56. Основные компоненты фрезерных станков.
Г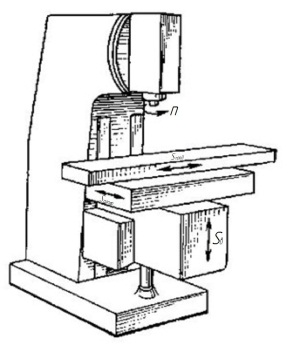 лавным
движением во фрезерных станках является
вращение фрезы, а движением подачи —
относительное перемещение фрезы и
заготовки.
лавным
движением во фрезерных станках является
вращение фрезы, а движением подачи —
относительное перемещение фрезы и
заготовки.
Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой — в отверстие серьги. Станины и стойки фрезерных станков представляют собой корпусные отливки коробчатой формы с ребрами жесткости и служат для размещения основных узлов станка. На станинах выполняют литые или накладные направляющие для перемещения узлов. Коробки скоростей фрезерных станков предназначены для обеспечения главного движения — вращения шпинделя с различными частотами.
57. Методы формообразования на фрезерных станках.
На фрезерных станках обрабатывают: 1) плоскости (горизонтальные, вертикальные и наклонные); 2) уступы; 3) пазы прямоугольные (открытые, полуоткрытые и закрытые); 4) Т-образные пазы (открытые и полуоткрытые); 5) направляющие типа «ласточкин хвост» (охватывающие и охватываемые); 6) многогранники; 7) угловые канавки (на периферии и торце цилиндра или конуса); 8) прямоугольные выступы кулачковых муфт; 9) зубья зубчатых колес и реек; 10) окна; 11) фасонные поверхности. Главным движением резания на фрезерном станке является вращение инструмента (фрезы). Движение подачи (продольной, поперечной и вертикальной) осуществляет заготовка. При помощи круглого поворотного стола заготовке можно сообщать круговую подачу.
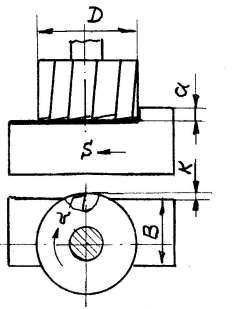
Рис. 2.1 Схема фрезерования плоскости без уступа
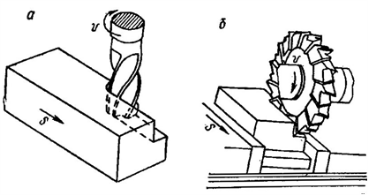
Рис. 2.3 Схемы фрезерования уступов концевой и дисковой фрезами
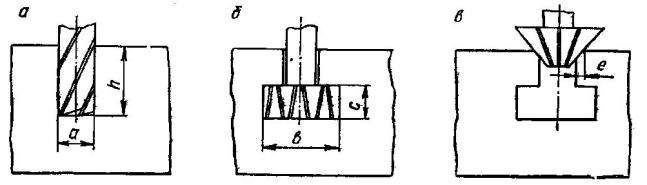
Рис. 2.7 Последовательность фрезерования Т- образного паза
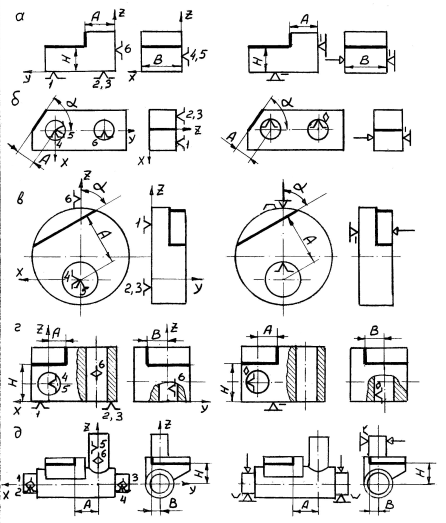
58. Схема базирования и схема установки на фрезерных станках
На рис. 3.1 показаны некоторые варианты схем базирования и соответствующие им схемы установки заготовок на фрезерном станке. В случае, показанном на рис. 3.1.-а, технологическими базами являются три взаимно перпендикулярные плоскости заготовки. А в случае, показанном на рис. 3.1-б, технологическими базами являются плоскость заготовки и оси двух отверстий, перпендикулярных к ней. Заготовка устанавливается на опоры и два пальца: цилиндрический и ромбический. В случае, показанном на рис. 3.1-в, технологическими базами являются плоскость (торец) заготовки, ось отверстия, перпендикулярная к ней и плоскость симметрии заготовки, которая проходит через оси отверстий. Заготовка устанавливается на опоры и палец. Плоскость симметрии фиксируется подвижной призмой.
На рис. 3.1-г показан вариант схемы базирования, в котором технологическими базами являются плоскость заготовки и оси двух отверстий. Ось одного из них перпендикулярна, а второго – параллельна плоской технологической базе. Заготовка устанавливается на опоры и два ромбических пальца. Длинный горизонтальный палец реализует направляющую базу, а короткий вертикальный – опорную. На рис. 3.1.-д изображен вариант схемы базирования, в котором технологическими базами являются две пересекающиеся взаимно перпендикулярные оси. Одна (двойная направляющая) – общая ось двух шеек, а вторая (двойная опорная) ось перпендикулярного выступа.