

54. Вспомогательный инструмент для сверлильных станков.
Отдельную группу приспособлений для крепления в шпинделе станка сверл, зенкеров, разверток составляют оправки, патроны, переходные втулки, цанги, которые называются вспомогательным инструментом. Вспомогательный инструмент должен обеспечивать быстроту установки и надежность крепления инструмента.
Конические посадочные отверстия у шпинделей для установки и закрепления в них режущих инструментов с коническими хвостовиками, а также приспособлений выполняют согласно ГОСТ 2847–67, применяя конусы Морзе (рис. 3.1).
На рис. 3.2, а показано непосредственное закрепление сверла в коническом отверстии шпинделя с помощью силы трения. Лапка сверла входит в паз шпинделя. В случае, когда режущий инструмент имеет конический хвостовик малых размеров, необходимо пользоваться переходными коническими втулками (рис. 3.2, 6). Втулки центрируются в отверстии шпинделя (или одна в другой) по коническим поверхностям.
Сверла, зенкеры и развертки с цилиндрическим хвостовиком и лапкой обычно закрепляют, применяя разрезные конусные втулки (рис. 3.2, в) как непосредственно в шпинделях станков, так и при помощи переходных втулок. Разрезные втулки с переходными оправками (рис. 3.3) можно использовать взамен специальных удлиненных сверл и зенкеров для обработки отверстий в труднодоступных местах.

Кроме того, втулки описываемой конструкции служат для закрепления различных инструментов в быстросменных патронах с помощью нормальных вставок (рис. 3.4),

а также для закрепления сверл в многошпиндельных головках. При этом упрощается конструкция головок за счет малого вылета сверл и отсутствия дополнительных зажимных устройств.
Разрезные втулки обеспечивают более точную установку (центрирование) инструментов, чем цанговые или кулачковые патроны.
Втулки изготавливают из стали 65Г или У8, закаленной до твердости 56–61 HRCэ.
55. Общая характеристика фрезерования.
Ф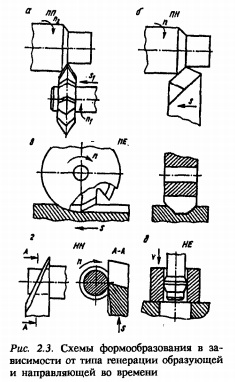 резерование
— это
универсальный способ предварительной
и чистовой обработки плоских, зубчатых,
винтовых и фасонных поверхностей.
Иногда оно используется для формообразования
поверхностей вращения. Главное
движение со скоростью резания сообщается
фрезе, а необходимая комбинация подач
— обычно заготовке. При фрезеровании
направляющая и образующая генерируются
в соответствии со схемами ПП, ПН и ПЕ
(см. рис. 2.3).
резерование
— это
универсальный способ предварительной
и чистовой обработки плоских, зубчатых,
винтовых и фасонных поверхностей.
Иногда оно используется для формообразования
поверхностей вращения. Главное
движение со скоростью резания сообщается
фрезе, а необходимая комбинация подач
— обычно заготовке. При фрезеровании
направляющая и образующая генерируются
в соответствии со схемами ПП, ПН и ПЕ
(см. рис. 2.3).
Чаще всего фрезерование применяется для обработки плоских поверхностей. Открытые плоскости без уступов или с небольшими уступами обрабатываются обычно торцовыми фрезами на консольно-и продольно-фрезерных станках, обрабатывающих центрах, агрегатных станках и т. д.
Д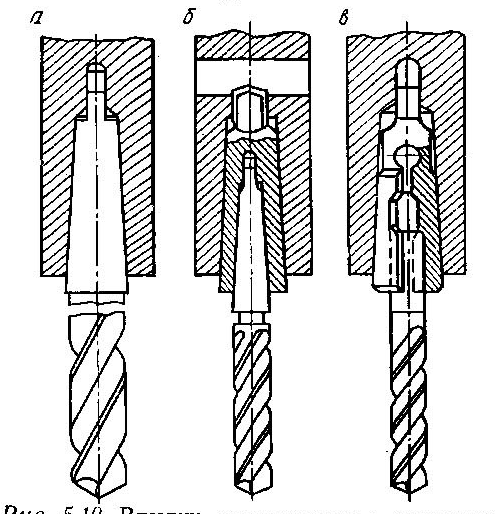 ля
обработки относительно нешироких
плоскостей на горизонтально- и
продольно-фрезерных станках довольно
часто применяют цилиндрические фрезы
с винтовым зубом. Направление винтовых
зубьев цилиндрических фрез выбирается
так, чтобы осевая сила резания была
направлена в сторону шпинделя.
Рекомендуется применение наборов
цилиндрических фрез с разнонаправленными
винтовыми зубьями.
ля
обработки относительно нешироких
плоскостей на горизонтально- и
продольно-фрезерных станках довольно
часто применяют цилиндрические фрезы
с винтовым зубом. Направление винтовых
зубьев цилиндрических фрез выбирается
так, чтобы осевая сила резания была
направлена в сторону шпинделя.
Рекомендуется применение наборов
цилиндрических фрез с разнонаправленными
винтовыми зубьями.
Открытые пазы фрезеруются дисковыми трехсторонними или концевыми фрезами, полуоткрытые пазы — концевыми. Т-образные пазы обрабатываются в два этапа: сначала фрезеруется прямоугольный паз, а затем он расфрезеровывается грибковой фрезой. Закрытый паз можно обрабатывать также в два этапа: сначала сверлится отверстие на всю глубину паза для захода концевой фрезы, а затем паз фрезеруется на заданной длине. Кроме того, шпоночные закрытые пазы обрабатываются двузубой концевой фрезой по «челночной» схеме с ручной или автоматической вертикальной подачей s в конце каждого продольного хода. Уступы фрезеруются дисковой двусторонней (открытые) или концевой (чаще полуоткрытые и закрытые) фрезой