4. Техническое нормирование сварочных работ
Основные элементы нормирования работ для ручной дуговой сварки: норма времени, норма расхода покрытых электродов, расход электроэнергии. Нормы обычно дают на 1 погонный метр шва, либо на одно изделие.
4.1. Норма времени
Полная норма времени на одно изделие рассчитывается по формуле:
![]() (мин) (4.1)
(мин) (4.1)
где ТО – основное время, мин.; ТВ – вспомогательное время, затрачиваемое на установку и снятие детали, поворот перемещение в процессе сварки, включение и выключения рубильника сварочного аппарата, смену электродов, зачистку швов от шлака, осмотр, переход от одного участка шва к другому при сварке прерывистых швов, клеймение шва и др.; ТДОП – дополнительное время, затрачиваемое на организационно-техническое обслуживания оборудования, на отдых, физиологические надобности и производственную гимнастику; ТПЗ – подготовительно-заключительное время, затрачиваемое на получения задания, подготовку оборудования и материалов к сварке, сдачу готового изделия; n – количество в партии (n = 1).
В маршрутных и опреционных картах на дуговую сварку также указывается штучное время ТШТ, равное
![]() ,
мин (4.2)
,
мин (4.2)
Основное время сварки принимается по отраслевым справочникам нормировщика, или определяется путем хронометража, или рассчитывается по формуле
![]() ,
мин. (4.3)
,
мин. (4.3)
где FH - площадь поперечного сечения шва, см2; L – длина шва, см.; γ – площадь металла
шва (γ = 7,8 г/см3); αн - коэффицент наплавки в г/А.ч (принимаются по справочнику, для качественных покрытых электродов меняется от 8 до 15); YСВ – сила сварочного тока, А.
Если положение шва отличается от нижнего, основное время, найденное по формуле 4.3, необходимо корректировать с помощью поправочного коэффициента (К):
![]() (4.4)
(4.4)
где К = 1,0 для нижних швов, К = 1,25…1,30 – для горизонтальных и вертикальных швов; К = 1,35 для кольцевых швов; К = 1,60 для сварки потолочных швов.
Вспомогательное время ТВ принимается по отраслевым нормам, для предприятий агропромышленного комплекса на ручную дуговую сварку в условиях единичного и мелкосерийного производства ТВ = 2…12 минут. Подготовительно-заключительное время ТПЗ зависит от степени сложности и ответственности свариваемого изделия. При простой сварке несложных изделий ТПЗ = 10 миню; для изделий средней сложности при наличии нескольких швов в различных пространственных положениях ТПЗ = 17 мин.; для сложных и ответственных изделий ТПЗ = 24 минуты.
Дополнительное время рассчитывается по формуле:
![]() ,
мин. (4.5)
,
мин. (4.5)
где К – коэффициент дополнительного времени, зависящий от условий сварки. Принимается К = 9% при удобном положении сварки и К = 13% - при неудобном положении сварки, когда сварщик вынужден изгибаться, наклоняться и шов располагается выше уровня груди.
4.2. Норма расхода покрытых электродов
Рассчитывается масса наплавленного металла шва (см. формулу 4.3) в кг:
![]() (4.3.1)
(4.3.1)
Расход покрытых электродов определяется по формуле:
![]() (4.6)
(4.6)
где К – коэффициент веса покрытия, то есть отношение веса покрытия к весу металла электродного стержня по длине обмазанной части; λ – коэффициент использования длины электрода, представляющий отношение длины стержня электрода к длине расплавляемой его части (учитывает потери электрода на длину «огарка»); ψ – коэффициент потери металла электрода на испарение, разбрызгивание и окисление.
Точные значения коэффициентов определяются экспериментально, либо по паспортам и справочникам на конкретные марки электродов. Для приближенных расчетов можно применять следующие значения: К = 0,…0,6 для электродов ОММ-5, ЦМ-7, УОНИ 13/45, ЦЛ-14 в зависимости от толщины покрытия; λ = 1,12…1,25 в зависимости от длины электрода, при длине огарка 50 мм меньшие значения λ для длинных электродов диаметром 4…12 мм, больше значения λ для коротких электродов диаметром менее 4 мм; ψ = 0…0,25 в зависимости от марки электрода, рода и величины сварочного тока; в пределах 0…0,1 при сварке на «мягких» режимах короткой дуговой постоянным током обратной полярности; в пределах 0,15…0,25 при сварке постоянным током прямой полярности, а также переменным током длинной дугой на повышенных режимах.
Расход электроэнергии зависит от массы наплавленного металла шва (GH), от КПД и потерь энергии на холостом ходу сварочного аппарата. Для ориентировочных подсчетов допускается применить следующие укрупненные значения расхода электроэнергии на 1 кг наплавленного металла: 3,5…4,5 кВт.ч/кг. – при сварке на переменном токе; 7…8 кВт.ч/кг. – на постоянном токе сварочными агрегатами, преобразователями; 3,5…4 кВт.ч/кг. – сварочными выпрямителями.
Индивидуальные задания на разработку технологического процесса дуговой сварки
Приложение 1.
Эскиз сварного соединения |
Варианты размеров, мм |
Материал и особые условия |
|||
обоз |
№1 |
№2 |
№3 |
||
1 |
2 |
3 |
4 |
5 |
6 |
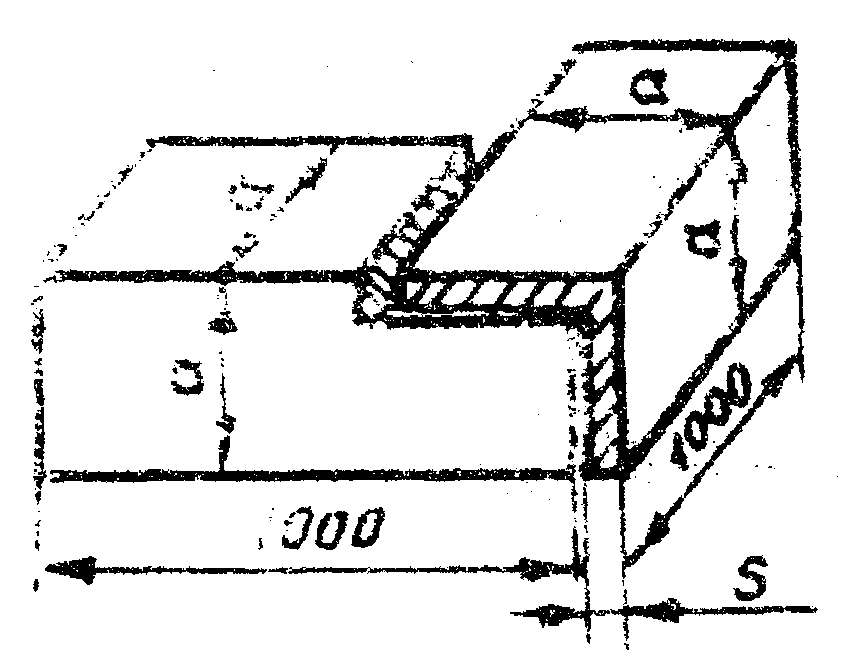
1. Стыковое листов
|
S l |
2 1200 |
4 1800 |
20 1600 |
Sх400хL ГОСТ82-70
Лист
30ХГСАГОСТ45443-71
Шов горизонтальный |
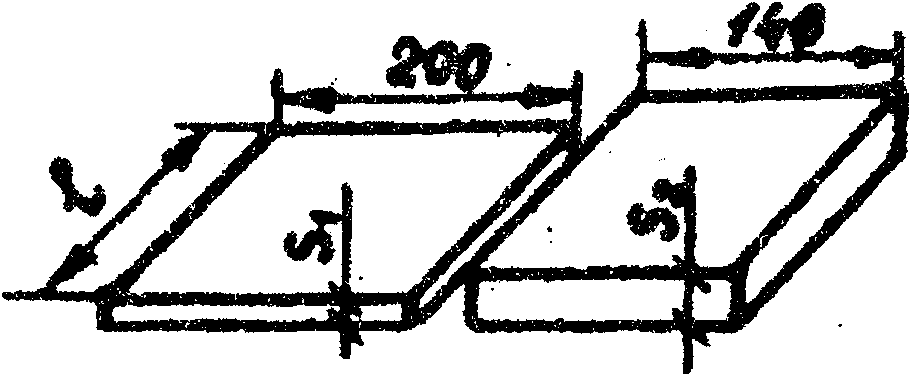
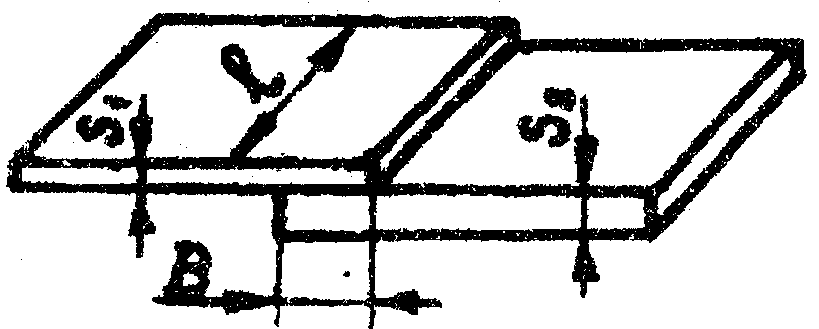
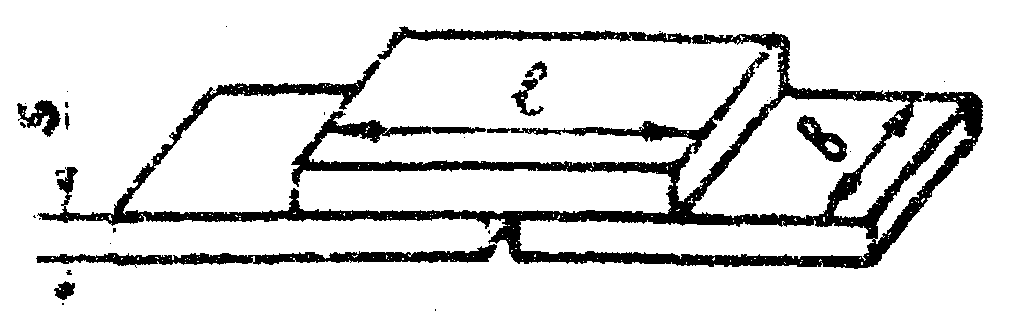
2. Стыковое, полос различной толщины
|
S1 S2 L |
4 12 400 |
8 20 600 |
8 32 1200 |
БS1х200 ГОСТ103-76 Полоса Вст3сп ГОСТ535-79
БS2х140 ГОСТ103-76 Полоса 20-а-2 ГОСТ535-79
Провар шва на толщину S1 |
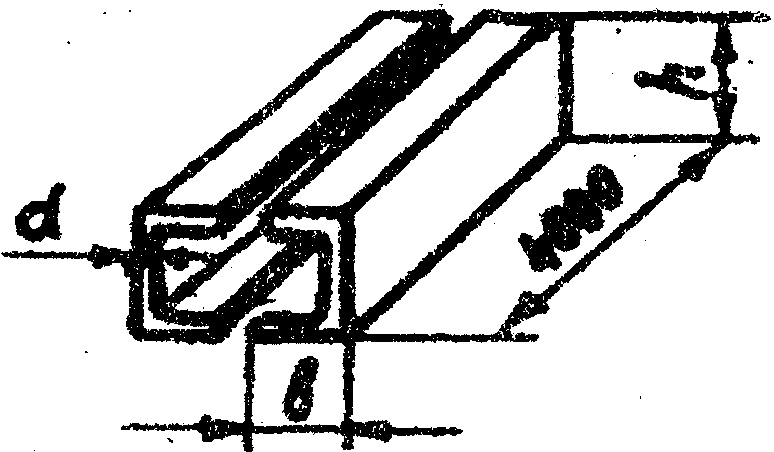
3. Стыковое, швеллеров
|
h b d |
80 40 4,5 |
160 64 5,0 |
270 95 6,0 |
0,1h ГОСТ8240-72 Швеллер Вст1кп ГОСТ380-71
Шов двусторонний, прерывистый |
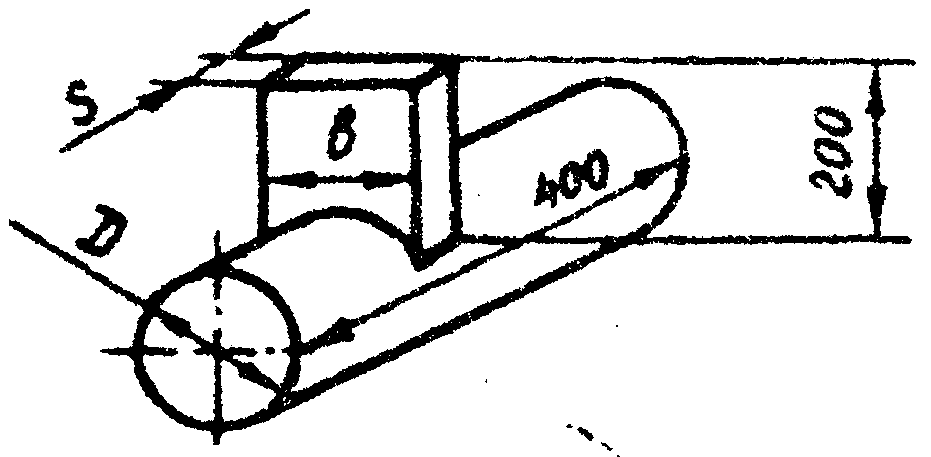
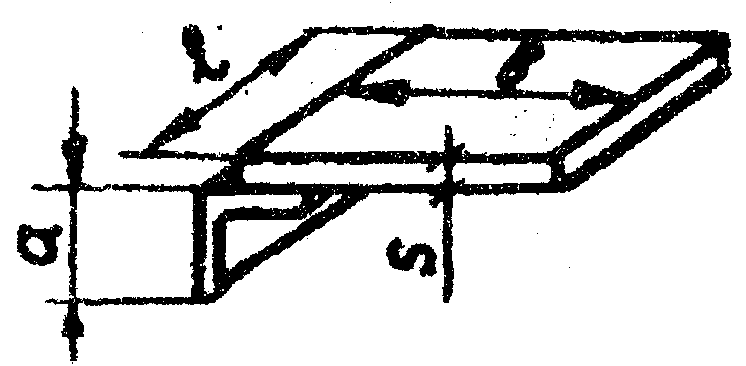
4. Стыковое, круглого прутка с квадратным
|
D a*a |
60 36 |
100 60 |
140 80 |
В D ГОСТ2590-88 Круг 12ГС ГОСТ5521-76
В a ГОСТ2591-88 Квадрат 12ГС ГОСТ5521-76
>500 МПа |
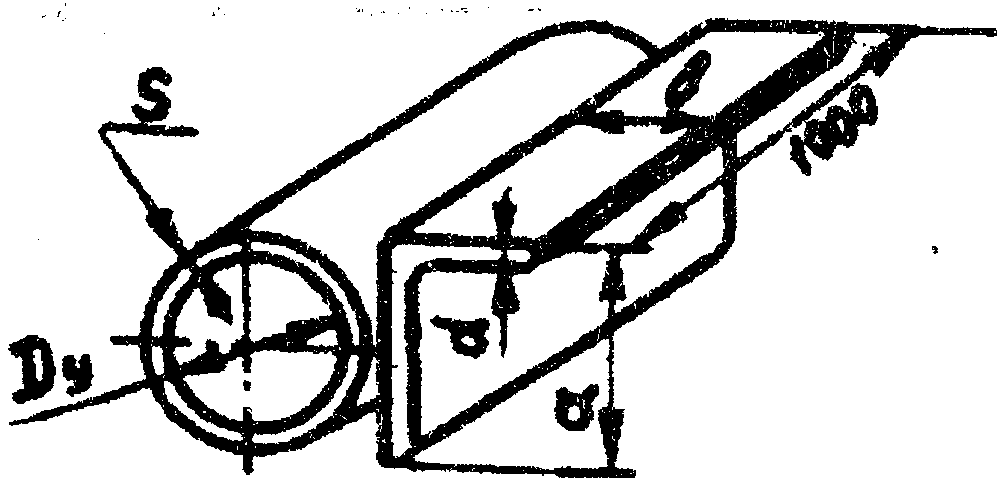
5. Стыковое, труб водогазовых
|
Dy S Dн |
25 3,25 33,5 |
50 4,5 60 |
150 5,5 165 |
Dy* S ГОСТ3262-75 Труба Вст2 ГОСТ380-71
Ру = 10 кг/см² |


Продолжение приложения 1.
1 |
2 |
3 |
4 |
5 |
6 |
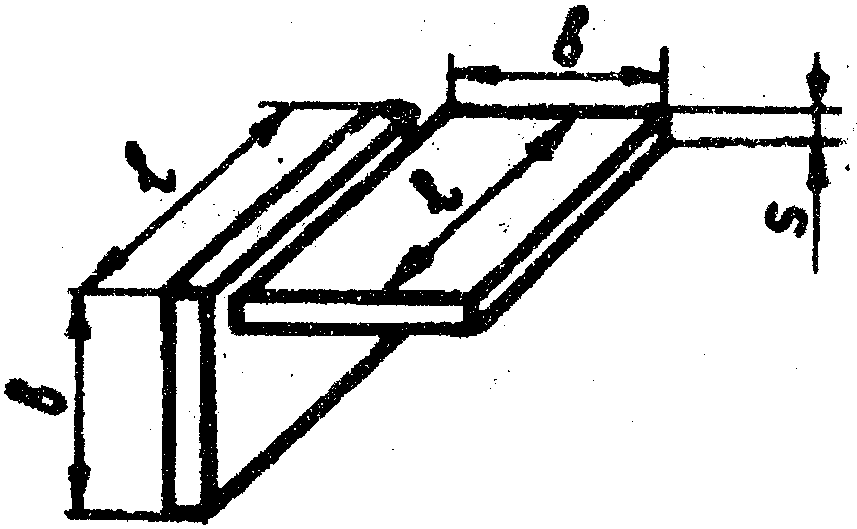
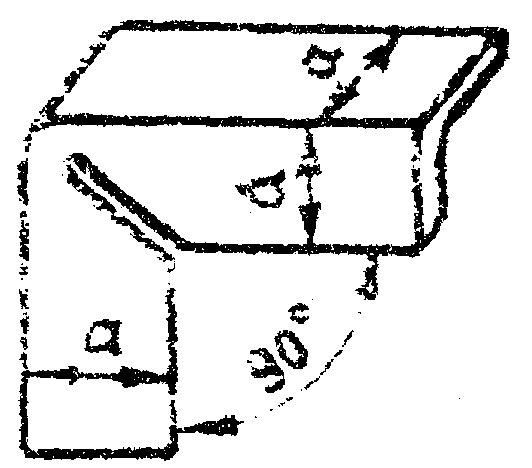
6. Угловое, листов
|
S b L |
1,6 600 2000 |
4,0 1200 2500 |
12 1200 4000 |
S* b*L ГОСТ19903-74 Лист Вст6 ГОСТ535-79
Шов нижний, сплошной >500 МПа |
7. Угловое, листов
|
|
|
|
|
Размеры и материалы по п.6. Шов вертикальный, односторонний, сплошной. |
8. Угловое, листов
|
|
|
|
|
Размеры и материалы по п.6. Шов потолочный, односторонний, сплошной. |
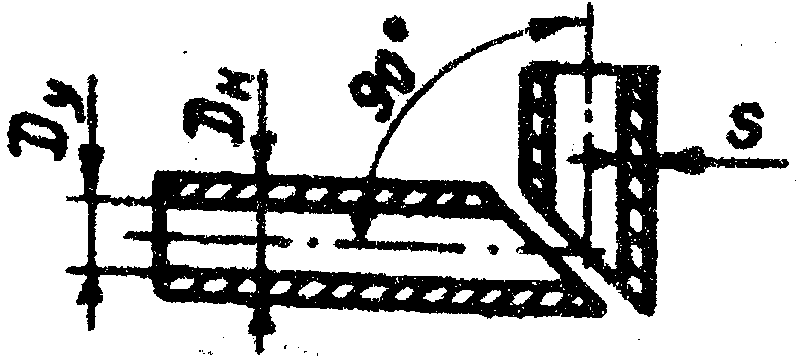
9. Угловое, труб водогазовых
|
Dy S Dн |
40 3,5 48 |
100 5 114 |
125 5,5 140 |
Dy* S ГОСТ3262-75 Труба 45 ГОСТ1050-74
>500 МПа Ру = 16 кг/см² |
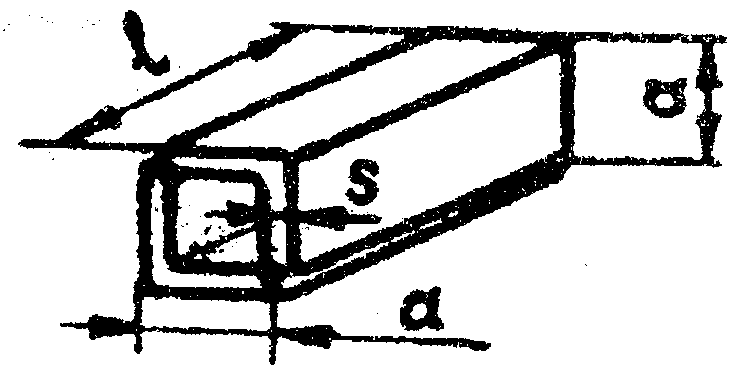
10. Угловое, уголков равнобоких
|
a S l |
25 4 2000 |
75 6 2500 |
125 14 4000 |
a*a*S ГОСТ8509-77 Уголок Вст6 ГОСТ535-79
Шов прерывистый >500 МПа |
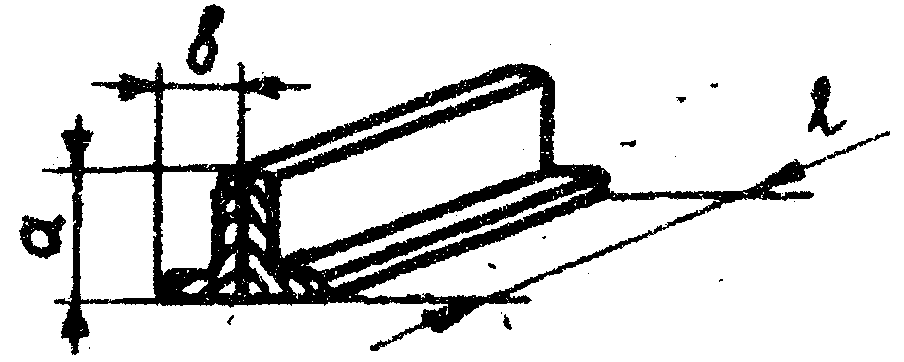
11. Угловое, трубы с уголком неравнобоким
|
a b d |
45 28 3 |
110 70 8 |
140 90 9 |
Труба - по п. 9
a* b*d ГОСТ8510-72 Уголок Вст3 ГОСТ535-79
Шов нижний, «в лодочку» многослойный |

Продолжение приложения 1.
1 |
2 |
3 |
4 |
5 |
6 |
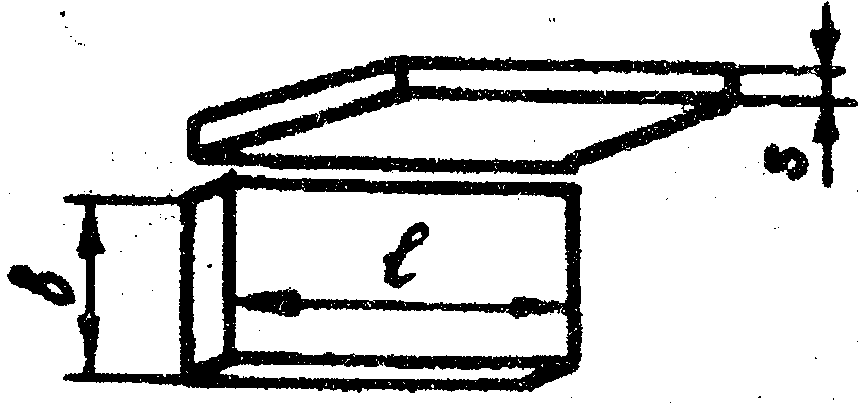
12. Нахлёсточное, полос различной толщины
|
|
|
|
|
Размеры и материалы по п.6. Шов двусторонний, нижний, сплошной. В = (2…4)S1 |
13. Нахлёсточное, уголка с листом
|
|
|
|
|
Уголок – по п.10 Лист – по п.6. Шов нижний, прерывистый. |
14. Торцевое, неравнобоких уголков
|
|
|
|
|
Размеры и материалы по п.6. Шов вертикальный, односторонний, сплошной. |
15. Торцевое, равнобоких уголков с полосой
|
|
|
|
|
Уголок – по п.10 Полоса – по п.2. Длина изделия – 4000 мм Шов нижний, прерывистый. |
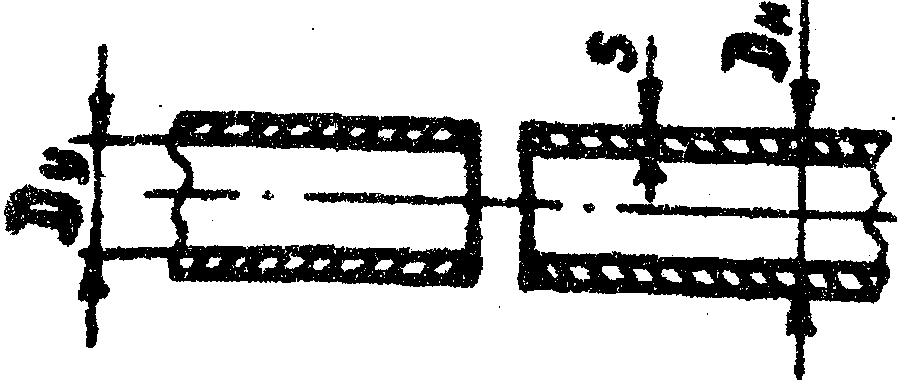
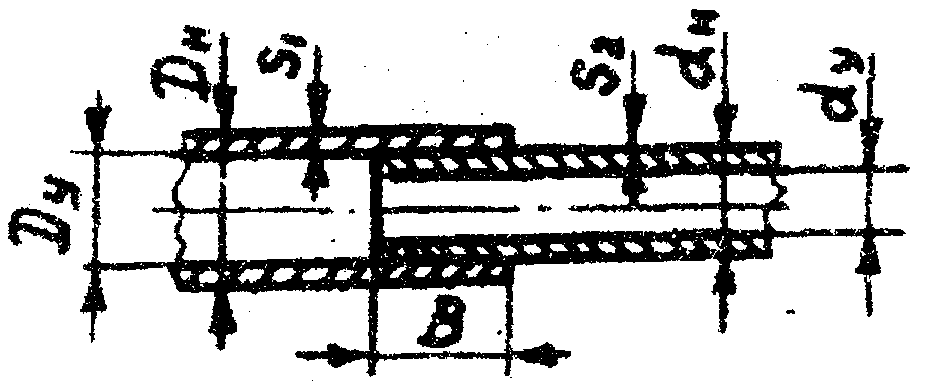
16. Нахлёсточное, труб водогазовых
|
Dн S1 dн S2 |
60 4,5 48 3,5 |
33,5 3,25 26,75 3,5 |
42,26 3,25 33,5 4,0 |
Dy* S1 ГОСТ3262-75 Труба 20 ГОСТ1050-74
dy* S2 ГОСТ3262-75 Труба 20 ГОСТ1050-74
Ру = 10 кг/см²; В = (2…4)dн |
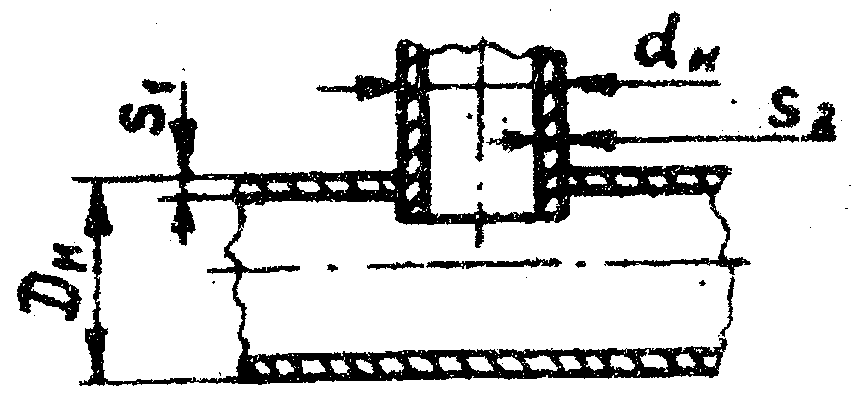
17. Тавровое, труб водогазовых
|
|
|
|
|
Размеры и материалы по п.16. Ру = 16 кг/см². |

Продолжение приложения 1.
1 |
2 |
3 |
4 |
5 |
6 |
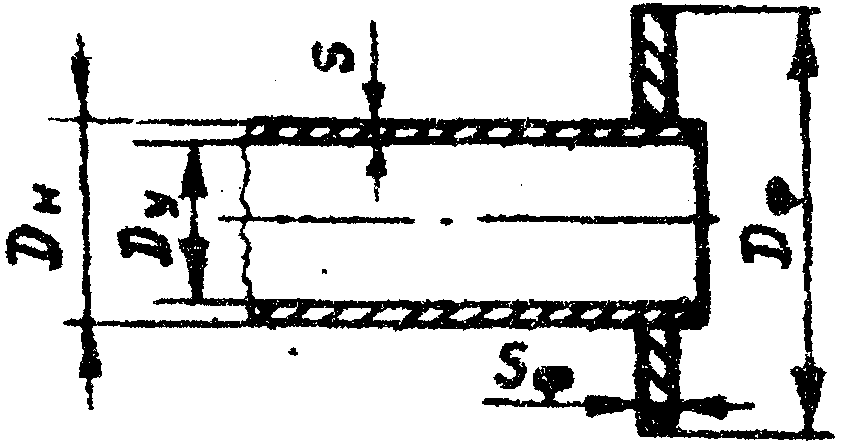
18. Тавровое труб с фланцем
|
Dн S Dф Sф |
88,5 4,0 150 12 |
114 5,0 220 16 |
165 5,5 320 16 |
Dy* S ГОСТ3262-75 Труба 15 ГОСТ1050-74
Фланец Dy*Sф ГОСТ1255-67
Шов двусторонний, сплошной |
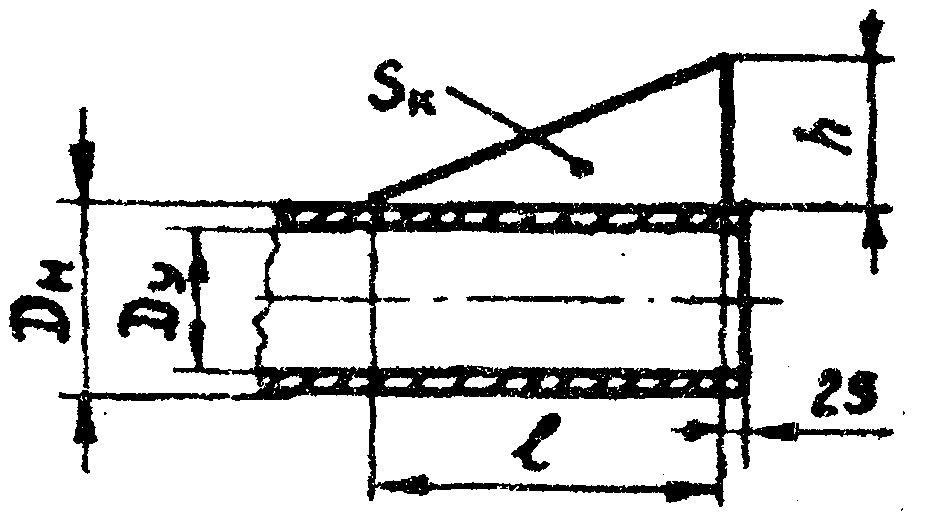
19. Тавровое, трубы с косынкой
|
h l Sк
|
40 120 6 |
60 180 8 |
80 240 10 |
Труба – по п.16
Косынка Sк*l*h
Сталь 08кп ГОСТ1054-74
Шов по замкнутому контуру |
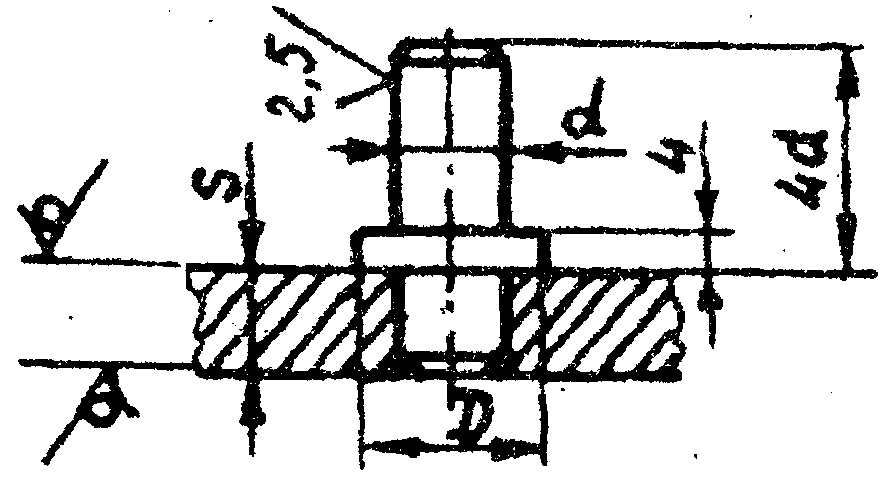
20. Тавровое, пальца с полосой
|
S D d |
20 28 20 |
32 40 32 |
36 40 36 |
Sх120 ГОСТ103-76 Полоса ВСт6 ГОСТ535-79
Палец Сталь 15Х >500 МПа |
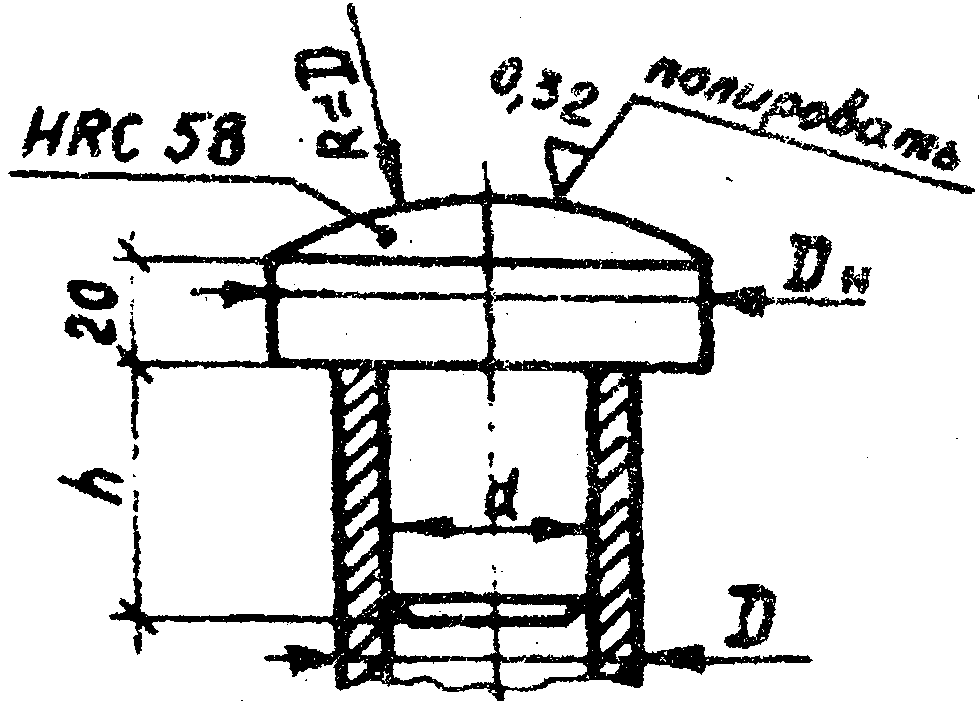
21. Соединение наконечника с трубчатым штоком
|
D d Dн h |
40 30 60 60 |
80 60 100 120 |
120 90 150 180 |
Наконечник: Сталь 30ХГСА ГОСТ4543-71
Палец: Сталь 50 ГОСТ1050-74
Сварка после термообработки и полирования |
22. Тавровое, швеллеров
|
h b d |
160 64 5,0 |
270 95 6,0 |
360 110 7,5 |
0,1h ГОСТ8240-72 Швеллер ВСт4 ГОСТ535-79
Шов по замкнутой линии |
35
Продолжение приложения 1.
1 |
2 |
3 |
4 |
5 |
6 |
23. Тавровое, швеллеров в шип
|
|
|
|
|
Швеллер – по п.22
Шов по незамкнутой линии |
24. Тавровое, уголков равнобоких
|
a S |
40 3 |
100 8 |
180 12 |
a*a*S ГОСТ8509-72 Уголок Вст2 ГОСТ535-79
Шов по замкнутой линии при монтаже изделия |
25. Угловое, уголков равнобоких в шип
|
|
|
|
|
Уголок – по п.24
Шов двусторонний, по незамкнутой линии при монтаже изделия |
26. Стыковое, гнутое после разделки уголка
|
|
|
|
|
Уголок – по п.24
Длина в развёрнутом виде – 1000мм Шов двусторонний, снять усиление шва с лицевой стороны |
27. Нахлёсточное, полос в стык с накладкой
|
S b l |
4 36 40 |
8 45 80 |
14 60 120 |
Sхb ГОСТ103-76 Полоса 15ХМА ГОСТ20072-74
Сталь легированная теплоустойчивая >500 МПа Траб = 510°С |

Продолжение приложения 1.
1 |
2 |
3 |
4 |
5 |
6 |
28. То же по п.27 усиленное подваркой стыка |
|
|
|
|
Размеры и материал по п.27 |
29. Нахлёсточное, полос в стык с двусторонними накладками
|
|
|
|
|
Размеры и материал по п.27 |
30. Тавровое, прутка круглого с полосой
|
D S b |
60 6 40 |
75 10 50 |
100 14 75 |
D ГОСТ2590-88 Круг 12Х18Н9Т ГОСТ5632-72
Sхb ГОСТ103-76 Полоса 12Х13 ГОСТ5632-72
Шов по замкнутой линии |
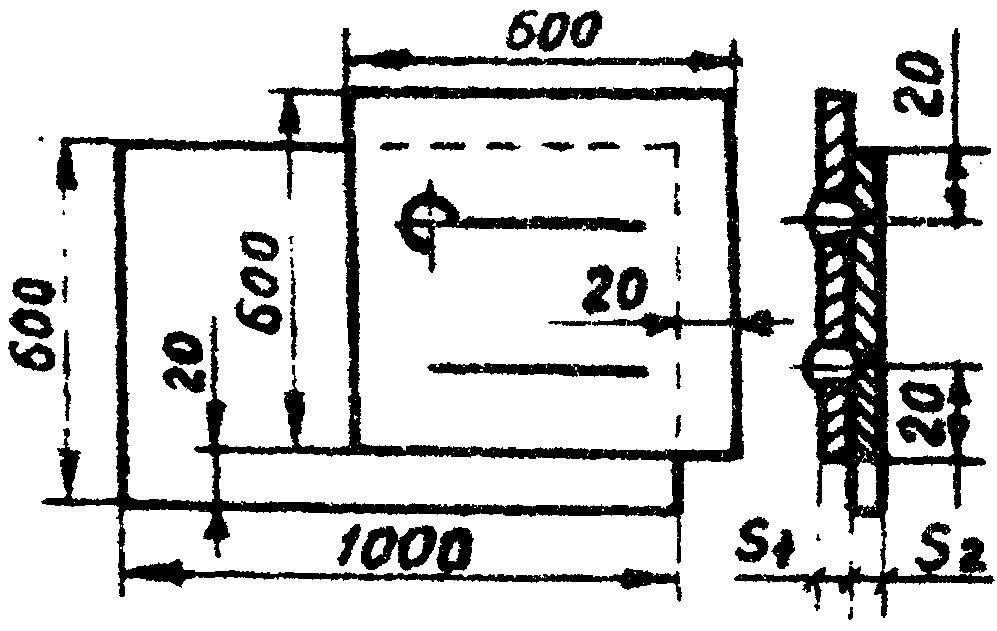
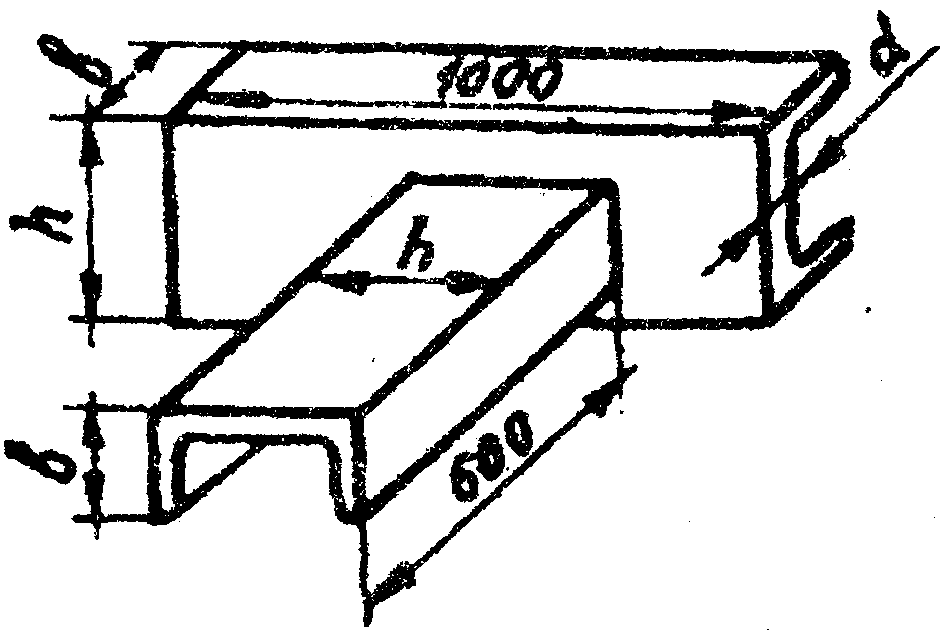
31. Нахлёсточное, листов электрозаклёпками
|
S1 S2 |
4 6
|
6 10 |
8 12 |
S1* 600*600 ГОСТ82-70 Лист БСт3Гпс ГОСТ380-71
S2*600*1000 ГОСТ82-70 Лист БСт3Гпс ГОСТ380-71
Расположение электрозаклёпок шахматное, шаг 50мм. |
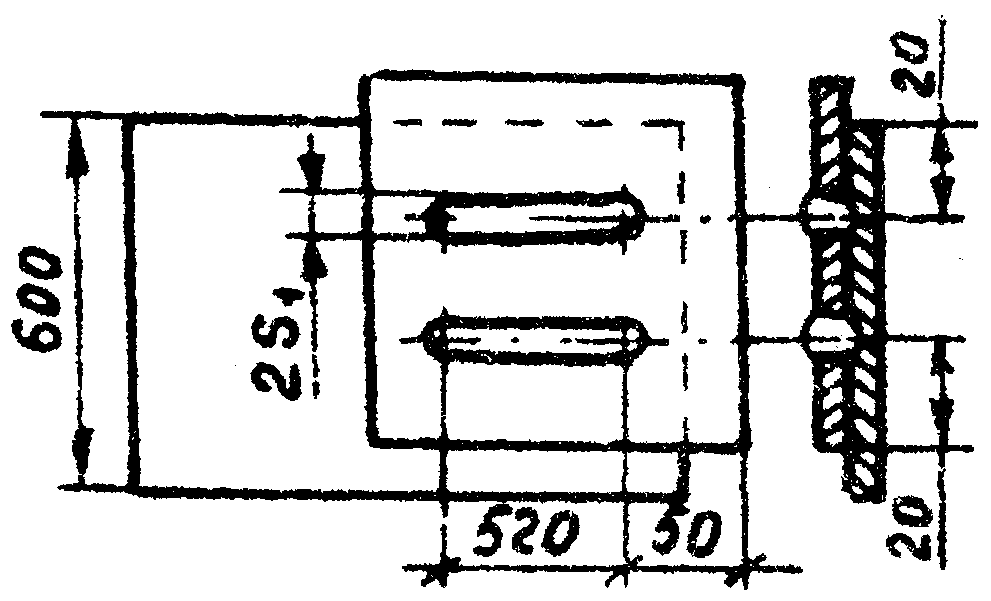
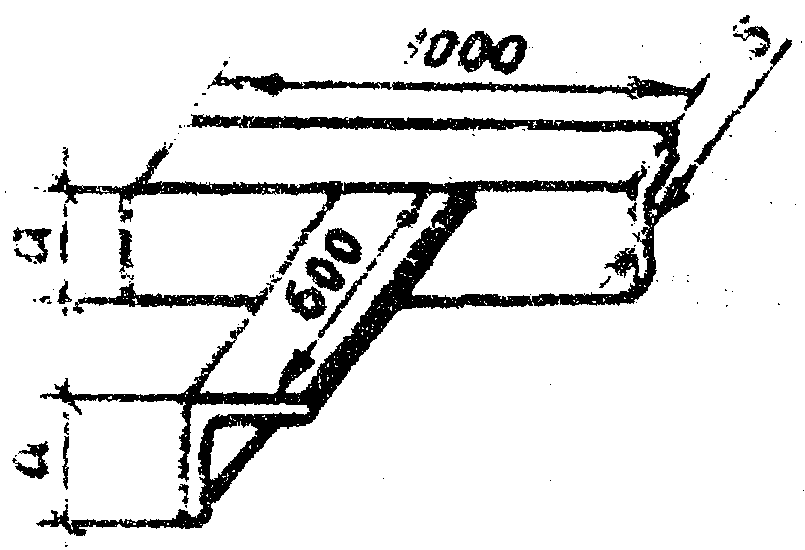
33. Нахлёсточное, листов прорезными швами
|
|
|
|
|
Размеры и материал по п.31 |
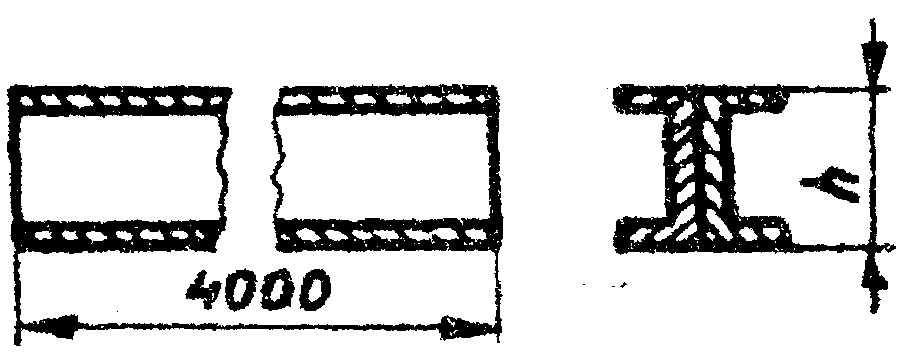
34. Стыковое, швеллеров
|
|
|
|
|
Размеры и материал по п.3
Шов двусторонний, сплошной |