

Нормирование положения допуска
Образование посадок осуществляется установлением определенного взаимного расположения полей допусков вала и отверстия. В системах ИСО и ЕСДП положение полей допусков валов и отверстий определяют с помощью основного отклонения – ближайшего к нулевой линии предельного отклонения. Основные отклонения отверстий обозначают прописными буквами латинского алфавита, рис.4. Для полей допусков, расположенных выше нулевой линии, основным отклонением является нижнее предельное отклонение EI. Для полей допусков, расположенных ниже нулевой линии, основным отклонением является верхнее предельное отклонение ES. Исключение составляют поля допусков Js и J. Поле допуска Js располагается симметрично относительно нулевой линии. Поле допуска J смещено вниз относительно симметричного поля Js, но пересекает нулевую линию. Для полей допусков K и M предусмотрены разные основные отклонения у разных квалитетов.
Основные отклонения валов обозначают строчными буквами латинского алфавита, рис.5. Основное отклонение полей допусков валов, расположенных ниже нулевой линии, является верхним предельным отклонением. Для полей допусков, расположенных выше нулевой линии, основное отклонение совпадает с нижним предельным отклонением. У валов с отклонениями js поле допуска располагается симметрично относительно нулевой линии, оба предельных отклонения - верхнее и нижнее - одинаковы по величине и равны половине допуска соответствующего квалитета. Поле допуска j смещено вверх относительно симметричного поля js, но пересекает нулевую линию.
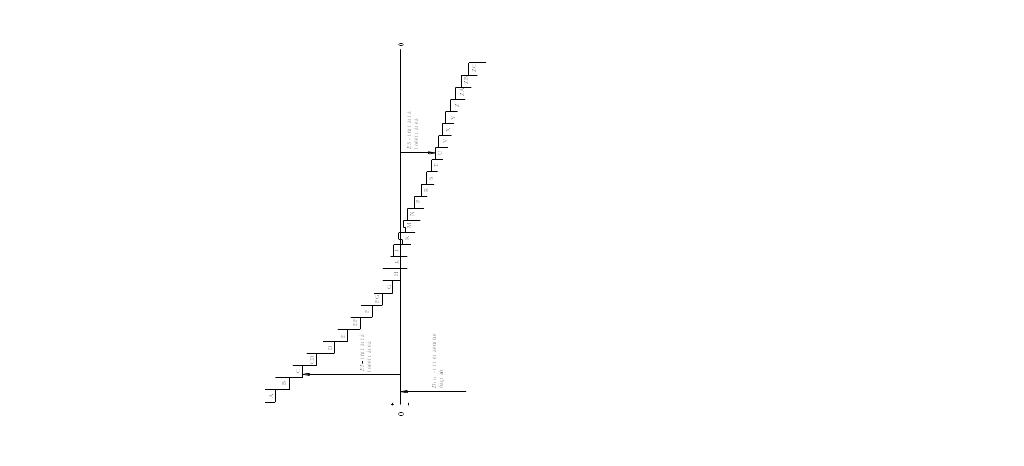
Рис.4 Основные отклонения отверстий
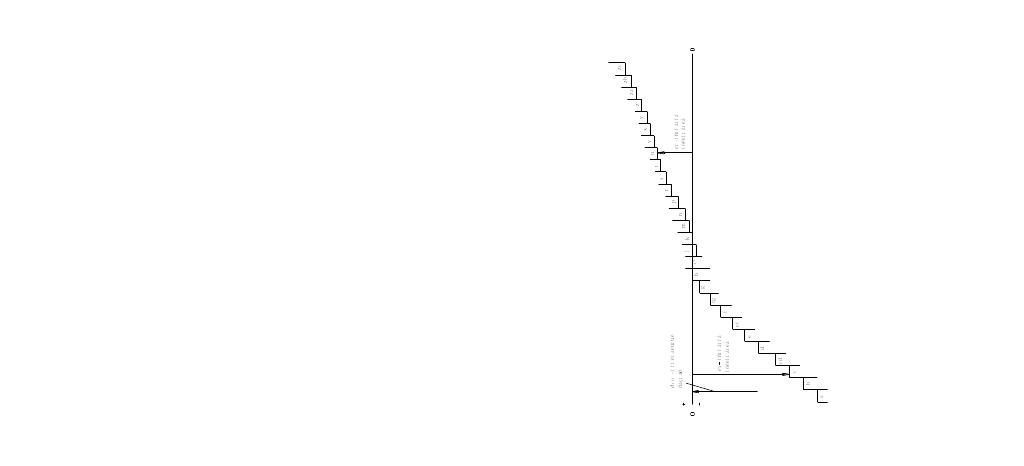
Рис.5 Основные отклонения валов
Каждой букве соответствует ряд основных отклонений, значение которых зависит от номинального размера. Абсолютное значение и знак каждого основного отклонения определяют по эмпирическим формулам. Основное отклонение вала не зависит от квалитета. Основные отклонения отверстий равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой, т.е. основное отклонение отверстия симметрично относительно нулевой линии основному отклонению вала. Из этого правила сделано исключение для отверстий с отклонениями J,K,M,N до 8 квалитета и с отклонениями P–ZC до 7 квалитета.
Основные отклонения валов приведены в табл. 3, основные отклонения отверстий – в табл. 4.
Образование и обозначение посадок
Поле допуска характеризуется величиной допуска и положением относительно нулевой линии. Для построения поля допуска необходимо взять из табл. 2 величину допуска и из табл.3,4 – основное отклонение. Построив поля допусков отверстий и вала для заданного номинального размера, получим некоторое соединение – посадку.
В системе ИСО принципиально допускаются любые сочетания основных отклонений и квалитетов. Для каждого размера сочетанием 19 квалитетов и 28 основных отклонений можно образовать 517 полей допусков валов и 516 полей допусков отверстий. Однако не все возможные сочетания имеют технический смысл. Кроме того, применение всех сочетаний не допускается экономическими соображениямии, так как привело бы к чрезмерному усложнению инструментального хозяйства. Поэтому система ИСО практически применяется на базе ограниченного отбора полей допусков.
Для образования посадки системы ЕСДП и ИСО допускают любые сочетания стандартных полей допусков отверстия и вала из ограниченного отбора. Однако по экономическим соображениям в практике сложились две системы изготовления деталей сопряжений: система отверстия и система вала, рис. 5.
Система отверстия Система вала

Рис.5 Образование систем посадок
Основные отклонения отверстий Таблица 3
Номинальные размеры, мм |
A |
B |
C |
CD |
D |
E |
EF |
F |
1 - 3 3 - 6 6 - 10 |
+270 +270 +280 |
+140 +140 +150 |
+60 +70 +80 |
+34 +46 +56 |
+20 +30 +40 |
+14 +20 +25 |
+10 +14 +18 |
+6 +10 +13 |
10 - 18 18 - 30 |
+290 +300 |
+150 +160 |
+95 +110 |
- - |
+50 +65 |
+32 +40 |
- - |
+16 +20 |
30 – 40
40 - 50 |
+310
+320 |
+170
+180 |
+120
+130 |
- - |
+80 |
+50 |
- |
+25 |
50 – 65
65 - 80 |
+340
+360 |
+190
+200 |
+140
+150 |
- |
+100 |
+60 |
- |
+30 |
FG |
G |
H |
JS |
J |
K |
M |
N |
||
квалитеты |
квалитеты |
||||||||
6 |
7 |
8 |
до 8 |
до 8 |
до 8 |
||||
+4 +6 +8 |
+2 +4 +5 |
0 0 0 |
|
+2 +5 +5 |
+4 +6 +8 |
+6 +10 +12 |
0 -1+ -1+ |
-2 -4+ -6+ |
-4 -8+ -10+ |
- - |
+6 +7 |
0 0 |
|
+6 +8 |
+10 +12 |
+15 +20 |
-1+ -2+ |
-7+ -8+ |
-12+ -15+ |
- |
+9 |
0 |
|
+10 |
+14 |
+24 |
-2+
|
-9+
|
-17+
|
- |
+10 |
0 |
|
+13
|
+18
|
+28
|
-2+
|
-11+
|
-20+
|
Основные отклонения отверстий Продолжение таблицы 3
Номинальные размеры, мм |
от P до ZC |
P |
R |
S |
T |
U |
V |
X |
Y |
|
до 7 |
квалитеты свыше 7 |
|||||||
1-3 |
откло-нение, как для квалитетов св.7, увели- ченное на |
-6 |
-10 |
-14 |
- |
-18 |
- |
-20 |
- |
3-6 6-10 |
-12 -15 |
-15 -19 |
-19 -23 |
- - |
23 28 |
- - |
-28 -34 |
- - |
|
10-14 14-18 |
-18 |
-23 |
-28 |
- |
-33 |
- -39 |
-40 -45 |
- - |
|
18-24 24-30 |
-22 |
-28 |
-35 |
- -41 |
-41 -48 |
-47 -55 |
-54 -64 |
-63 -75 |
|
30-40 40-50 |
-26 |
-34 |
-43 |
-48 -54 |
-60 -70 |
-68 -81 |
-80 -97 |
-94 -114 |
|
50-65 65-80 |
-32 |
-41 -43 |
-53 -59 |
-66 -75 |
-87 -102 |
-102 -120 |
-122 -146 |
-144 -174 |
|
Номинальные размеры |
Z |
ZA |
ZB |
ZC |
Поправка , мкм |
|||||
квалитеты |
||||||||||
мм |
квалитеты св. 7 |
3 |
4 |
5 |
6 |
7 |
8 |
|||
1 - 3 |
-26 |
-32 |
-40 |
-60 |
0 |
0 |
0 |
0 |
0 |
0 |
3 - 6 6 - 10 |
-35 -42 |
-42 -52 |
-50 -67 |
-80 -97 |
1 1 |
1,5 1,5 |
2 2 |
3 3 |
4 6 |
6 7 |
10 - 14
14 - 18 |
-50
-60 |
-64
-77 |
-90
-108 |
-130
-150 |
1 |
2 |
3 |
3 |
7 |
9 |
18 - 24
24 - 30 |
-73
-88 |
-98
-118 |
-136
-160 |
-188
-218 |
1,5 |
2 |
3 |
4 |
8 |
12 |
30 - 40
40 - 50 |
-112
-136 |
-148
-180 |
-200
-242 |
-274
-325 |
1,5 |
3 |
4 |
5 |
9 |
14 |
50 - 65
65 - 80 |
-172
-210 |
-226
-274 |
-300
-360 |
-405
-480 |
2 |
3 |
5 |
6 |
11 |
16 |
Основные отклонения валов Таблица 4
Номиналь- ные размеры, мм |
a |
b |
c |
cd |
d |
e |
ef |
|
1 - 3 3 - 6 6 - 10 |
-270 -270 -280 |
-140 -140 -150 |
-60 -70 -80 |
-34 -46 -56 |
-20 -30 -40 |
-14 -20 -25 |
-10 -14 -18 |
|
10 - 14
14 - 18 18 - 24 |
-290
-300 |
-150
-160 |
-95
-110 |
-
- |
-50
-65 |
-32
-40 |
-
- |
|
24 - 30 30 - 40
40 - 50 |
-300 -310
-320 |
-160 -170
-180 |
-110 -120
-130 |
- -
- |
-65
-80 |
-40
-50 |
-
- |
|
50 - 65
65 - 80 |
-340
-360 |
-190
-200 |
-140
-150 |
- |
-100 |
-60 |
- |
|
f |
fg |
g |
h |
js
|
j (5,6) |
k (4-7) |
-6 -10 -13 |
-4 -6 -8 |
-2 -4 -5 |
0 0 0 |
|
-2 -2 -2 |
+0 +1 +1 |
-16
-20 |
-
- |
-6
-7 |
0
0 |
|
-3
-4 |
+1
+2 |
-20
-25 |
-
- |
-7
-9 |
0
0 |
|
-4
-5 |
+2
+2 |
-30 |
- |
-10 |
0 |
|
-7 |
+2 |
Для квалитетов св. 7 основное отклонение k=0, допуски с отклонением j существуют только для квалитетов 5,6.
Основные отклонения валов Продолжение таблицы 4
Номинальные размеры, мм |
m |
n |
p |
r |
s |
t |
1 - 3 3 - 6 6 - 10 |
+2 +4 +6 |
+4 +8 +10 |
+6 +12 +15 |
+10 +15 +19 |
+14 +19 +23 |
- - - |
10 - 14
14 - 18 18 - 24 |
+7
+8 |
+12
+15 |
+18
+22 |
+23
+28 |
+28
+35 |
-
- |
24 - 30 30 - 40
40 - 50 |
+8
+9 |
+15
+17 |
+22
+26 |
+28
+34 |
+35
+43 |
+41 +48
+54 |
50 - 65
65 - 80 |
+11 |
+20 |
+32 |
+41
+43 |
+53
+59 |
+66
+75 |
u |
v |
x |
y |
z |
za |
zb |
zc |
+18 +23 +28 |
- - - |
+20 +28 +34 |
- - - |
+26 +35 +42 |
+32 +42 +52 |
+40 +50 +67 |
+60 +80 +97 |
+33
+41 |
-
+39 +47 |
+40
+45 +54 |
-
- +63 |
+50
+60 +73 |
+64
+77 +98 |
+90
+108 +136 |
+130
+150 +188 |
+48 +60
+70 |
+55 +68
+81 |
+64 +80
+97 |
+75 +94
+114 |
+88 +112
+135 |
+118 +148
+180 |
+160 +200
+242 |
+218 +274
+325 |
+87
+102 |
+102
+120 |
+122
+146 |
+144
+174 |
+172
+210 |
+226
+274 |
+300
+360 |
+405
+480 |
Как видно из рис. 5, обозначение поля допуска состоит из основного отклонения и квалитета, например, H6 - поле допуска отверстия с основным отклонением H и квалитетом 6, g6, k6, r6 - поля допусков валов с основными отклонениями g, k, r и квалитетом 6. В системе отверстия различные посадки - подвижные, переходные, прессовые - выполняют за счет смещения поля допуска вала относительно нулевой линии при неизменном положении поля допуска отверстия. В системе вала, напротив, различные посадки выполняют за счет смещения поля допуска отверстия при неизменном положении поля допуска вала.
За неизменное положение поля допуска отверстия в системе отверстия принято положение H, за неизменное положение поля допуска вала в системе вала - положение h. В условном обозначении любой посадки, выполненной в системе отверстия, всегда будет обозначение “H”, и в обозначении посадки, выполненной в системе вала, - обозначение “h”.
На чертежах и в тексте посадки обозначают в виде дроби, в числителе которой - допуск на отверстие, в знаменателе - допуск на вал. Например, H6/g6 - подвижная, H6/k6 - переходная, H6/r6 - прессовая посадки, выполненные по 6-му квалитету в системе отверстия; G6/h6, K6/h6, R6/h6 - те же посадки, выполненные в системе вала.
Система отверстия получила преимущественное распространение в практике в сравнении с системой вала, поскольку изготовление деталей разных посадок в системе отверстия оказывается экономичнее. В системе отверстия для обработки точных отверстий требуется один калиброванный дорогостоящий режущий инструмент (развертка, протяжка), так как все отверстия для заданного размера и квалитета имеют одно поле допуска, например H6. Валы обрабатывают методом точного точения или шлифования на специализированном оборудовании, допускающем легкую и быструю перенастройку на другой размер - поле допуска.
Систему вала применяют при изготовлении деталей типа тяг, осей, штифтов, валиков из холоднотянутого точного прутка без механической обработки. В изделиях полуфабрикатах, изготавливаемых на специальных предприятиях, валы выполняют в системе вала (шарикоподшипники качения, штифты цилиндрические), необходимая посадка выполняется за счет отверстия на заводе - потребителе полуфабрикатов. Также приходится применять систему вала при соединении нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. Обработка, а также и сборка ступенчатого вала с разницей диаметров в несколько микрометров существенно усложняются.
В соответствии с рекомендациями ИСО и практикой многих стран в ЕСДП установлен ограничительный отбор полей допусков отверстий и валов из всей совокупности полей допусков, которые могут быть получены различным сочетанием основных отклонений и допусков, табл. 5, 6. Ограничительный отбор обеспечивает практически полностью потребности промышленности в создании сопрягаемых и несопрягаемых размеров и предназначен для общего применения без ограничения его какой-либо конкретной областью. В отдельных случаях, когда применение полей допусков по табл. 5, 6 не может обеспечить предъявляемых к изделию требований, допускается применение дополнительных полей допусков.
Поля допусков отверстий. Размеры 1-500 мм. Таблица 5
Квали тет |
Основные отклонения |
||||||||
a |
b |
c |
d |
e |
f |
g |
h |
js |
|
1 |
|
|
|
|
|
|
|
h1 |
js1 |
2 |
|
|
|
|
|
|
|
h2 |
js2 |
3 |
|
|
|
|
|
|
|
h3 |
js3 |
4 |
|
|
|
|
|
|
|
h4 |
js4 |
5 |
|
|
|
|
|
|
g5 |
h5 |
js5 |
6 |
|
|
|
|
|
|
g6 |
h6 |
js6 |
7 |
|
|
|
|
|
f7 |
g7 |
h7 |
js7 |
8 |
|
|
|
d8 |
e8 |
f8 |
|
h8 |
js8 |
9 |
|
|
|
d9 |
e9 |
f9 |
|
h9 |
js9 |
10 |
|
|
|
d10 |
|
|
|
h10 |
js10 |
11 |
a11 |
b11 |
c11 |
d11 |
|
|
|
h11 |
js11 |
12 |
|
b12 |
|
|
|
|
|
h12 |
js12 |
13 |
|
|
|
|
|
|
|
h13 |
js13 |
14 |
|
|
|
|
|
|
|
h14 |
js14 |
15 |
|
|
|
|
|
|
|
h15 |
js15 |
16 |
|
|
|
|
|
|
|
h16 |
js16 |
17 |
|
|
|
|
|
|
|
h17 |
js17 |
Квали |
Основные отклонения |
||||||||||||
тет |
k |
m |
n |
p |
r |
s |
t |
u |
v |
x |
y |
z |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
k5 |
m5 |
n5 |
|
|
|
|
|
|
|
|
|
|
6 |
k6 |
m6 |
n6 |
p6 |
|
|
|
|
|
|
|
|
|
7 |
k7 |
m7 |
n7 |
p7 |
R7 |
s7 |
T7 |
|
|
|
|
|
|
8 |
K8 |
M8 |
N8 |
|
|
|
|
u8 |
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Поля допусков валов. Размеры 1-500 мм. Таблица 6
Квали тет |
Основные отклонения |
||||||||
a |
b |
c |
d |
e |
f |
g |
h |
js |
|
1 |
|
|
|
|
|
|
|
h1 |
js1 |
2 |
|
|
|
|
|
|
|
h2 |
js2 |
3 |
|
|
|
|
|
|
|
h3 |
js3 |
4 |
|
|
|
|
|
|
g4 |
h4 |
js4 |
5 |
|
|
|
|
|
|
g5 |
h5 |
js5 |
6 |
|
|
|
|
|
f6 |
g6 |
h6 |
js6 |
7 |
|
|
|
|
e7 |
f7 |
|
h7 |
js7 |
8 |
|
|
c8 |
d8 |
e8 |
f8 |
|
h8 |
js8 |
9 |
|
|
|
d9 |
e9 |
f9 |
|
h9 |
js9 |
10 |
|
|
|
d10 |
|
|
|
h10 |
js10 |
11 |
a11 |
b11 |
c11 |
d11 |
|
|
|
h11 |
js11 |
12 |
|
b12 |
|
|
|
|
|
h12 |
js12 |
13 |
|
|
|
|
|
|
|
h13 |
js13 |
14 |
|
|
|
|
|
|
|
h14 |
js14 |
15 |
|
|
|
|
|
|
|
h15 |
js15 |
16 |
|
|
|
|
|
|
|
h16 |
js16 |
17 |
|
|
|
|
|
|
|
h17 |
js17 |
Квали тет |
Основные отклонения |
|||||||||||
k |
m |
n |
p |
r |
s |
t |
u |
v |
x |
y |
z |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
k4 |
m4 |
n4 |
|
|
|
|
|
|
|
|
|
5 |
k5 |
m5 |
n5 |
p5 |
r5 |
s5 |
|
|
|
|
|
|
6 |
k6 |
m6 |
n6 |
p6 |
r6 |
s6 |
t6 |
|
|
|
|
|
7 |
k7 |
m7 |
n7 |
|
|
s7 |
|
u7 |
|
|
|
|
8 |
|
|
|
|
|
|
|
u8 |
|
x8 |
|
z8 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|