

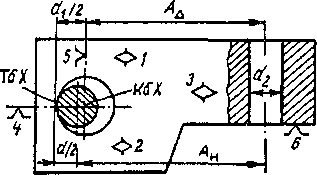
19. Погрешность теоретической схемы установки на пальцы
При базировании по цилиндрическому отверстию скрытой технологической базой обычно считается его ось. Однако если в качестве установочного элемента используется цилиндрический палец, то возникает неопределенность схемы установки, т. е. реальной технологической базой может быть любая образующая этого отверстия (рис. 4.51). Размер обычно откладывается от скрытой базы (оси отверстия), которая при этом является конструкторской. Заготовка вдоль оси X может смещаться в пределах зазора, максимальное значение которого равно сумме допуска на диаметр базирующего отверстия Tdx и верхнего отклонения Дверх диаметра установочного пальца (погрешности его изготовления не учитываются, так как относятся к погрешностям приспособления). В данном случае

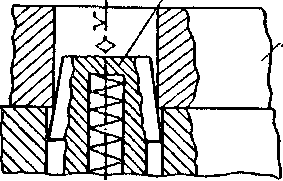
Погрешность схемы установки по цилиндрической поверхности равна нулю, если в качестве установочных элементов используются: 1) подпружиненный конический палец / (рис. 4.52); 2) самоцентрирующие установочно-зажимные элементы, (цанги, разжимные оправки, гидропластовые зажимы и т. д.). Под действием зажимающих сил изменяются полученное при базировании положение заготовки 2 и ее форма. Причинами изменения исходного положения заготовки являются контактные упругие деформации в местах сопряжения заготовки с установочными элементами приспособления, а также упругие деформации самого приспособления. Для партии заготовок погрешность закрепления считается равной нулю, если смещение конструкторской базы хотя и существенно, но постоянно. В этом случае смещение конструкторской базы частично компенсируется размерной настройкой. Остаются нескомпенсированными относительные повороты, возникающие из-за неравномерной нагрузки на установочные элементы.
 Рис
4.51 Погрешность схемы установки на палец
Рис
4.51 Погрешность схемы установки на палец
 Рис
4.52 Установки заготовки с помощью
конического пальца.
Рис
4.52 Установки заготовки с помощью
конического пальца.
20.Основы классификации методов обработки.
В основу классификации методов обработки могут быть положены следующие признаки: природа воздействия, играющего главную роль в формообразовании; характер воздействия на заготовку; схема формообразования (сочетание вида инструмента и кинематики формообразования) ;характер связи формообразующего элемента инструмента с последним звеном энергетического комплекса, сообщающего движение инструменту; динамика процесса формообразования,
По природе воздействия различают: механическую обработку, электрическую (электроэрозионную, электрохимическую, ультразвуковую), светолучевую, плазменную, комбинированную. В результате механического воздействия происходит пластическое деформирование части материала заготовки (чаще всего с последующим вязким или хрупким разрушением). При светолучевой и плазменной обработке главным является тепловое воздействие, приводящее к плавлению или испарению материала заготовки. При электроэрозионной обработке локальный нагрев обрабатываемой поверхности является результатом короткого искрового или более длительного искродугового электрического разряда между инструментом и заготовкой. В основе процесса электрохимической обработки лежат явления анодного растворения металла электролитом под действием электрического тока или выделение металла из электролита с его осаждением на поверхности заготовки.
По характеру (результату) воздействия на заготовку различают обработку: с частичным удалением материала заготовки, с частичным перераспределением материала заготовки за счет его пластического деформирования, с нанесением (присоединением) материала на заготовку, комбинированными способами воздействия.
При обработке с частичным удалением материала заготовки удаляемый слой называют припуском, если форма заготовки подобна форме обрабатываемой поверхности, и напуском, если форма заготовки существенно отличается от формы детали (т. е. проще ее).