

2. Особенности технологии сварки некоторых материалов
Как правило, технологический процесс дуговой сварки состоит из следующих операций, нумеруемых в маршрутной карте МК числами арифметической прогрессии:
005. Операция (группа операций) по подготовке металла к сварке (слесарная – очистка поверхностей, правка, разметка, резка, раскрой; токарная и фрезерная по разделке кромок).
010. Сборка под сварку.
015. Дуговая сварка покрытыми электродами.
020. Контрольная.
Основную операцию (015) следует давать в операционном описании, причем переходы нумеруются числами натурального ряда, например:
Установить детали 1 и 2 на стол.
Прихватить детали согласно чертежа.
Сварить дуговой сваркой детали…
Зачистить метал от шлака и брызг.
Снять изделие.
В зависимости от типа сварного соединения и конкретных условий производства содержание операций и перехода может меняться.
2.1. Некоторые правила рационального конструирования сварочных соединений
На рис. 2.1. приведены некоторые правила конструирования сварочных соединений. Сварка в большинстве случаев
Сварное соединение |
|
Неудачной конструкции |
Улучшенной конструкции |
1. Обеспечить удобный подход электродов к шву |
|
|
Швы вынесены из тесного пространства между перегородками |
2. Избегать трудоёмкой разделки кромок |
|
|
Свариваемые детали смещены на катет шва |
3. Избегать сварки массивных деталей с тонкими |
|
|
Подготовка кромки со скосом 15°, если разность толщины S-S1 > 2…4 мм |
4. Предусматривать взаимную фиксацию деталей |
|
|
Предусмотрен буртик для осевой фиксации бобышки |
5. Удалять (притуплять) острые кромки деталей в зоне шва, во избежание прожога. Сварочную зону отдалять от точных и обработанных поверхностей (см. приложение 1, эскизы 19…21). |
|
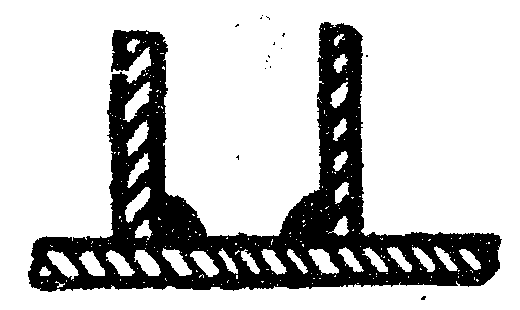
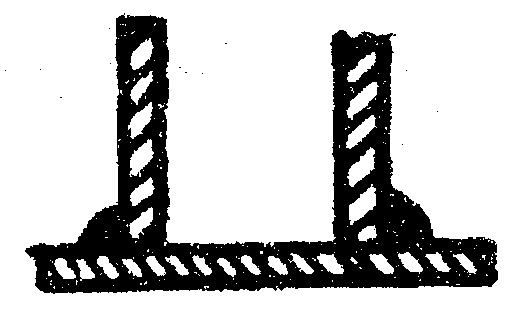
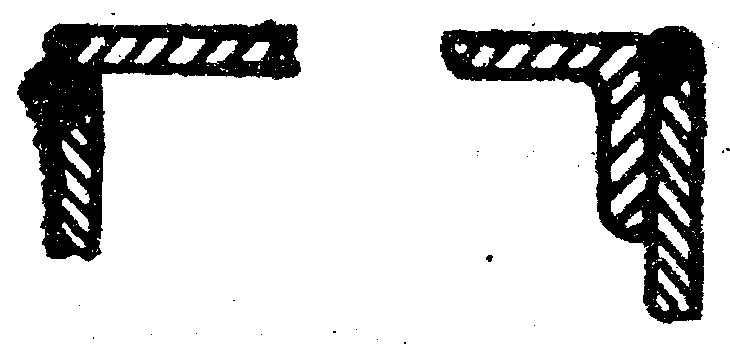

Рис. 2.1. Некоторые правила конструирования сварных швов
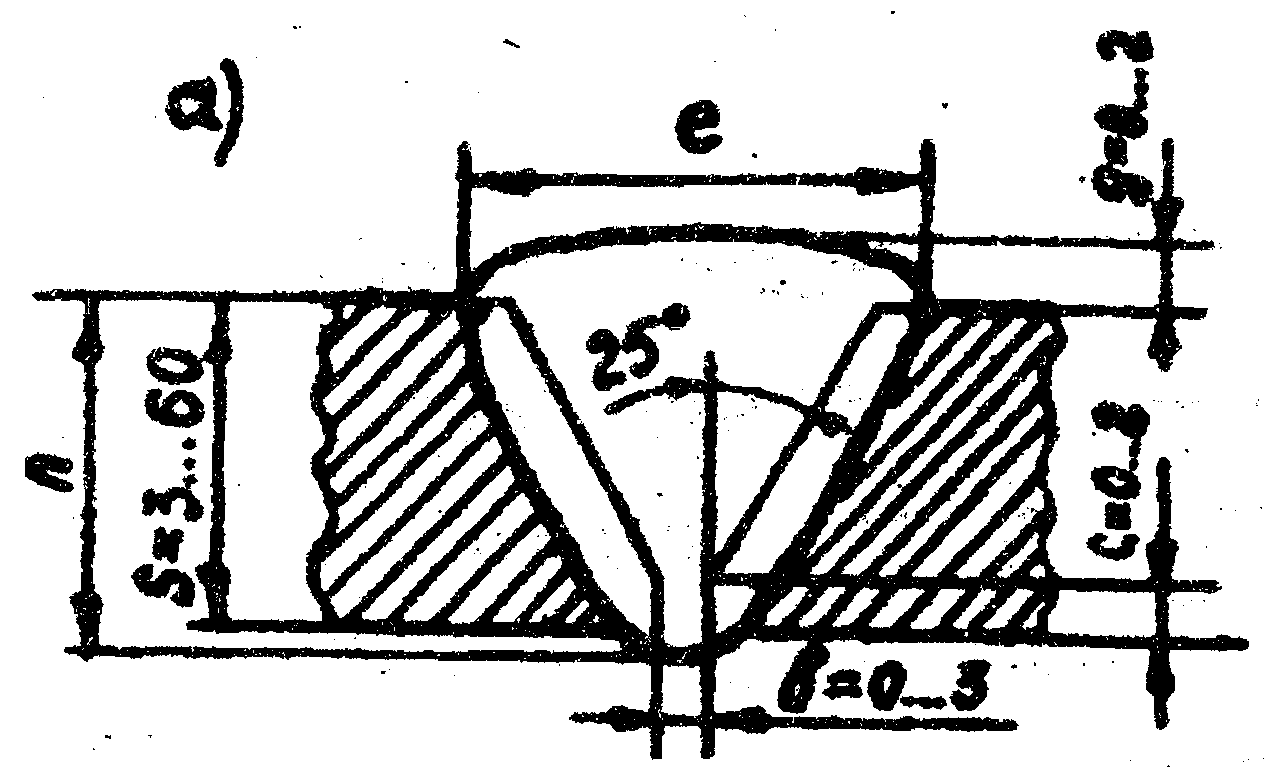
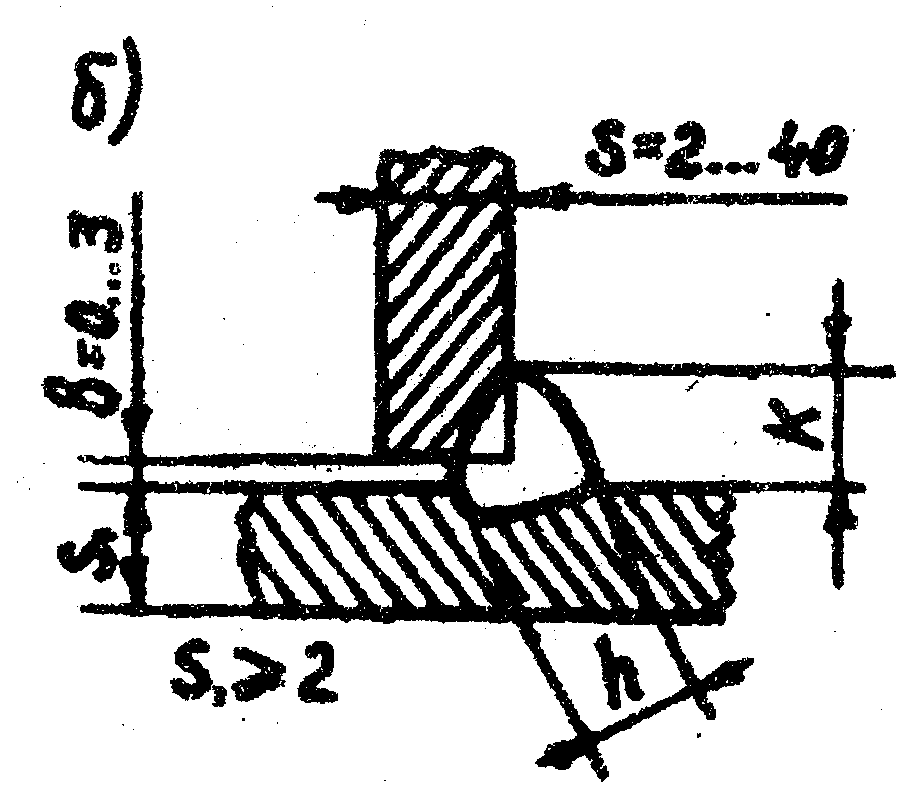
Рис 2.2. Геометрия поперечного сечения сварных швов
а) стыкового типа С17; б) таврового типа Т1; е - ширина шва; h - глубина провара; К - катет шва; в - зазор; с - притупление, g - усиление шва.
предшествует механической или термической обработке, поскольку она приводит к ухудшению шероховатости поверхностей и потере служебных свойств изделия. Однако по условиям производства могут возникнуть случаи, когда механическая или термическая обработка возможна только до сборки и сварки. Тогда зону сварки (шов) следует отдалять от точных и обработанных поверхностей, во избежание их порчи. Например, в тавровом соединении пальца, обработанного чисто с шероховатостью 2,5 мкм, сварной шов следует предусмотреть на противоположном, необработанном конце (см. Приложение I, эскиз №20) . В соединении полированного наконечника с трубчатым штоком в место кольцевого сплошного шва по буртику лучше выполнить сварку электрозаклёпками на участке трубы (там же, эскиз №21). При этом в трубе сверлятся (или прожигаются электродом) отверстия диаметра:
![]() (2.1)
(2.1)
где S-толщина стенки, мм .
Диаметр электрода выбирается на 4…5 мм менее диаметра отверстия:
![]() (2.2)
(2.2)
Количество и расположение отверстий определяет разработчик. Подготовленные отверстия заполняют металлом расплавленного электрода.