуду по всей форме-кассете. Данный тип уплотнения позволит обеспечить однородность качества по всему объему изделия. В связи с малой ρ зерен ПЗ и повышенным значением трения м/у ними этот процесс имеет ряд особенностей. Для качественного уплотнения требуется большая амплитуда колебаний (порядка 0,35…0,75 мм), а также увеличение длительности вибрации. Для повышения эффективности вибрации и предотвращения расслоения легкобетонных смесей рекомендуется применять пригруз до 0,5…0,75 Па. Заслуживает внимание метод вакуумирования, который м.б. применён при укладке подвижной бетонной смеси без интенсивной вибрации. Главные достоинства вакуумирования – это повышение структурной R и снижение водосодержания отформованного Б, повышение R после ТО.
7.Описать работу конвейера отделки и комплектации наружных стеновых панелей.
Комплектацию наружных стеновых панелей осуществляют на специализированных постах конвейерной линии для окончательной отделки. Для того чтобы обработку панели можно было вести одновременно с двух сторон, панель располагают на конвейере в вертикальном положении. Конвейеры могут быть с подвесной панели. Изделия при этом подвешиваются за петли или за петли с установкой на тележку конвейера отделки. Линия отделки наружных стеновых панелей включает 7 постов. Скорость перемещения 0,15 м/с , ритм пульсирующий.
1.На первом посту осуществляется установка панели, заделка раковин и сколов.
2.С внешней стороны - мойка, если существуют «плитки» или затирки; с внутренней стороны - затирка.
3.Установка и крепление дверных и оконных блоков.
4.Установка подоконников и заделка.
5.Сушка панели.
6.С внутренней стороны (как и с внешней) грунтовка под окраску.
7.Контроль и съем.
Аналогично с операциями, выполняемыми на постах с внутренней стороны наружных панелей, на первых 4 постах с фасадной стороны дополнительно производят местный ремонт и устранение поверхностных дефектов, очистку поверхности, мойку плиток, установку и укрепление дверных и оконных блоков с остеклением и установкой металлических сливов под окнами.
8.Показать технико-экономическую эффективность применения легких бетонов в ограждающих конструкциях с использованием местных природных пористых заполнителей.
При уменьшении массы Б на каждые 10% стоимость конструкции снижается примерно на 3%. Применение ЛБ дает возможность на 30…40% снизить массу зданий, примерно на 20% сократить трудоемкость их возведения, на 30…40% уменьшить транспортные расходы, не мене чем на 6…10% снизить общую стоимость строительства. Также позволяет снизить затраты на установку и доставку панелей, уменьшить толщину ограждающей конструкции.
Применение местных заполнителей позволяет снизить стоимость изделия, т. к. природные ПЗ являются самыми дешевыми. Кроме этого появляется возможность контролировать свойства заполнителя при изготовлении и добыче.
Экзаменационный билет № 18
Произвести реконструкцию технологической линии по производству крупных стеновых блоков из керамзитобетона по поточно-агрегатной технологии с переводом её на производство стеновых панелей для внутренних несущих стен с использованием кассетной технологии. 1. Перечислить требования. предъявляемые к бетонным смесям, используемым в кассетной технологии 2. Указать способы повышения подвижности бетонных смесей 3. Объяснить особенности определения состава бетона с пластифицирующими добавками 4. Каковы особенности приготовления и транспортирования бетонных смесей высокой подвижности? 5. Указать достоинства и недостатки кассетного способа производства железобетонных изделий б. Каковы особенности тепловлажностной обработки при изготовлении изделий из литых бетонных смесей? 7. Указать элементы контроля качества изделий 8. За счёт чего достигается экономическая эффективность использования кассетной технологии?
1. Перечислить требования, предъявляемые к бетонным смесям, используемым в кассетной технологии.
Характерной особенностью кассетной технологии является вертикальное формование изделий в стационарных установках (кассетах), состоящих из нескольких металлических отсеков. Вертикальные виброформы имеют более сложную конструкцию по сравнению с горизонтальными, в них вместо одной основной формующей плоскости имеется, по меньшей мере две. Формование изделий сложного профиля и густоармированных в вертикальных формах затрудняет получение однородной структуры Б по всему сечению и площади. Т. о. кассетная технология требует применения БС с хорошей удобоукладываемостью, т. е. более подвижных БС (П4,П5) и в частности литых (П5) у которых осадка конуса 21 см и более. Чем выше подвижность БС, тем лучше она перемешивается, транспортируется, укладывается в форму и уплотняется. Высокоподвижные и литые БС имеют повышенное содержание ЦТ, которое на прямую связано с однородностью и связностью БС. Отсюда можно сделать вывод, что к БС дополнительно предъявляются высокие требования по однородности и связности, которые в свою очередь влияют на расслаиваемость и водоотделение. Чтобы свести к минимуму эти факторы необходимо более тщательно подбирать составы БС, а также вводить в их состав добавки ПАВ (пластификаторов, суперпластификаторов) и предусмотреть мероприятия обеспечивающие нерасслаиваемость БС.
Т.о. к бетонной смеси предъявляют определенные требования:
- бетонная смесь должна быть определенного состава, установленного нормативными документами; кр. заполн.≤20 мм;
- в кассетной технологии следует применять литые бетонные смеси;
- бетонная смесь должна быть высокоподвижной;
- смесь должна быть однородной по составу, обладать определенной плотностью.
2. Указать способы повышения подвижности бетонной смеси.
Цементное тесто придает бетонной смеси связанность, способность растекаться и плотно заполнять форму. Чем выше содержание цементного теста, чем более жидкой является его консистенция, тем больше подвижность бетонной смеси. Введение в цементное тесто заполнителя уменьшает подвижность смеси, причем тем больше, чем выше содержание заполнителя и его удельная поверхность.
При изменении расхода цемента в бетоне от 200 до 400 кг/м3 при постоянном расходе воды, изменения подвижности бетонной смеси очень малы и практически их можно не учитывать, принимая подвижность постоянной.
Подвижность смеси изменяется только при изменении расхода воды (закон постоянной водопотребности). Это объясняется тем, что увеличение содержания цемента в бетонной смеси увеличивает толщину обмазки зерен заполнителя цементным тестом. Однако при этом уменьшается отношение В/Ц (при постоянном расходе воды), т. е. цементное тесто становится менее подвижным. Одновременно влияние этих факторов, один из которых должен был бы увеличивать, а второй - уменьшать консистенцию бетонной смеси, суммируется таким образом, что изменение расхода цемента в указанных пределах не влияет на подвижность бетонной смеси.
С увеличением содержания цементного теста при постоянном В/Ц или с уменьшением количества заполнителя, подвижность бетонной смеси увеличивается, а прочность остается практически неизменной. Если цементное тесто взять только в количестве, необходимом только для заполнения пустот между заполнителями, то бетонная смесь получается жесткой, неудобоукладываемой.
Для того чтобы смесь стала подвижной, следует не только заполнить пустоты, но и раздвинуть зерна заполнителя прослойками из цементного теста. На подвижность бетонной смеси влияют свойства цемента. Применение цемента с более высокой нормальной густотой уменьшает подвижность бетонной смеси (при постоянном расходе воды). Бетонные смеси, содержащие пуццолановый портландцемент с активной кремнеземистой добавкой, особенно осадочного происхождения (трепелы, диатомиты), при одном и том расходе воды имеют значительно меньшую осадку конуса, чем смеси с обычным портландцементом.
С повышенным содержанием воды подвижность бетонной смеси увеличивается (но если расход цемента постоянный, то уменьшается прочность бетона). Изменение содержания воды – главный фактор, с помощью которого изменяют консистенцию бетонной смеси. Подвижность зависит от крупности зерен заполнителя. С увеличением крупности зерен их суммарная поверхность уменьшается, снижается их влияние на цементное тесто, следовательно, увеличивается подвижность бетонной смеси. Пыль, глинистые и другие загрязняющие примеси обычно снижают подвижность жирной бетонной смеси.
Подвижность зависит от соотношения между песком и щебнем. Наилучшая подвижность достигается при оптимальном соотношении, при котором толщина прослойки цементного теста максимальна. При содержании песка в смеси заполнителей сверх этого значения бетонной смеси делается менее подвижной, что объясняется увеличением площади поверхности смеси заполнителей.
Повышение подвижности, или снижения водопотребности бетонной смеси, или уменьшения расхода цемента может быть достигнуто применением пластифицирующих добавок(сульфито-дрожжевые бражки), еще более эффективно действие суперпластификаторов( С3)
Подвижность бетонной смеси с течением времени постепенно уменьшается вследствии физико-химического взаимодействия цемента и воды.
3. Объяснить особенности определения состава бетона с пластифицирующими добавками.
Определение состава Б в этом случае производят на основе единой методики, с учетом влияния добавок на основные зависимости «состав-свойство», используемые в расчетах.
Эффективным регулятором подвижности бетонной смеси являются добавки пластификаторов и суперпластификаторов: сульфатно-дрожжевая бражка, УПБ, СНВ, СДО, СПД, модифицированные лигносульфонаты и добавки на их основе, добавки на основе поликарбоксилатов и др. Введение добавок позволяет энергично повысить подвижность бетонной смеси и уменьшить ее водопотребность, тем самым позволяя приготовлять бетонную смесь равной подвижности при уменьшенном расходе воды и цемента.
При дозировке пластифицирующих добавок учитывается вид Ц, а при выборе дозировки воздухововлекающей добавки – расход Ц.Определение состава производится в следующей последовательности:
1. Определение водоудерживающей способности Ц, которую оценивают по критическому В/Ц отношению: (В/Ц)кр≈1,65НГ. Кроме того учитывается и величина истинного В/Ц: (В/Ц)ист≤(В/Ц)кр. Значимость данного фактора объясняется тем, что чем лучше водоудерживающая способность Ц, тем меньше расслаиваемость литой БС.
2. Первоначально заданное количество воды В корректируется по формуле: В1=ВК1, где В1- требуемое количество воды; К1 – коэффициент, отражающий снижение расхода воды. Определение коэффициента, учитывающего снижение расхода воды по формуле К1=(100-ΔВ)/100, где ΔВ – величина снижения водопотребности БС с добавкой.
3. Определение требуемого В/Ц отношения: В/Ц=(К2*А*Rц)/(Rб+0,5 К2* А*Rц), где А – коэф, учитывающие качество исходных материалов; Rц- активность Ц, МПа; Rб- марка Б; К2 – поправочный коэф. изменения прочности бетона при влиянии добавки.
4. Определение расхода раствора добавки. Расход раствора добавки повышенной концентрации определяется по формуле:
А=(Ц*С)/(К*П), где Ц – расход Ц на объем БС; С – дозировка добавки в % от массы сухого Ц; К – концентрация раствора добавки; П – ρ раствора добавки при t=20оС.
5. Определение количества воды, вводимого с раствором добавки: В2=В1-АП(1-0,01К).
6. Определение расчетной средней ρ уплотненной БС:
ρб.с.=(Ц+В+П+Щ+Д)/1 м3, где Д – расход сухой добавки, кг.
Расчет расхода крупного и мелкого З, а также вяжущего и воды производится по стандартной схеме расчета состава Б.
Введение добавок позволяет энергично повысить подвижность бетонной смеси и уменьшить ее водопотребность, тем самым, позволяя приготовлять бетонную смесь равной подвижности при уменьшенном расходе воды и цемента.
В жестких бетонных смесях эффективность действия пластификаторов и суперпластификаторов уменьшается, так как количество воды оказывается недостаточным для обеспечения их действия. На производстве обычно требуется, чтобы подвижность бетонной смеси находилась в определенных пределах.
4. Каковы особенности приготовления и транспортирования бетонной смеси высокой подвижности.
Приготовление бетонной смеси включает подготовку материалов, их дозирование и перемешивание бетонной смеси. Подготовка материалов осуществляется, как и для обычных бетонных смесей: дробление заполнителей, удаление загрязняющих примесей и т. д. Дозирование материалов осуществляется весовыми дозаторами, т. е. дозирование материалов по массе.
Высокоподвижные бетонные смеси должны приготавливаться с применением добавок пластификаторов и суперпластификаторов. Поэтому для них требуется дополнительное оборудование: специальные емкости, снабженные системой трубопроводов для перемещения раствора сжатым воздухом, а при необходимости, паровыми регистрами - для подогрева. После приготовления добавки подают в расходную емкость, снабженную датчиком уровня и, по мере необходимости, через дозатор – в бетоносмеситель. Значительное влияние на расслаиваемость БС оказывает непосредственное приготовление смеси, а именно однородность и равномерность перемешивания компонентов смеси. Подвижные и литые смеси легче перемешивать, чем жесткие, поэтому для качественного перемешивания компонентов бетона лучше использовать смесители свободного падения (гравитационные). При этом продолжительность перемешивания напрямую зависит от подвижности БС и от вместимости бетоносмесителя.
Для перемешивания высокоподвижных бетонных смесей используют гравитационные бетоносмесители или бетоносмесители принудительного действия. В процессе перемешивания материалы должны равномерно распределяться по всему объему, зерна цемента и заполнителя смачиваются водой, в результате получается однородная масса, свойства которой в любом месте объема одинаковы. Вид бетоносмесителя выбираем в зависимости от вида заполнителя Большое влияние на качество высокоподвижной бетонной смеси оказывает продолжительность ее перемешивания – должна быть в соответствии с нормами.
Поскольку литые БС обладает ОК>16 см, то обычные бункера не подходят для ее транспортирования. Необходимо использовать пневматические бетононасосы и пневмотранспорт, которые обеспечивают подачу БС по трубам на расстояние до 250 м от БСЦ к постам укладки, при этом высота падения БС должна быть не более 1,5 м;
Можно применять комбинированные способы – доставка пневмотранспортом, а затем вдоль линии кассет бетоноукладчиками с бункерами большой ёмкости. При транспортировании БС по бетоноводу наибольшую крупность З устанавливают в зависимости от его внутреннего диаметра. Для Г она д. б. не более 0,4 диам. трубопровода, для Щ – не более 1/3.
5. Указать достоинства и недостатки кассетного способа производства ЖБИ.
Достоинства:
- рациональное использование площади цехов, так как изделия формуются вертикально, соответственно сокращается длительность производственного цикла и количество оборудования.;
- правильная форма, точные размеры и хорошее качество поверхности изделия;
- такой способ увеличивает производительность;
- обеспечение всех технологических операций комплексной механизацией и автоматизацией.
- позволяет сократить время тепловой обработки за счет применения жестких режимов тепловой обработки.
Кроме того, поскольку панели изготовляются и транспортируются в вертикальном положении, то отпадает необходимость в дополнительном армировании, связанном с монтажными работами; изделия можно транспортировать с распалубочной прочностью (около 50% проектной), при этом добор прочности до отпускной может протекать в камерах дозревания и в теплых складах. Этот способ обеспечивает более высокую производительность труда на изготовление и отделку изделий, требует меньшего расхода пара и электроэнергии
Недостатки:
- требует применение более подвижных бетонных смесей;
- при нерациональном уплотнении бетонной смеси не обеспечивается однородность бетона по прочности;
- перерасход цемента;
- металлоемкость форм;
- тяжелые условия труда рабочих;
- высокая оборачиваемость кассетных машин и кобор = 1,2.
6. Каковы особенности тепловлажностной обработки при изготовлении изделий из литых бетонных смесей.
В большинстве случаев изготовление изделий из литых БС осуществляется в кассетных формах. Выбор режима ТВО производится в соответствии с особенностями данной технологии. В данном случае рекомендуется двухстадийная ТО. Продолжительность 1 стадии 5 ч, в том числе 4 ч – подъём t до 75…80оС и 1 ч – выдержка при отключенном паре. ТО проходит в кассетах до достижения распалубочной прочности 50 % марочной прочности Б. Затем изделия подвергаются распалубке. Распалубленные изделия переносятся в камеры дозревания для выдержки до набора величины отпускной прочности при t 60…70оС. Продолжительность 2 стадии 6 ч. ТВО осуществляется в кассетных формах, является достаточно эффективной за счет того, отформованное изделие маленькую открытую поверхность, поэтому допускается высокая скорость подъёма t – 60...70 ºС/ч. Для изделий находящихся в герметичных формах (кассетах) препятствующих температурному расширению предварительная выдержка не требуется, но для Б из подвижных и литых смесей рекомендуется выдержка в течении 3-6 ч. Для снижения потерь верхний торец изделия укрывают утепленными крышками. Теплоноситель рекомендуется подавать через нижние перфорированные трубы, т.к. в таком случае снижается перепад температур по высоте. В случае подачи пара сверху перепады температур достигают 30…40оС, что отрицательно сказывается на технических характеристиках изделия. В частности, возникает неравномерность распределения прочности в изделии; вероятность появления дефектов в структуре Б, что может привести к риску аварий в эксплуатационный период. Поэтому для повышения однородности теплового поля и ускорения ТО применяют эжекторную подачу пара, т.е. схему отсоса воздуха и паровоздушной смеси, и циркуляции воздуха. Следует также отметить, что для каждого отдельного случая режим ТВО подбирается индивидуально, согласно используемому Ц (показатель активности при пропаривании), конфигурации и технических требований к изделию.
Тепловлажностная обработка изделий из литых бетонных смесей должна осуществляться по более мягкому режиму. Следует осуществлять медленный подъем температуры ≈ 30ºС/час. Изотермическая выдержка проходит при температуре 80ºС и влажности не более 80%, что влечет за собой более интенсивное испарение влаги. Охлаждение также как и подъем осуществляется при 30ºС/час, а при нормируемой морозостойкости - 20ºС/час. Необходимо следить и за перепадом температур между температурой изделия и температурой воздуха в цехе (≤40ºС). Если изделия проходят тепловлажностную обработку в кассетной установке, то можно предусмотреть предварительный прогрев бетонной смеси для удаления части влаги.
7. Указать элементы контроля качества изделий.
На заводах сборного ЖБИ должен быть многоступенчатый контроль на всех этапах производственного процесса. Должны контролироваться такие параметры, как:
- геометрические параметры (линейные размеры, наличие трещин); положение арм. Элементов (на этапе армирования)
- физические параметры (плотность изделия, теплопроводность);
- механические параметры (прочность, трещиностойкость, коррозионная стойкость, жесткость конструкции);
- химические параметры (стойкость бетона к химическим элементам).
На каждую партию контролируют: отпускную, передаточную и требуемую прочность, влажность.
8. За счет чего достигается экономическая эффективность использования кассетной технологии.
Экономическая эффективность при использовании кассетной технологии достигается за счет применения вертикальных стационарных форм (кассет), т.е. экономия за счет рационального использования площади цехов. Формование изделий в кассетах производят комплексная бригада рабочих или специализированные звенья. Это позволяет достичь съёма продукции с 1 м3 площади участка, занятого кассетными формами, при двухкратном обороте в сутки до 80 м3/год, при этом достигается высокая оборачиваемость кассетных машин (Кобор для 14-ти кассетной установки равен 1,4).
Также возможно увеличение интенсификации труда при переводе кассетных установок на непрерывный режим работы. Такой перевод позволяет увеличить их производительность в 2 раза, а также механизировать процессы формования, транспортирования, сборки и чистки форм. Конвейерный метод производства позволяет добиться комплексной механизации и автоматизации технологических процессов изготовления изделий, значительного повышения производительности труда и увеличения выпуска готовой продукции при наиболее полном и эффективном использовании технологического оборудования. Применение этого метода рационально при массовом выпуске изделий по ограниченной номенклатуре с минимальным числом типоразмеров.
Экзаменационный билет № 19
Необходимо реконструировать агрегатно-поточную линию однослойных наружных стеновых панелей из лёгкого бетона на пористых заполнителях. 1. Какую наиболее передовую технологию можно выбрать и какими технико-экономическими показателями её можно охарактеризовать? 2. Какие требования предъявляются к заполнителям для лёгкого бетона? 3. Указать мероприятия по снижению средней плотности лёгкого бетона 4. Указать особенности определения состава лёгкого бетона на пористых заполнителях 5. Указать основные технологические переделы и оборудование, принятые для данной технологии б. Объяснить, каким образом при реконструкции линии можно использовать старое оборудование? 7. Выбрать камеры и указать особенности режима тепловлажностной обработки для принятой технологии 8. Указать мероприятия по повышению качества и долговечности легкобетонных панелей
1. Какую наиболее передовую технологию можно выбрать и какими технико-экономическими показателями ее можно охарактеризовать.
Изделия для жилищно-гражданского строительства в основном изготовляют на поточно-агрегатных, конвейерных, и кассетных технологических линиях. Для изготовления сплошных плитных конструкций наибольшее распространение получили кассетные технологические линии. Дальнейшее развитие кассетного производства идет в направлении кассетно-конвейерных линий. Наиболее выгодно изготовлять изделия для наружных стен по кассетно-конвейерной технологии. Хорошо зарекомендовавшей кассетно-конвейерной линией является линия с продольным перемещением форм-вагонеток. Со специальными стационарными формовочными постами, где осуществляется формование с последующей непродолжительной тепловой обработкой в течение 1…2 ч. После этого происходит частичная распалубка и изделия перемещаются в камеру вторичной тепловой обработки.
Кассетно-конвейерная линия характеризуется следующими показателями:
- Годовая производительность – 20…30 тыс. м3;
- Максимальный габарит изделий – 5,6*3,6*0,16 м;
- Трудозатраты; - Металлоемкость; - Скорость конвейера; - Количество рабочих; - Расход электроэнергии;
- Расход пара.
2. Какие требования предъявляются к заполнителям для легкого бетона.
Для изготовления легких бетонов в основном используются пористые заполнители, основные требования предъявляются для пористого заполнителя. Пористые заполнители бывают природные и искусственные. Природные заполнители получают путем дробления горных пород, например вулканического туфа, пемзы, известняка-ракушечника. Это самые дешевые заполнители, получаемые без участия термической обработки. Шлаковая пемза тоже недорога, получают ее путем вспучивания доменных шлаков. Более распространены искусственные пористые заполнители, получаемые путем механической или термической обработки силикатного сырья.
Их подразделяются на специально изготовленные и полученные из отходов промышленности. К спец. изготовленным ПЗ относят керамзитовый гравий и песок, аглопорит, вспученный перлит и вермикулит, шлаковую пемзу, зольный гравий. Из отходов промышленности используются топливные шлаки и золы.
Пористые естественные и искусственные заполнители, обладай малой плотностью, уменьшают плотность легкого бетона, улучшают его теплотехнические свойства.
К пористым заполнителям предъявляют требования по устойчивости против распада (силикатного, железистого и др.), потере в массе при прокаливании, морозостойкости, влажности и др. показателям.
Например, песок керамзитовый формы. Исходный материал (керамзитовый гравий несортный, а также спёки), подвергаемый дроблению на керамзитовый песок, должен удовлетворять следующим требованиям: морозостойкость керамзита - не менее 15 циклов; потеря массы керамзита при кипячении - не более 5%.
В качестве мелкого заполнителя при приготовлении легкого бетона используют:
для теплоизоляционного бетона - пористые П; для конструкционно-теплоизоляционного бетона - пористые П, золы-уноса ТЭС, золошлаковые смеси; для конструкционного бетона - пористые, природные П или их смеси.
3. Указать мероприятия по снижению средней плотности легкого бетона.
Известно, что объемная масса легкого бетона намного больше объемной массы пористого заполнителя, на котором он изготовлен, поэтому объемную массу стремятся уменьшить за счет рационального подбора состава бетона. Зерновой состав заполнителей оказывает большое влияние на свойства легкого бетона. Наименьшую объемную массу легкого бетона получают при наибольшем насыщении пористым заполнителем, которое достигается при правильном выбранном соотношении мелких и крупных фракций заполнителя. Например, при применении фракции 20…40 мм, необходимо использовать следующие фракции: 2…4 мм и 0,2…0,4 мм.
Также снижение плотности бетона можно достичь путем поризации цементного камня при помощи воздухововлекающих, газообразующих и пенообразующих добавок (СНВ, алюминиевая пудра, гидролизованная кровь). Уменьшить плотность легких бетонов можно путем образования в цементном камне мелких замкнутых пор. Для поризации цементного камня, являющегося самой тяжелой составной частью легкого бетона, используют небольшие количества пенообразующих или газообразующих веществ.
4. Указать особенности определения состава легкого бетона на пористых заполнителях.
Подбор состава легкого бетона состоит в том, чтобы из данных материалов приготовить бетон с заданными свойствами при наименьших расходах материалов. При определении состава ЛБ на ПЗ приходится учитывать три особенности влияния З на R Б:
1. R ЛБ зависит от В/Ц, так как оно определяет свойства ЦК, скрепляющего все составляющие Б в единый монолит. Однако ПЗ вследствие особенностей своей структуры имеют невысокую R, обычно ниже R цементного раствора. Введение их в Б приводит к снижению его R по сравнению с обычным тяжелым Б на прочных плотных З, причем тем в большей степени, чем больше содержание З и меньше его ρ.
2. Крупный З позволяет получать Б только до определенной R, по достижении которой дальнейшее повышение R раствора, например за счет уменьшения В/Ц, не приводит к заметному повышению R Б. Дальнейшее повышение R раствора в этом случае экономически нецелесообразно, так как в равноподвижных БС оно достигается за счет увеличения расхода Ц, не приводя к существенному улучшению свойств Б. Для получения ЛБ равных марок следует так выбирать R З, чтобы обеспечивать рациональное использование Ц.
3. Существенное влияние на R ЛБ оказывает содержание в нем крупного ПЗ (объем ПЗ, содержащийся в 1 м3 Б). Влияние концентрации З зависит от соотношения его R и R раствора. Обычно при достаточно высокой R раствора в конструктивных ЛБ увеличение концентрации З приводит к уменьшению R Б. При малой разнице в R раствора и Б, например в конструктивно-теплоизоляционных ЛБ,
максимальная R достигается при определенной оптимальной концентрации З.
По сравнению с подбором состава тяжелого бетона задача подбора состава легкого бетона усложняется, так как в этом случае помимо определенной прочности необходимо получить заданную объемную массу бетона. При подборе состава легкого бетона обычно стремятся максимально снизить его объемную массу, чтобы улучшить теплотехнические свойства бетона, а также снизить массу конструкции.
В легком бетоне путем расчета невозможно установить истинное В/Ц и требуемую виброукладываемость. Это связано с тем, что пористые заполнители имеют сильно развитую поверхность, обладают значительным водопоглощением и отсасывают из цементного теста неопределенный объем воды в период перемешивания и укладки бетонной смеси. Все эти обстоятельства приводят к тому, что состав легкого бетона подбирают только опытным путем, изготовляя пробные замесы. При существующих методиках определения состава легкого бетона необходимо всегда производить пробные замесы.
5. Указать основные технологические переделы и оборудование, принятые для данной технологии.
Кассетно-конвейерная линия представляет собой 4 формовочных поста, на которых изготовляются изделия. Формование изделий осуществляется с помощью наклонного бетоноукладчика.
После формования и первичной тепловой обработки изделия частично распалубливаются и через передаточную тележку изделие подается в туннельную камеру, из которой перемещается на технологические посты (пост распалубки, чистки, смазки, армирования и предварительного разогрева форм).

1 – пост формования, обеспечивает выход отформованных изделий с циклом 20…25 мин. На посту формования используется виброплощадка для уплотнения бетонной смеси; 2 – передаточная тележка; 3 – туннельная камера; 4 – пост распалубки. Распалубку осуществляют механизировано при помощи пневмогайноверток; 5 – пост чистки. Чистка ведется металлическими щетками механизировано. Сразу после чистки производится частичная сборка формы; 6 – пост смазки. Смазку формы осуществляют механизировано при помощи удочек; 7 – пост армирования. Установка арматуры ведется с помощью манипулятора, так как в основном устанавливают каркас; 8 – пост предварительного разогрева форм. Разогрев осуществляется в камере; 9 – пост переналадки форм; 10 – наклонный бетоноукладчик.
6. Объяснить, каким образом при реконструкции можно использовать старое оборудование?
Так как поточно-агрегатная технология предусматривает формование изделий в горизонтальном положении, то использование форм, установок для уплотнения и укладки бетонной смеси применить в кассетно-конвейерной технологии невозможно. Так же это касается и камер тепловлажностной обработки (ямных камер). При этом возможно использование транспортных средств конвейера, если до этого была косвенная полуагрегатная технология. При реконструкции только возможно использование оборудования для приготовления бетонной смеси и ее транспортировки.
7. Выбрать камеры и указать особенности режима тепловой обработки для принятой технологии.
Для проведения тепловой обработки используется туннельная камера. Тепловая обработка изделий ведется в два этапа:
1.разогрев бетонной смеси и ее укладка;
2.тепловлажностная обработка в туннельной камере.
Разогрев бетонной смеси осуществляется в бетоноукладчике при пропускании электрического тока напряжением 380 В через бетонную смесь.
Как правило, при нагревании бетонной смеси различают несколько периодов:
1.простой разогрев до температуры 45ºС. В этот период происходит снижение плотности и наибольшее испарение воды τ = 5…6 мин;
2.период эффективного разогрева (τ = 10…15 мин). В этот период достигается минимальная плотность, температура 70ºС, потеря воды – 3…4%. При этом смесь незначительно теряет подвижность;
3.деструктивный разогрев до температуры 90ºС (τ = 10 мин). В этот период наблюдается резкое удаление влаги (10 и более %).
После предварительного разогрева в форме бетонную смесь укладывают в форму, разогретую до 70ºС.
После выдерживания на посту формования изделия частично распалубливаются и направляются в туннельную камеру. Температура в камере в зоне подачи изделия составляет около 70ºС.
Тепловая обработка ведется при пониженной влажности для того, чтобы происходило испарение влаги из бетона. Время тепловой обработки – 4…6 часов. Скорость остывания изделий не более 40ºС/ч. При выгрузке перепад температур между цехом и изделием не более 40ºС.
Скорость остывания изделий с нормируемой морозостойкостью не более 20ºС. После тепловой обработки и некоторой выдержки изделий в цехе отпускная влажность бетона должна быть 13% - для жилых зданий и 15% - для промышленных зданий.
Одним из новых эффективных способов ускорения твердения ЛБ является так называемое горячее формование, сущность которого заключается в том, что приготовленную легкобетонную смесь перед укладкой в формы подогревают в течение 5-15 мин в специальных бункерах, оборудованных электродами. Затем горячая смесь с t 80-95°С поступает в утепленные формы для укладки и уплотнения. Изделия выдерживают в формах 9-12 ч, где твердение происходит как за счет теплоты, полученной смесью при электроподогреве, так и за счет теплоты, выделяющейся при гидратации Ц.
8. Указать мероприятия по повышению качества и долговечности легкобетонных панелей.
Т. к. в качестве заполнителей в легких бетонах используются пористые заполниетели, то необходимо организовать рациональное хранение, исключающее их увлажнение, а также качественное дробление и сортировку заполнителей.
Обработка наружной поверхности изделия гидрофобными веществами, полимерами, а также окраска. Использование общей вибрации для получения изделий с большей однородностью по плотности и прочности. Использование предварительного разогрева, что позволяет повысить прочность, морозостойкость и снизить плотность. Применение добавок, позволяющих повысить прочность и понизить плотность (суперпластификаторы, воздухововлекающие, газообразующие, пенообразующие добавки).
Экзаменационный билет № 20
Осуществить перевод производства газобетонных блоков для сельского жилищного строительства на пенобетонные блоки 1. Какие изделия изготавливаются из пенобетона? 2. Перечислить основные требования, предъявляемые к изделиям из пенобетона 3. Охарактеризовать основные компоненты пенобетонной массы. Назвать основные виды пенообразователей 4. Объяснить особенности технологии пенобетонных изделий 5. Выбрать технологическое оборудование б. Выбрать тип тепловлажностной обработки пенобетонных изделий 7. Указать, как осуществляется контроль качества полученных изделий 8. Указать технико-экономическую эффективность производства пенобетона для стеновых блоков но сравнению с газобетоном.
1. Какие изделия изготавливаются из пенобетона.
Пенобетон - легкий ячеистый бетон, получаемый в результате твердения раствора, состоящего из цемента, песка и воды, а также пенообразователя. Из автоклавного пенобетона изготавливают стеновые камни, панели и блоки для жилых и общественных зданий с влажностью менее 60%, термоблоки , плиты перекрытий, теплоизоляционные изделия, кровельные плиты, звукопоглощающие плиты (силакпор). Монолитный пенобетон применяют преимущественно при заливке в опалубку прямо на строительном объекте как для возведения конструкций, так и для их утепления. Пенобетон и пеноблоки в основном применяется в строительстве несущих стен малоэтажных зданий, в качестве наружных и внутренних стен зданий при многоэтажном каркасном строительстве, а также в качестве эффективного утеплителя. Область применения пенобетона в кровлях практически не ограничена. Это устройство новых кровель и ремонт старых, как на промышленных предприятиях, так и на жилых домах. Нет ограничений по высоте кровель, по их объему, по их назначению и т.д. Утеплитель в традиционных кровлях при воздействии прямого огня или попадания искр от сварки и др. горит или тлеет. Пенобетон не горюч. Перечень работ, в которых можно использовать пенобетон, пеноблоки включает при этом в себя широчайший спектр операций:
заливка полов;
изоляция кровли и перекрытий;
заливка стеновых панелей;
изготовление плит перекрытий;
изготовление штучных блоков и плит;
противопожарная защита;
ремонтные и реставрационные работы;
использование пенобетона в качестве заполнителя пустот;
изготовление элементов;
приготовление сверхтекучих, способных к затвердеванию масс при консервации шахт, заполнения пустот и провалов и т.д.
2. Перечислить основные требования, предъявляемые к изделиям из пенобетона.
По назначению пенобетоны делятся на теплоизоляционные с плотностью в сухом состоянии 400 кг/м3 и менее, теплоизоляционно-конструкционные – 500…900кг/м3 и конструкционные – 900…1200 кг/м3.
Изделия из пенобетона должны быть соответствующей прочности (должны выдерживать высокую нагрузку) и низкой теплопроводности (для применения в качестве ТИМ, ограждений). R изделий из ПБ характеризуется классами от В0,5 до В15. Отпускная влажность теплоизоляционных плит из ПБ в зависимости от марки по ρ должна быть: М250-40%, М300-33%, М350-29%, М400-25%. Для уменьшения поглощения влаги из воздуха наружные поверхности изделий из ПБ необходимо покрывать спец. составами, растворами и др. Также изделия из ПБ должны обладать хорошей МРЗ. Для ПБ она изменяется от F15 до F100.
Предельные отклонения от размеров изделий высшей категории качества не должны превышать по длине и ширине ±3 мм, по толщине ±2 мм, изделий первой категории качества соответственно ±5 и ±4 мм. Изделия должны иметь правильную геометрическую форму. Отклонение от перпендикулярности граней и ребер не должно быть более 5 мм на каждый метр грани.
В изделиях не допускаются:
а) отбитости и притупленности углов и ребер длиной более 25 мм и глубиной более 7 мм -для изделий высшей категории качества и глубиной более 10 мм - для изделий первой категории качества;
б) искривление плоскости и ребер более 3 мм -для изделий высшей категории качества и более 5 мм -для изделий первой категории качества.
Но поскольку звукопоглощающие материалы одновременно являются строительными и архитектурными материалами, то они должны удовлетворять еще целому ряду требований по проектам пенобетонных домов. Со строительной точки зрения, необходимо, чтобы любой материал был огнестойким, обладал механической прочностью и наименьшей способностью поглощать влагу. Если гигроскопичность материала будет повышенной, это приведет к резкому изменению его внутреннего строения (структуры), а следовательно, к ухудшению звукопоглощающих качеств. Новый теплоизоляционный монолитный пенобетон с улучшенными звуко и теплозащитными свойствами удовлетворяет требованиям легкости и прочности. Ему присущи повышенная прочность на изгиб.
3. Охарактеризовать основные компоненты пенобетонной массы. Назвать основные виды пенообразователей.
Совокупность существенных признаков каждого из компонентов позволила получить монолитный пенобетон с новыми свойствами. Так, тонкомолотый металлургический шлак и стеарат натрия усилили гидратационную активность цемента и шлака, образовав большое количество гидросиликатов волокнистой структуры в строительстве дома пенобетон. Алюминиевая пудра с пенообразующей добавкой и химической добавкой способствовали образованию микропор. Наличие в пенобетоне трех видов пор (разной формы и размеров) приводит к затуханию звуковой волны в пенобетоне, тем самым увеличивая его звукозащитные свойства - проекты пенобетонных домов.
Пенобетон получают механическим путем, когда тесто, состоящее из вяжущего и воды, часто с добавкой мелкого песка, смешивают с отдельно приготовленной пеной или вводят пенообразователь непосредственно в специальный смеситель; при отвердевании получается пористый материал.
В качестве вяжущего компонента для пенобетона применяют: ПЦ; ШПЦ; известково-кремнеземистое, цементно-кремнеземистое, шлакощелочное и высокоосновное зольное вяжущее; молотый доменный и гранулированный шлак с активизаторами твердения. Кремнеземистый компонент: кварцевый или поливошпатовый пески, зола-унос ТЭС, кислые тонкодисперсные продукты обогащения руд.
Совокупность существенных признаков каждого из компонентов позволила получить монолитный пенобетон с новыми свойствами. Так, тонкомолотый металлургический шлак и стеарат натрия усилили гидратационную активность цемента и шлака, образовав большое количество гидросиликатов волокнистой структуры в строительстве дома пенобетон. Алюминиевая пудра с пенообразующей добавкой и химической добавкой способствовали образованию микропор. Наличие в пенобетоне трех видов пор (разной формы и размеров) приводит к затуханию звуковой волны в пенобетоне, тем самым увеличивая его звукозащитные свойства - проекты пенобетонных домов. Любой пенообразователь, производства пенобетона должен удовлетворять следующим требованиям: - постоянство свойств, независимо от партии Пенообразователь должен иметь одинаковые характеристики, независимо от партии и времени выпуска. В противном случае понадобится постоянная перенастройка технологического процесса производства или, если ее не делать, продукция будет получаться пониженного качества. -достаточный срок хранения Пенообразователь должен иметь срок хранения не меньше 1 года. Если срок хранения меньше, то придется покупать пенообразователь маленькими партиями и постоянно докупать новые. - малый расход Расход пенообразователя не должен превышать 1,5 литров на 1 куб.м. производимого пенобетона. - простота приготовления Пенообразователь не должен быть многокомпонентным. Увеличение количества составляющих усложняет процесс приготовления рабочего раствора пенообразователя и снижает точность дозирования составляющих. - высокая кратность и стойкость Кратность пенообразователя и стойкость пены - это основные физические свойства технической пены, которые характеризуют качество пенообразователя. Они зависят от вида пенообразователя, устройства приготовления пены, которые в значительной мере влияют на физико-механические свойства поризованного бетона. Кратность пенообразователя, должна быть не менее 10. Это необходимо для уменьшения отрицательного действия пенообразователей на гидратацию вяжущего. - соответствие санитарно-гигиеническим нормам Пенообразователи должны быть нетоксичны, невзрывоопасны и относится к 3, 4-ому классу малоопасных веществ, и отвечать санитарно- и радиационно-гигиеническим требованиям.
В качестве пенообразователей используют несколько видов ПАВ, способствующих получению устойчивой пены:
- Клееканифольный, приготовленный из мездрового или костного клея, канифоли и водного раствора едкого натра. Дает большой объем устойчивой пены при длительном взбивании эмульсии. Он несовместим с ускорителями твердения цемента кислотного характера, так как они вызывают свертывание клея;
- Смолосапониновый, приготовленный из мыльного корня и воды. Введение в него жидкого стекла в качестве стабилизатора, увеличивает стойкость пены;
- Алюмосульфатнонафтеновый получают из керосинового контакта, сернокислого глинозема и едкого натра;
- Пенообразователь ГК из гидролизованной банской крови марки по-6 и сернокислого железа. Его можно применять с ускорителями твердения.
Большое распространение получили органические пенообразователи, специально создаваемые для пенобетона. Расход пенообразователя для получения пены составляет: клееканифольный 8…12%, смолосапониновый 12…16%, алюмосульфатнонафтеновый 16…20%, ГК – 4…6% от количества воды.
Смесь из двух пенообразователей позволяет получить более устойчивую пену, но это усложняет технологию. Расход специальных органических пенообразователей определяется фирменными рекомендациями и чаще составляет 6…12% от расхода воды.
4. Объяснить особенности технологии пенобетонных изделий.
Изготовление пенобетонных изделий принципиально не отличается от изготовления изделий из газобетона, однако есть некоторые отличия в технологии приготовления пенобетонной смеси (ПС) и формования изделий.
ПБ приготовляют в 2-х или 3-х барабанной пенобетономешалке. Порядок загрузки компонентов следующий:
В первый барабан заливают эмульсию пенообразователя в воде и в течение 5 мин готовят пену. В это время во втором барабане в течение 5 мин готовят цементно-песчаный раствор из вяжущего, кремнеземистого компонента и воды. Затем взбитый раствор пены из первого барабана тонкой струей при перемешивании вливают в минеральную композицию во втором барабане и в течение 2 мин смешивают компоненты в однородную массу, получая ПС. Для увеличения R, уменьшения деформации в пенобетонную массу вводят асбест (в количестве 3…5% от массы сухих материалов) в распушенном или в нераспушенном состоянии.
Заливку ПС из контейнера производят не позднее чем через 15 мин после приготовления ПС. Смесь заливают на полную высоту формы с последующим заглаживанием поверхности рейкой с ровной металлической гранью. Продолжительность выдерживания перед автоклавной обработкой ПБ на основе ПЦ составляет 8... 16 ч, а на основе известково-песчаного вяжущего — 4...8 ч, при этом поверхность изделия предохраняют от высыхания – накрывают пленкой.
Для предотвращения неравномерного изменения прочности по всему объему массива, время выдержки с момента раскрытия бортов формы до разрезки должно быть менее или равно 10 мин.
Особенностью формования пенобетонных изделий также является то, что пена должна выполнять функции несущего пространственного каркаса – не оседать и не отделять воду до окончания процессов схватывания и достижения структурной R (примерно 2…3 ч). Устойчивость пены зависит от размеров пузырьков, толщины водных пленок и их упруго-механических свойств. Требования к стойкости пены и её несущей способности повышается с уменьшением заданной плот Б, увеличением толщины формуемых изделий, а также понижением t среды и соответственно удлинением сроков схватывания вяжущего. Поэтому для устранения механических воздействий, вызывающих отслоения наружных слоев, образование трещин в изделии все операции по перемещению форм должны быть плавными, без толчков и ударов. Также особые требования предъявляются к жесткости форм и основному технологическому оборудованию.
Выбрать технологическое оборудование.
Выбор технологического оборудования производится в порядке установки машин в технологическом потоке от подачи сырья до выхода готовой продукции в соответствии с принятой технологией.
Шаровая мельница для песка и извести, автоматический весовой дозатор, щековая дробилка, стационарный бетоносмеситель. По справочникам, каталогам и другой технической литературе выбираем оборудование с производительностью, равной или с ближайшей большей по сравнению с потребной.
Пенобетонную смесь готовят в двухбарабанном бетоносмесителе. В первом барабане в течение 5 мин. из водного раствора пенообразователя выбивают пену. В это время во втором барабане в течение 5 мин готовят цементно-песчаный раствор из вяжущего, кремнеземистого компонента и воды. Затем взбитую пену из первого барабана помещают во второй и в течение 2 мин смешивают компоненты в однородную массу, получая пенобетонную бетонную смесь. Далее полученная смесь выгружается в промежуточный бункер, который поставляет ее на пост формования изделий. Продолжительность выдерживания пенобетонной смеси не более 20 мин.
При формовании изделий из пенобетона используют только литьевой способ. Используют стальные формы (горизонтальные или вертикальные). Изделия могут формоваться в индивидуальных формах (габаритные изделия). Мелкоштучные изделия изготавливают по резательной технологии. Формование начинается с подготовки формы: чистка, смазка, сборка. Форма в собранном виде должна быть герметичной во избежание вытекания бетонной смеси. Форма может подогреваться. Для смазки формы применяют петролатумную керосиновую смесь, солидол, эмульсол кислый, ОЭ-2, смесь кулисного и машинного масла.
Подготовленная форма армируется. При укрупнительной сборке применяют кондукторы, которые обеспечивают проектное положение арматуры без специальной разметки. Закладные детали закрепляют фиксаторами. Для обеспечения защитного слоя к армируемым сеткам могут привязываться подкладки из ячеистого бетона.
При формовании изделий по литьевому способу соблюдают требования, соответствующие технологии по производству пенобетонных изделий.
Далее производят укладку пенобетонной смеси в подготовленную форму. После формования смесь выдерживают при комнатной температуре около 8 часов, при этом поверхность изделия предохраняют от высыхания – накрывают пленкой.Подъем, транспортировку форм с отформованными изделиями производят шарнирными траверсами, которые предотвращают перекос форм. Применение гибких строп не допускается во избежание искривления поверхности.
Подъем массива при резательной технологии производят специальными захватами, которые обеспечивают обжатие массива при его извлечении и подачи на стол резательной машины. Поверхности плоскостей дна формы и стола резательной машины не должны иметь перепада по высоте. Поднятие и опускание массива должно быть без толчков и ударов.
Для предотвращения неравномерного изменения прочности по всему объему массива, время выдержки с момента раскрытия бортов формы до разрезки должно быть менее или равно 10 мин.
Для разрезки массива применяют устройства, оборудованные гладкими стальными струнами, диам. 0,8…1,2мм из пружинной проволоки. Скорость резки равна 5…7 м/мин. Резательный комплекс – «Универсал – 60».
При поперечной резке применяют устройства с колебательным движением струн.
Одновременно с горизонтальной и вертикальной резкой производят калибровку боковых поверхностей, а также вырезку пазов и снятие фасок. Горбушка удаляется вместе с резкой ячеистого бетонного сырца (при R=10…15КПа), затем прикатывают поверхность при R=15…20 КПа). Готовые изделия отправляют на склад готовой продукции и затем отпускаются потребителю.
6. Выбрать тип ТВО пенобетонных изделий
Для твердения пенобетонных изделий выбираем автоклавную обработку. Для этого используем автоклав (диаметром 3,6; длиной до 32 м). Если количество автоклавов до 4 шт, то они должны быть тупиковые, а более 4 – проходные. Автоклавную обработку проводим при избыточном давлении – 0,8-1,3 МПа При автоклавной обработке, в начальный ее период, следует предусмотреть удаление воздуха из автоклава продувкой паром. Здесь при открытых клапанах производят пуск пара, который вытеснит весь воздух. Продувка повышает температуру изделий за счет разогрева автоклава при 175…200 ˚С. Разогрев должен быть равномерным: 0,7..1,5 часа. Изменение давления в период подъема и выдержки менее или равно 0,02 МПа. Образующийся конденсат должен непрерывно удаляться из автоклава. Вместо продувки можно использовать вакуумирование. Автоклавная обработка должна быть автоматизирована.
Производительность автоклава:
Qа=Fа/Та * Тоб * Кп, где Fа – объем изделия в автоклаве; Та – продолжительность одного оборота; Тоб – годовой фонд рабочего времени; Кп – коэффициент потерь.
Расходы пара, тепловой энергии при автоклавной обработке при различных избыточных давлениях можно найти в соответствии с ГОСТ и СНиП, а также минимальные режимы автоклавной обработки в зависимости от вида изделия, его средней плотности. После изготовления изделий может производиться укрупнительная сборка. Далее изделия принимаются контролером ОТК и в случае соответствия отправляются на склад готовой продукции. 7. Указать, как осуществляется контроль качества полученных изделий.
Лаборатория предприятия обязана производить контроль и анализ качества поступающих на предприятие материалов и полуфабрикатов.
Отдел технического контроля предприятия должен производить приемку готовых изделий, а также анализ причин брака.
Изделия принимают партиями. Размер партии устанавливается в соответствующих нормативных документах. Партия считается принятой, если показатели качества изделий удовлетворяют требованиям соответствующих ГОСТов. в каждой партии проверяют по методикам, указанным в соответствующих ГОСТах, технических условиях и настоящей Инструкции, следующие свойства:
а) минералогический состав цемента, вид гидравлической добавки и марку — по паспорту, тонкость помола, активность и сроки схватывания;
б) тонкость помола известково-песчаной смеси;
в) марку и содержание активного алюминия в алюминиевой пудре;
г) качество пенообразователя — по паспорту, и.т.д.
Изделия должны соответствовать требованиям по прочности, плотности, стойкости к агрессивным средам, теплопроводности. Должен осуществляться контроль равномерности распределения пор по объему, а также равномерности распределения плотности по объему. Изделия должны производиться в соответствии с требуемыми геометрическими размерами. Также при приемке готовых изделий проверке ОТК подлежат:
- влажность изделий (в каждой партии);
- объемная масса, прочность при сжатии ячеистого бетона (в каждой партии);
- морозостойкость ячеистого бетона (при изменении состава бетона, раствора);
- размеры изделий, толщина защитного слоя арматуры, наличие выколов, трещин и других видимых дефектов (в каждой партии);
- цвет и размещение отделочных материалов в соответствии с утвержденным эталоном-изделием, установленным в цехе отделки;
- наличие отслоения отделочного слоя, керамической и стеклянной плитки, определяемого по глухому звуку при простукивании молотком всей поверхности слоя или плитки;
- наличие разнотонности, просвечивания нижележащего слоя и вздутий.
Объемная масса, прочность при сжатии, морозостойкость и влажность изделий определяют по соответствующим ГОСТам.
8.Указать технико-экономическая эффективность производства пенобетона для стеновых блоков по сравнению с газобетоном.
Таким образом, представленные технико-экономические показатели свидетельствуют о том, что наибольшая эффективность достигается при применении технологии автоклавного пенобетона по сравнению с производством газобетона. Во-первых это связано с большими капиталовложениями и длительным периодом окупаемости производства газобетона, во-вторых при производстве газобетона повышенные требования к сырьевым компонентам (требуется известь активностью не менее 80%) отличии от пенобетона.
Также изделия из пенобетона производятся по более гибкой технологии с более безопасными условиями труда : исключаются все операции связанные с подготовкой и использованием Al пудры, которая является взрывоопасной и вредной для здоровья, при использовании литьевой технологии возможен отказ от виброоборудования, что также повышает санитарно-гигиенические условия труда.
В последние годы резко возрос интерес к пенобетонам, в первую очередь к безавтоклавному, как долговечному, экологически чистому и дешевому строительному материалу. Меняя соотношение компонентов, можно получить различные классы бетона, используемые для изготовления наружных стен, внутренних перегородок, термоизоляции крыш и т. п.
Экзаменационный билет № 21
Какие изменения необходимо внести в производство железобетонных изделий автоклавного твердения при применении комплексной вибрационной технологии вместо традиционной литьевой? 1. Какие изделия можно изготавливать из газобетона? 2. Назвать основные требования. предъявляемые к изделиям, которые применяются в ограждающих конструкциях ЖИЛЫХ зданий. эксплуатирующихся в средней климатической зон? 3. Охарактеризовать основные компоненты сырья для производства газобетона 4. Объяснить механизм создания пористой структуры газобетона 5. Указать особенности приготовления газобетонной смеси 6. Обосновать выбор технологического оборудования 7. Предложить рациональный способ твердения газобетона в зависимости от его состава и технологии 8. Предложить способ отделки газобетонных панелей полной заводской готовности 9. Указать технико-экономическую эффективность производства газобетонных изделий по вибрационной технологии по сравнению с литьевой
При переходе с литьевой технологии одновременно осуществляется переход от пенобетона к газобетону. Такое изменение основного используемого материала требует значительного изменения технологии приготовления исходных материалов, технологии приготовления бетонной смеси и технологии укладки бетонной смеси.
Железобетонные изделия изготовляются по литьевой технологии без применения вибрации.
Технология ж/бетонных изделий предусматривает вибрирование для создания и ускорения процесса газообразования.
При реконструкции необходимо будет изменить способ приготовления бетонной смеси (а, следовательно, смеситель), установив виброплощадку.
1. Какие изделия можно изготовить из газобетона.
Номенклатура изделий выпускаемых из газобетонов:
- армированные панели наружных и внутренних стен и перегородок длинной 300…600 см.
- крупные стеновые панели размером 500*300*(15-25)см, изготовляемые способом укрупнительной сборки с применением болтов и клеевых соединений.
- армированные панели покрытий и перекрытий (250-600)*(2,5-150)*20 см.
-мелкие перегородочные и изоляционные неармированные плиты.
2. Назвать основные требования, предъявляемые к изделиям, которые применяются в ограждающих конструкциях жилых зданий, эксплуатирующихся в средней климатической зоне.
Изделия, эксплуатирующиеся в средней климатической зоне, должны удовлетворять следующим требованиям:
-достаточное высокое тепловое сопротивление
- минимальная открытая пористость, это необходимо для снижения возможной гигроскопической влажности.
-температуростойкость. Выдерживать длительное воздействие низких температур (до –400.С), а также длительное воздействие высоких температур (+40 0.С)
-наружные конструкции должны быть минимальной толщины, при обеспечении теплового сопротивления и прочности.
- также наружные ограждающие конструкции должны быть защищены от воздействия вредных факторов (природных и технологических).
3. Охарактеризовать основные компоненты сырья для производства газобетона.
Газобетон (ГБ) является разновидностью ячеистого Б, в качестве вяжущего в котором применяется Ц или его больше 50% в составе смешанного вяжущего. Исходные компоненты газобетона – Ц, известь-пушонка, молотый песок, вода, газообразователь, добавки.
В качестве вяжущего для автоклавного ГБ применяют ПЦ алитовый (C3S>50%), низко- и среднеалюминатный (C3A=5-8%) с началом схватывания не позднее чем через 2 ч; по остальным требованиям он должен удовлетворять требованиям ГОСТ 10178-76. Применять ППЦ и ШПЦ, отличающиеся замедленными сроками схватывания не рекомендуется. Они могут явиться причиной повышенной усадки ячеистой массы после заполнения формы. Для изготовления ГБ применяют ПЦ марок 300 и 400.
Для автоклавного газобетона наиболее целесообразно использовать ПЦ с известью-кипелкой (смешанное вяжущее) в соотношении 1:1 по массе. Для приготовления автоклавных ГБ применяют известь с содержанием активной СаО не менее 70%, МgО не более 5%, высокоэкзотермическую с t гашения≈85ºС. Содержании пережога не более 2%. Скорость гашения 10…30 мин. Тонкость помола молотой извести-кипелки, характеризуемая уд. пов-тью частиц, должна быть не ниже 3500-4000см2/г. Для замедления скорости гашения молотой извести-кипелки добавляют двуводный гипс. Он должен иметь тонкость помола, характеризуемую остатком на № 02 не более 13%. Целесообразно гипс молоть совместно с известью до уд. поверхности смеси 5000 см2/г. Допускается применять полуводный гипс вместе с добавкой поташа.
В качестве кремнеземистого компонента рекомендуется применять чистые кварцевые П, содержащие не менее 90% кремнезема, не более 5% глины и 0,5% слюды. П в зависимости от ρ ГБ должен иметь уд. поверхность 1200-2000см2/г, (не менее 2000…3500см2/г для ГБ ρ=300…700 кг/м3). Использование 2-х и 3-х фракционных П в газобетонных смесях повышает R автоклавного ГБ на 20…30 %.
Для неавтоклавного ГБ в качестве кремнеземистого компонента применяют золу-унос. Зола-унос должна содержать кремнезем не менее 40%; потеря в массе при прокаливании в золах, получаемых при сжигании: антрацита и каменного угля не должна превышать 8%, а для остальных зол 5%; уд. поверхность 2000…3000см2/г. К золам ТЭС, применяемым при изготовлении ЯБ, предъявляются след. требования: содержание стекловидных и оплавленных частиц не должно быть менее 50%; содержание несгоревшего топлива для зол от сжигания каменных углей - не более 5%, для зол от сжигания бурых углей - не более 3%; уд. поверхность золы для каменноугольных зол допускается не более 5000см2/г, для буроугольных –не менее 4000см2/г; содержание SO3 не должно превышать 3%.
Поры в ГБ создаются введением в БС добавок порообразующих веществ (газообразователей).
Чаще всего в качестве газообразователя используют алюминиевую (Аl) пудру ПАП-1, ПАП-2 (ГОСТ 5494-95). Расход Al пудры на 1 м3 готового ГБ со средней ρ 500…800 кг/м3 составляет 500…200 г. Готовая Al пудра должна иметь удельную поверхность около 5000 ксм2/г. Порошок Al быстро взаимодействует с О2, происходит быстрое разогревание, чтобы избежать этого частицы порошка покрывают тонкой пленкой парафина. Такая пленка препятствует осаждению пудры в воде и образованию водной суспензии. Поэтому Аl пудру (слой толщиной 4см) предварительно в течение 4-6 ч прокаливают в электрических печах при t=200-220ºС. Но это опасно. Поэтому применяют способ приготовления суспензии с растворами ПАВ (канифольного мыла, мылонафта сульфанола, СДБ), которые придают чешуйкам пудры гидрофильность. Обработка пудры растворами СДБ или смолосапонинового пенообразователя замедляет газообразование, уменьшает кол-во выделяемого газа, приводит к меньшим дефектам структуры бетона. Расход ПАВ (в пересчете на сухое вещество) ≈5% от массы пудры. Взрывоопасность при дозировке Аl суспензии обеспечивается применением Аl пасты, а также полной герметизации, исключающей образования Аl пыли. Применяют пасты на основе Аl пудры ПАК-3 и ПАК-4 с уд. поверхностью 4500…6000 м2/г при расходе 300-700 г на 1 м3 ГБ в зависимости от его ρ.
В качестве газообразователя можно использовать пергидроль (водный раствор перекиси водорода). Также можно использовать смесь порошкообразного кальцита с соляной кислотой (НСl).
Добавки вводят в БС для регулирования структурообразования, нарастания пластической прочности, ускорения твердения, пластификации БС. Например стабилизаторами ячеистобетонной массы являются карбоксилметилцеллюлоза (КМЦ), а также ПАВ, например Д-1, ПБ-II. Для обезжиривания используют канифольные и хозяйственные мыла, сульфанол, для ускорения газообразования NaOH и KOH (0,5 % от массы Ц), MgSO4 (1% к массе твердых составляющих).
4. Объяснить механизм создания пористой структуры газобетона.
Приготовление ячеистой смеси при помощи газообразователя основано на свойстве пластичного раствора удерживать при вспучивании равномерно распределенный в нем газ. Вспучивание вязкопластичной массы является результатом одновременного протекания химической реакции между Al пудрой и щелочами (гидратом окиси кальция) в присутствии и при участии воды.
Механизм вспучивания массы заключается в следующем. Почти мгновенно после соприкосновения частицы Al пудры с водным раствором извести и достижением в месте контакта t не ниже 35ºС, начинает выделяться водород. В прилегающих к частице Al пудры микрозонах создается давление газа, которое воздействует на вязкопластичную массу. На всем протяжении процесса вспучивания масса должна иметь достаточную пластическую вязкость, иначе пузырьки газа будут прорываться и бесполезно уходит из массы:
2Аl+3Са(ОН)2+6Н2О =3СаОх Аl2О3х6Н2О+3Н2↑+Q
Чем больше вводят Al пудры, тем больше выделяется водорода (1кг Al пудры выделяет ≈ 1,5м3 газа) и более пористым получается ГБ.
Газовыделение при введении пудры в цементный раствор должно начинаться через 1-2 мин и продолжаться 15-20 мин. Для интенсификации вспучивания добавляют 2%-ный водный раствор NaOH (едкого натра), в результате вспучивание заканчивается за 15 мин.
Разложение перикиси водорода идет с выделением кислорода, если концентрация Н2О2 высокая, следует добавить известь:
Н2О2 = Н2О +О2↑
При взаимодействии смеси порошкообразного кальцита с соляной кислотой выделяется углекислый газ:
СаСО3+2НСl=СаСl2+Н2О+СО2↑.
При любом способе газообразования смесь должна легко вспучиваться и не препятствовать выделению и распространению газа, но обладать необходимой газоудерживающей способностью. Слишком быстрое выделение газа вызывает оседание еще не схватившейся массы. В то же время выделение газа после схватывания вяжущего вызывает растрескивание частично отвердевшей смеси и снижение R изделий, поэтому окончание процесса газовыделения должно совпадать с началом схватывания.
5. Указать особенности приготовления газобетонной смеси.
Комплексная вибрационная технология ГБ изделий основана на применении БС с более высокой вязкостью (В/Т= 0,3-0,4). Уменьшение её подвижности и следовательно, затруднение перемешивания и вспучивания компенсируются искусственно путем вибрации смеси, как в процессе приготовления формовочной смеси, так и во время её разлива и вспучивания. Приготовление ячеистой бетонной смеси осуществляется в специальных бетоносмесителях типа СМЖ-405. Они перемещаются от места загрузки к месту формования. Если в качестве компонента используется песчаный шлам, то его загружают в газобетоносмеситель. После загрузки песчаного шлама вводится вяжущее, вода и добавки. В качестве добавок используют жидкое стекло.После загрузки всех компонентов они перемешиваются 2…3 мин. и подается заданное количество водной суспензии алюминевой пудры. И смесь перемешивается в течение 1…2 мин. При этом газобетоносмеситель перемещается к посту формования. В процессе перемешивания не должно начинаться процесс газовыделения. Готовая смесь заливается в формы не дольше 2-х минут.
6. Обосновать выбор технологического оборудования.
Для подготовки сырьевых материалов применяется следующее оборудование. Сухой помол одного или всех компонентов смеси производят в шаровой мельнице СМ-14; мокрый помол в мельнице типа СМ-14А. Для совместного помола извести и песка применяют дезинтегратор СМ-684. Для усреднения вяжущего применяют пневмомеханические гомогенизаторы СМ-991, оборудованные механическими смесителями и аэрирующими устройствами. Усредненное в гомогенизаторах вяжущее камерными насосами подают в бункера бетоносмесительных отделений и шлама в расходные баки.
Исходные составляющие дозируют весовыми дозаторами и направляют в промежуточный бункер, снабженный шнековым питателем для равномерной загрузки смесителя емкостью 2,4 и 8 м3.
Для получения газообразователя применяют водную Al суспензию. Если её приготавливают из Al пудры используют установку НИПИсиликатобетона, а для Al пасты используют специальную установку. Al пудру и химические добавки дозируют на специальной установке, состоящей из весовых дозаторов пудры и химических добавок, объемного дозатора воды, быстроходной мешалки, расходного бункера и весового дозатора суспензии. Готовую Al суспензию перекачивают по закольцованной системе насосами в дозаторы бетоносмесительного отделения.
Подготовка компонентов помимо основных операции включает защиту арм-ры от коррозии, что требует применения дополнительного оборудования. Для защиты от коррозии применяют цементно-битумную, цементно-полистирольную и др. мастики. Для их приготовления необходимо использовать специальные мешалки. Полученную мастику подают в щелевые ванны где производят операции по изоляции арм.
При изготовлении газобетонных смесей применяют самоходный виброгазосмеситель СМС-40 или гидродинамический смеситель ГДС-3. Для интенсификации процесса вспучивания применяют вибрационную площадку К-494 с горизонтальными колебаниями и с электромагнитным креплением формы.
Горбушку срезают спец. машиной, которая представляет собой портал с укрепленным ножом или шнеками, или скребковым конвейером для удаления срезок.
После формования и резки изделий они направляются на ТО. Для ТО применяются автоклавы, пропарочные камеры или с помощью электропрогрева.
7. Предложить рациональный способ твердения газобетона в зависимости от его состава.
Твердение отформованных изделий в формах производят в автоклавах. Этот процесс особенно эффективен при изготовлении изделий на смешанных вяжущих (известково-песчаных) с тонкомолотым кремнеземистым компонентом.
Процесс автоклавной обработки следующий: нужно как можно быстрее нагреть изделие, для этого осуществляют вакуумирование или продувку автоклава. При продувке пускается пар при открытых клапанах, пар вытесняет воздух, клапаны закрываются.
Автоклавная обработка производится при избыточном давлении 0,8…1,2 МПа и температуре 180…2000С. После выдерживания при максимальной t и давлении (в период подъема и выдержки колебание давления должно быть ‹0,02МПа), осуществляют сброс (ступенчато, с выдержкой на каждой ступени, так, чтобы не было разрушения структуры). Из автоклава непрерывно должен удалятся конденсат.
При производстве железобетонных крупных изделий рекомендуются следующие режимы твердения:
При толщине изделия 300 мм и его плотности 500…7000 кг/м3 продувка автоклава – 1ч., подъем давления –1,5ч, выдержки –8…6 ч.,сброс давления 2,5…3ч.
При толщине изделия 250…300мм и его плотности 900…1200 кг/м3. продувка –1 ч., подъем давления –2,5 ч, выдержки 7…9 ч. сброс давления 3,5ч.
При увеличении давления сроки подъема, выдержки сокращаются.
Колебания давления в автоклаве в период подъема и выдержки не должно превышать 0,02 МПа. В процессе продувки производится разогрев до 100…150 0С.
После обработки изделия остывают до распалубки, пока разность t поверхности изделий и окружающего воздуха не будет ≤40ºС. Интенсивность нарастания R при гидротермальной обработке у ГБ на ПЦ значительно ниже, чем у ГБ на основе смешанного вяжущего. Т.о. ГБ на основе ПЦ или шлаковых вяжущих с кремнеземистым компонентом золой-уноса в процессе их твердения эффективнее подвергать ТО при атмосферном давлении (в пропарочных камерах, спец. формах с электропрогревом и т. д.) или естественному твердению.
8. Предложить способ отделки газобетонных панелей полной заводской готовности.
Отделка газобетонных панелей можно производить следующими способами:
1). Установить линию по сборки и отделки готовых газобетонных блоков. При этом можно газобетонные панели окрашивать после шпаклевки. Так же вместо окрашивания можно производить отделку штучными материалами, крепление штучных и зернистых материалов производится на легкий раствор.
2). Отделка изделий при формовании. Готовая железобетонная смесь заливается на ковер из плиток или декоративный раствор при формовании «лицом вниз». Заливка газобетонной смеси производится не позднее 30 мин. После укладки декоративного бетона и не позднее 1 часа после раскладки ковра.
Также можно использовать штампы. При отделке изделий «лицом вверх» можно применять только штампы; при катке горбушки.
9. Указать технико-экономическую эффективность производства газобетонных изделий по вибрационной технологии по сравнению с литьевой.
Технология изготовления газобетонов по вибрационной технологии является достаточно простой по сравнению с литьевой технологией при использовании пенобетонов. Это объясняется более простым способом приготовления ячеистой бетонной смеси, что позволяет сократить энергозатраты на приготовление смеси, а более точнее отсутствия дополнительного оборудования на приготовление пенообразователя. При переходе с литьевой технологии на вибрационную улучшается качество изделий, вследствие того, что поровое пространство создается уже в форме, а не в смесителе. При литьевой технологии возможно проседание смеси при укладке в форму. Вследствие этого переход на вибрационную технологию позволяет снизить стоимость изделия и повысить его качество. При переходе с литьевой технологии на вибрационную улучшается качество изделий, вследствие того, что поровое пространство создается в форме, а не в смесителе.
Вибрационная технология изделий позволяет в 1,5 раза снизить содержание воды затворения на 25– 30 % без ухудшения удобоформуемости смеси, т. к. применяются смеси с более высокой вязкостью (В/Т= 0,3-0,4). В смеси, подвергающейся вибрированию, ускоряется газовыделение – вспучивание заканчивается в течении 5 – 7 минут вместо 15 – 20 мин при литьевом способе.
Также к преимуществам этой технологии следует отнести увеличение структурной R, позволяющая разрезать изделие на блоки, время автоклавной обработки также сокращается, уменьшение объемных деформаций усадки и др.
Вместе с тем применение вибрационной технологии дает возможность существенно сократить цикл изготовления изделий (в 2 раза сокращается время предварительной выдержки смеси до автоклавной обработки),