

6. Расчет припусков на механическую обработку
Расчет припусков на механическую обработку производится расчетно-аналитическим методом и по таблицам. Аналитический расчет выполняется по наибольшему диаметру Ø40 мм.
1. Параметры RZ и Т выбираем из таблиц и последующей обработки ([3], табл. 4.3 – 4.6, стр. 63 - 65).
2. Суммарное значение пространственных отклонений для заготовки

Для
последующих переходов определяем

3.
Погрешность установки: деталь
устанавливается в патроне,
 =0
=0
 ,
где
,
где
εб - погрешность базирования, при совмещении технологической и измерительной базы εб =0
 -
погрешность закрепления, здесь
приспособление с гидравлическим приводом
=0
-
погрешность закрепления, здесь
приспособление с гидравлическим приводом
=0
εпр - погрешность положения заготовки в приспособлении, εпр=0, (однопозиционная обработка)
4. Расчетный припуск, мкм

Черновое обтачивание:
 мкм
мкм
Получистовое обтачивание:
 мкм
мкм
5. Расчетный размер, мм, определяется начиная с последнего перехода, т.к. этот размер указан на чертеже. На последующих переходах

dр п/чис = 39.75 мм ,
dр чер = 39.75 + 2*0,820 = 39.974 мм ,
dр заг = 39.974 + 2*0,112 = 41.174 мм.
6. Допуск на размеры δ, мкм [4], таб. 3.3; 3,4; 3.14.
7. Предельные размеры начинаем вносить в таблицу с последнего перехода, приняв за предельные размеры, указанные на чертеже
Ø 40-0,25 dminп/чис = 39.75 мм, dmaх п/чис = 40 мм.
Для последующих переходов dmin получаем округлением dp
dmax= dmin+δ
dmaxчер = 39.98 + 0.62 = 40.6 мм
dmaxзаг = 41.18 + 1.60 = 42.78 мм
8. Предельные припуски
 ;
;
 ;
;
2Zmin чер = dmin заг – dmin чер = 41.18 – 39.98 = 1.2 мм;
2Zmax чер = dmax заг – dmax чер = 42.78 – 40.60 = 2.18 мм;
2Zmin п/чис = dmin чер – dmin п/чис = 39.98 – 39.75 = 0.23 мм;
2Zmax п/чис = dmax чер – dmax п/чис = 40.6 – 40.0 = 0.6 мм;
Все результаты произведенных расчетов сведены в таб. 6.1.
Технологические преходы обработки по поверхности Ø55h17 |
Элементы пипуска, мкм |
Расчетный припуск 2zmin, мкм |
Расчетный минимальный размер, мм |
Квалитет |
Допуск на изготовление Td, мкм |
Принятые округленные размеры, мм |
Полученные предельные припуски |
|||||||||||
Rz |
Т |
ρ |
ε |
dmin |
dmax |
2zmax |
2z min |
|||||||||||
Заготовка |
150 |
250 |
200
|
- |
- |
41.174 |
15 |
1600 |
41.18 |
42.78 |
- |
- |
||||||
Обтачивание: Черновое
|
50 |
50 |
12 |
- |
2*600 |
39.974 |
14 |
620 |
39.98 |
40.6 |
1200 |
2180 |
||||||
Получистовое |
30 |
30 |
10 |
- |
2*112 |
39.75 |
12 |
250 |
39.75 |
40.0 |
230 |
600 |
||||||
|
|
|
|
|
|
|
|
|
|
|
1430 |
2780 |
||||||
Таб. 6.1.Расчет припусков и предельных размеров
Dmax=42.78 мм. Округляем значение до 43 мм и принимаем стандартный диаметр проката 43 мм.
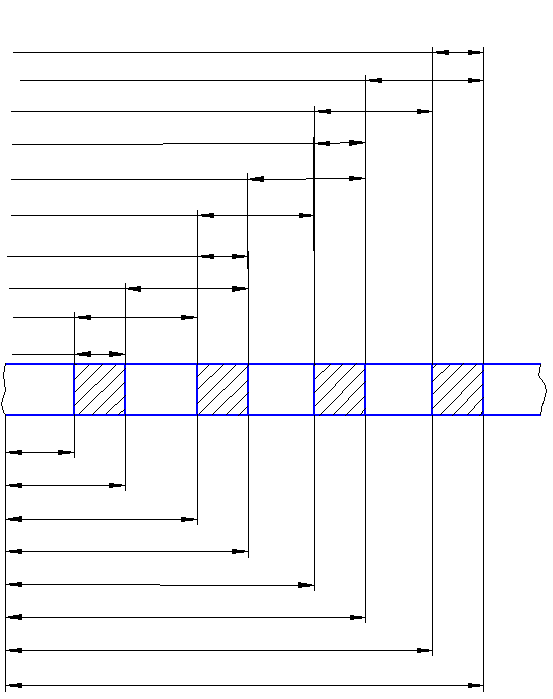
Рис. 6.2. Схема графического расположения припусков и допусков