Свойства твёрдых сплавов
Пластинки из твердого сплава имеют HRС 86-92 обладают высокой износостойкостью и красностойкостью (800—1000 °C), что позволяет вести обработку со скоростями резания до 800 м/мин.
Твердые сплавы в настоящее время являются распространенным инструментальным материалом, широко применяемым в инструментальной промышленности. За счет наличия в структуре тугоплавких карбидов твердосплавный инструмент обладает высокой твердостью HRA 80-92 (HRC 73-76), теплостойкостью (800—1000 °C), поэтому ими можно работать со скоростями, в несколько раз превышающими скорости резания для быстрорежущих сталей. Однако, в отличие от быстрорежущих сталей, твердые сплавы имеют пониженную прочность (σи = 1000—1500 МПа), не обладают ударной вязкостью. Твердые сплавы нетехнологичны: из-за большой твердости из них невозможно изготовить цельный фасонный инструмент, к тому же они ограниченно шлифуются — только алмазным инструментом, поэтому твердые сплавы применяют в виде пластин, которые либо механически закрепляются на державках инструмента, либо припаиваются к ним.
Твердые сплавы ввиду своей высокой твердости применяются в следующих областях:
Обработка резанием конструкционных материалов: резцы, фрезы, сверла, протяжки и прочий инструмент.
Оснащение измерительного инструмента: оснащение точных поверхностей микрометрического оборудования и опор весов.
Клеймение: оснащение рабочей части клейм.
Волочение: оснащение рабочей части волок.
Штамповка: оснащение штампов и матриц(вырубных, выдавливания и проч.).
Прокатка: твердосплавные валки (выполняются в виде колец из твердого сплава, одеваемых на металлическое основание)
Горнодобывающее оборудование: напайка спеченных и наплавка литых твердых сплавов.
Производство износостойких подшипников: шарики, ролики, обоймы и напыление на сталь.
Рудообрабатывающее оборудование: оснащение рабочих поверхностей.
Газотермическое напыление износостойких покрытий
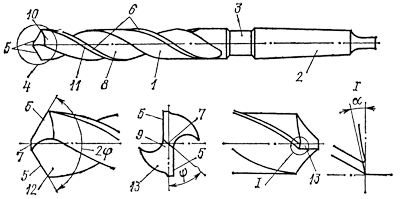
23. Спиральное сверло, входящее в большинство видов сверл классификатора, состоит из рабочей части 1 и хвостовика 2, который может быть цилиндрическим (с поводком или без поводка) или коническим. На хвостовике вблизи рабочей части имеется шейка 3. Режущая часть 4 сверла имеет две главные 5, две вспомогательные 6 и одну поперечную 7 режущие кромки.
Главные режущие кромки наклонены к оси сверла и образуют между собой угол в плане 2ф. Отвод стружки осуществляется по винтовым (спиральным) стружечным канавкам 5, разделенным сердцевиной 9. На каждом пере 10 сверла имеется ленточка 11, участок которой длиной s0/z выполняет функции вспомогательных режущих кромок. Ленточка служит также для направления сверла во время работы. Передние поверхности сверла 12 - участки канавок, прилегающие к режущим кромкам, а осевые передние углы равны углам наклона канавок в данной точке. Задние поверхности 13 образуются заточкой, обеспечивают требуемые значения задних углов а и спад затылка и могут быть плоскими, коническими, цилиндрическими, винтовыми.
Центровочным сверлом можно центрировать отверстие и сразу снять фаску.
Центровочное сверло, если его сравнить со спиральным, более короткое, а потому более жесткое. Его не уводит при центровании.
Центровочное сверло
Особую
группу сверл составляют центровочные
сверла, предназначенные для обработки
центровых отверстий (рис. 52). Они бывают
простые (рис. 52, а), комбинированные
(рис. 52, б), комбинированные с
предохранительным конусом (рис, 52,
в).
Простые спиральные сверла
отличаются от обычных спиральных сверл
только меньшей длиной их рабочей части,
так как ими производится сверление
отверстий небольшой длины. Они применяются
при обработке высокопрочных материалов,
в то время как комбинированные сверла
часто ломаются.
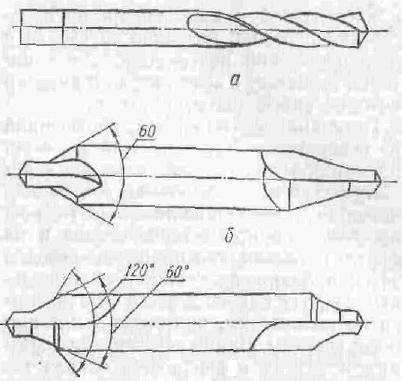 Рис.
52. Сверла
центровочные
Комбинированные
сверла изготовляются двухсторонними
и предназначены для одновременной
обработки как цилиндрической, а также
и конической поверхностей центрового
отверстия. Это приводит к повышению
производительности обработки.
Комбинированные
сверла с предохранительным конусом
позволяют обрабатывать не только
цилиндрическую и коническую поверхность
центрового отверстия, но и поверхность
предохранительного конуса с углом при
вершине, равным 120°.
Рис.
52. Сверла
центровочные
Комбинированные
сверла изготовляются двухсторонними
и предназначены для одновременной
обработки как цилиндрической, а также
и конической поверхностей центрового
отверстия. Это приводит к повышению
производительности обработки.
Комбинированные
сверла с предохранительным конусом
позволяют обрабатывать не только
цилиндрическую и коническую поверхность
центрового отверстия, но и поверхность
предохранительного конуса с углом при
вершине, равным 120°.
22.
Более
совершенными сверлами для глубокого
сверления
являются ружейные сверла (рис.
48).
 Рис.
48. Ружейное
сверло
Они
имеют рабочую часть и стебель 2. Рабочая
часть пред¬ставляет собой трубку с
продольным прямолинейным пазом. Через
отверстие в трубку подводится к режущей
части сверла смазывающе-охлаждающая
жидкость, которая выходит по продольному
пазу наружу, увлекая при этом и стружку.
Для облегчения резания и лучшего
направления вершина сверла смещена
относительно его оси на 0,25 диаметра
сверла. Сверло имеет одну режущую
кромку, состоящую из наружной и внутренней
частей. Угол в плане на обоих участках
кромки обычно принимается равным 60°,
а задний угол - 12—15°. Для уменьшения
трения сверла о стенки отверстия на
рабочей части делается обратная
конусность размером 0,1—0,3 мм на 100 мм
длины, а также снимаются лыски.
Такие
сверла по сравнению с пушечными сверлами
имеют лучшее направление, улучшенный
отвод стружки и подвод к зоне резания
смазывающе-охлаждающей жидкости, что
приводит к повышению стойкости
инструмента. Они обеспечивают непрерывный
процесс резания и высокое качество
обработанной поверхности. Эти сверла
имеют лишь одну режущую кромку, что
снижает их производительность.
Рис.
48. Ружейное
сверло
Они
имеют рабочую часть и стебель 2. Рабочая
часть пред¬ставляет собой трубку с
продольным прямолинейным пазом. Через
отверстие в трубку подводится к режущей
части сверла смазывающе-охлаждающая
жидкость, которая выходит по продольному
пазу наружу, увлекая при этом и стружку.
Для облегчения резания и лучшего
направления вершина сверла смещена
относительно его оси на 0,25 диаметра
сверла. Сверло имеет одну режущую
кромку, состоящую из наружной и внутренней
частей. Угол в плане на обоих участках
кромки обычно принимается равным 60°,
а задний угол - 12—15°. Для уменьшения
трения сверла о стенки отверстия на
рабочей части делается обратная
конусность размером 0,1—0,3 мм на 100 мм
длины, а также снимаются лыски.
Такие
сверла по сравнению с пушечными сверлами
имеют лучшее направление, улучшенный
отвод стружки и подвод к зоне резания
смазывающе-охлаждающей жидкости, что
приводит к повышению стойкости
инструмента. Они обеспечивают непрерывный
процесс резания и высокое качество
обработанной поверхности. Эти сверла
имеют лишь одну режущую кромку, что
снижает их производительность.
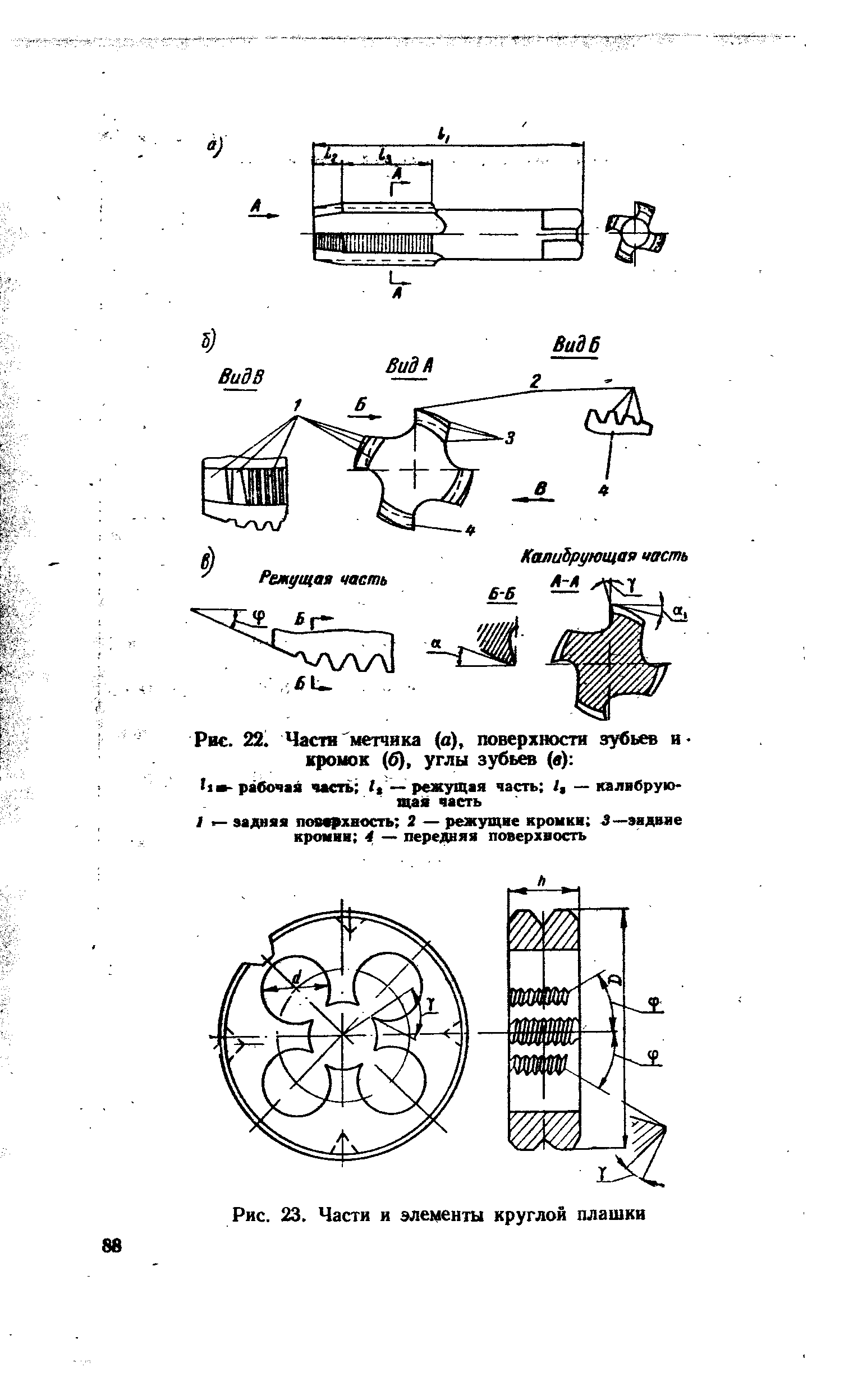
21. Плашка — резьбонарезной инструмент для нарезания наружной резьбы вручную или на станке.