

61. Размерная настройка инструмента на фрезерных станках.
 Размерная
настройка при фрезеровании плоскостей
инструментов выполняется методом
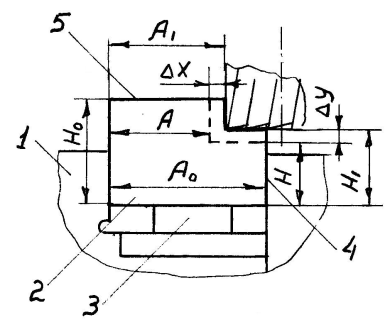
пробных проходов (рис. 6.7). Коснувшись
верхней плоскости 4 заготовки 1,
установленной в тисках 3 на подставке
2, вращающейся концевой фрезой, выводят
поперечной подачей заготовку из-под
фрезы и подымают стол на величину y<
Но-Н.
Затем, коснувшись плоскости 5, продольной
подачей выводят заготовку от контакта
с фрезой и поперечной подачей перемещают
стол на величину (х<Ао-А).
Выполнив пробный проход (не обязательно
на всей длине детали), измеряют полученные
размеры и вводят коррекцию размерной
настройки х=А1-А
и y=Н1-Н.
Значения коррекционных перемещений
отсчитывается по лимбам поперечной и
вертикальной подачи.
Размерная
настройка при фрезеровании плоскостей
инструментов выполняется методом
пробных проходов (рис. 6.7). Коснувшись
верхней плоскости 4 заготовки 1,
установленной в тисках 3 на подставке
2, вращающейся концевой фрезой, выводят
поперечной подачей заготовку из-под
фрезы и подымают стол на величину y<
Но-Н.
Затем, коснувшись плоскости 5, продольной
подачей выводят заготовку от контакта
с фрезой и поперечной подачей перемещают
стол на величину (х<Ао-А).
Выполнив пробный проход (не обязательно
на всей длине детали), измеряют полученные
размеры и вводят коррекцию размерной
настройки х=А1-А
и y=Н1-Н.
Значения коррекционных перемещений
отсчитывается по лимбам поперечной и
вертикальной подачи.
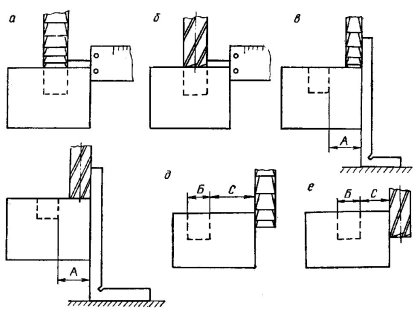 Некоторые
методы размерной настройки на расположение
прямоугольного паза показаны на
рис. 6.8. Положение дисковой или
концевой фрез в горизонтальном
направлении контролируется штангенциркулем
(рис. 6.8-а и б) или угольником (исходное
положение рис. 6.8-в и г). Размерная
настройка на глубину паза выполняется
методом пробных проходов.
Некоторые
методы размерной настройки на расположение
прямоугольного паза показаны на
рис. 6.8. Положение дисковой или
концевой фрез в горизонтальном
направлении контролируется штангенциркулем
(рис. 6.8-а и б) или угольником (исходное
положение рис. 6.8-в и г). Размерная
настройка на глубину паза выполняется
методом пробных проходов.
Исходные положения фрезы в горизонтальном направлении можно определить коснувшись вращающейся фрезой вертикальной плоскости заготовки (рис. 6.8-д и е).
Схема размерной настройки при фрезеровании шпоночных пазов показана на рис. 6.9. Перемещая стол в нужных направлениях, устанавливают заготовку под фрезой (рис. 6.9-а). Угольник располагают на столе так, чтобы его вертикальная полочка касалась боковой стороны заготовки. При помощи штангенциркуля или микрометра измеряют расстояния А. Затем, переставив угольник на другую сторону, измеряют расстоянии Б. Смещение стола поперечной подачей выполняется на расстояние х=(Б-А)/2. Тогда плоскость симметрии фрезы будет проходить через ось заготовки.
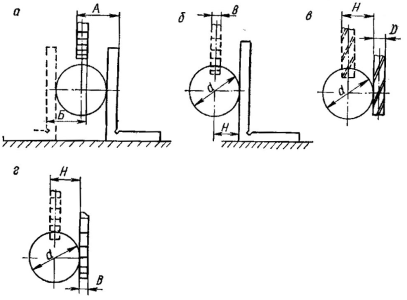 Возможен
и другой способ размерной настройки
дисковой шпоночной фрезы при помощи
угольника (рис. 6.9-б). Перемещая стол
поперечной подачей, совмещают угольник
с торцом фрезы. Затем в обратном
направлении перемещают стол на величину
Н=(d-В)/2.
Возможен
и другой способ размерной настройки
дисковой шпоночной фрезы при помощи
угольника (рис. 6.9-б). Перемещая стол
поперечной подачей, совмещают угольник
с торцом фрезы. Затем в обратном
направлении перемещают стол на величину
Н=(d-В)/2.
Исходные положения фрезы и заготовки можно определить путем соприкосновения торца дисковой или цилиндрической поверхности концевой (шпоночной) вращающейся фрезы с заготовкой (рис. 6.9-в и г). Затем стол перемещают на величину Н: Н=(d+В)/2 – для дисковой фрезы; Н=(d+D)/2 – для концевой фрезы.
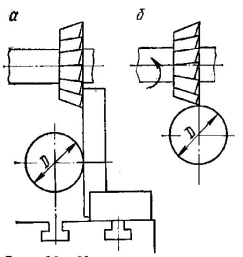
Аналогично осуществляется размерная настройка на начальное
положение одноугловой фрезы (рис. 6.10), которую затем смещают относительно заготовки согласно выражениям 2 и рис. 2.20.
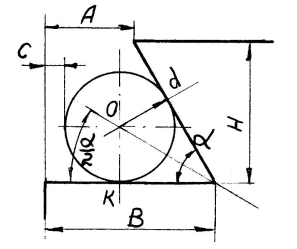
Размерная настройка при обработке направляющих типа «ласточкин хвост» осуществляется методом пробных проходов. Однако измерение размера В (рис. 6.11) универсальным измерительным инструментом практически невозможно, а размер А из-за заусенцев и сколов также нельзя точно измерить. Поэтому на практике широко применяется косвенный метод с использованием гладких цилиндрических калиброванных роликов 1. Тогда, если измерить размер С, то размеры В и А можно вычислить с помощью следующих выражений
|
|
|
|
 ;
;
