

87.Нарезание резьбы фрезами.
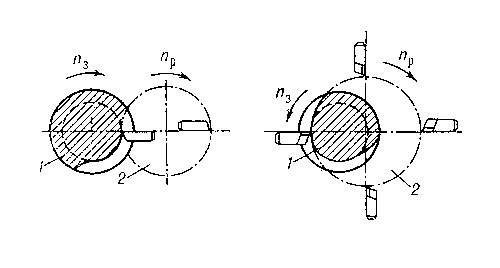
Схема вихревого нарезания резьбы: а — методом схватывания; б — методом огибания; 1 — заготовка; 2 — резцовая головка; nз— направление вращения заготовки; np — направление вращения резцовой головки.
Обработка резьбы гребенчатыми резьбовыми фрезами. Этот способ образования резьбы применяют на резьбофрезерных станках для нарезания коротких наружных и внутренних резьб. Нарезание резьбы полного профиля на всей требующейся длине производится за 1 — 1/4 оборота заготовки, что наряду с отсутствием обратных ходов обеспечивает увеличение производительности в несколько раз по сравнению с обычным нарезанием резьбы резцами. Фрезы изготовляют из стали Р6М5 или Р18 право- и леворежущими с коническим хвостовиком и насадными. Обработка дисковыми резьбовыми фрезами. Этот способ образования резьбы применяют на специальных резьбофрезерных станках для предварительного нарезания трепецеидальных наружных резьб с крупным шагом. В зависимости от профиля нарезаемой резьбы фрезы могут иметь симметричный или несимметричный профили. После фрезерования такой резьбы ее окончательную обработку выполняют профильным шлифовальным кругом на специальных резьбо- или червячно-шлифовальных станках. Резьбофрезерование – Процесс образования наружных и внутренних резьб резьбовыми фрезами. Достаточно продуктивный метод нарезки резьбы на цилиндрические детали. По качеству может превосходить на порядок некоторые из них. При таких операциях фрезеровка должна осуществляться на станке, одновременно способном перемещаться сразу в трех плоскостях. Когда осуществляется фрезеровка ЧПУ, программа управления будет автоматически менять режимы резания, и выбирать необходимую стратегию обработки.
89. Образование теплоты при резании и её распределение.
Q1 – работа по совершению пластической деформации; Q2 – работа сил трения по передней пов-ти;Q3 – работа сил трения по задней пов-ти;Q4 -работа по пластической деформации перед плоскостью сдвига; q1 – почти вся Q1 и Q2 (нагрев стружки); q2 – часть Q2 и часть Q3 (переходит в резец); q3 - нагрев заготовки часть Q1 , Q3 и вся Q4; q4 – либо в СОЖ, либо в окружающую среду q1+q2+q3+q4=Q1+Q2+Q3+Q4 – уравнение теплового Баланса

90. Методы измерения температуры при резании.
1)М-д цветов побежалости + м-д прост, не требует примен средств измерения.
- м-д субъективен и поэтому не точен, не на все материалы есть таблицы цветов побежалости, зависит от применения СОЖ
2) М-д термокрасок. Суть: на грань резца тонким слоем наносится краска, меняющая цвет при определенных температурах. + и – как и в 1ом м-де, невозможно определить т-ру резца изза того что краска стирается.
3) Калориметрический м-д. + м-д точен, - нельзя опр-ть т-ру резца Ср. т-ру стружки или резца ϴ=ϴсм+(Gв (ϴсм-ϴв))/ сG
ϴ ср т-ра стружки; ϴсм т-ра смеси(конечная);Gв вес воды; ϴв начальная т-ра воды; с теплоемкость воды; G вес стружки

4) м-д с помощью искусственной и полуискусственной термопар
Под действием т-ры место споя 2х разнородных матр-ов нагрев в рез-те чего в цели наводится ЭДС , к-ое затем измер гальванометром либо мультиметром. Затем пок-я торируются дя перевода в градусы.+м-д точен; - сложен,т.к. требует спц резцов, спой удален от уч-ка, где необходимо измерить т-ру, резец ослаблен отверстием, быстро выходит из стоя, переточка не возможна.

5) М-д с помощью естественной термопары.+ более точен чем у искуствен.термопары; - сложность торировки термопары необходим свой торировочный график для каждой пары мат-ов, усл торирования всегда отл от усл резания.

6) Радиационный м-д. – появл тонких окислов на пов-ти стружки; искаж правильности пок-лей прибора; прибор сложен; теплота излуч зависит не только от т-ры нагретого уч-ка но еще и от шероховатости пов-ти цвета; крепление прибора на резце не удобно, а при установке его вне резца нельзя измерить т-ру опр точки
