

31.Манипуляторы для смены заготовок
Манипулятор- устройство предназначенное для имитации двигательных или рабочих функций руки человека и управляемая оператором или действуящая автоматически.
Автооператор- непереналаживаемый автоматический манипулятор.
Промышленный робот- перепрограммируемый автоматический манипулятор промышленного применения.
В автоматизированных станочных системах манипуляторы включают в состав гибких производственных модулей для соединения его с транспортными и накопительными устройствами. Манипуляторы применяются как в виде универсальных мех-мов так и в виде прикрепляемых к станку.
Автоматическое загрузочное устройство(ЗУ) для заготовок тел вращения. Выполняется в виде манипуляторов с поворотным или рычажным мех-мом.
Поворотные ЗУ применяют для длинных заготовок обрабатываемых в центрах.
Трёхпозиционное поворотное ЗУ с гипоциклоидной траекторией:
Д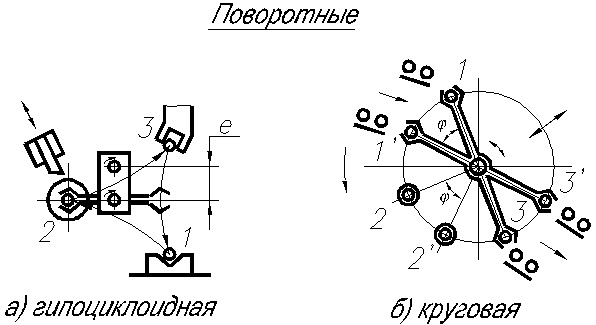 остоинства:
автоматическое снижение скорости в
конечных положениях; увеличенная
точность позиционирования; исключается
возможность столкновения с резцедержателем
и зажимными устройствами; уменьшается
время цикла обработки
остоинства:
автоматическое снижение скорости в
конечных положениях; увеличенная
точность позиционирования; исключается
возможность столкновения с резцедержателем
и зажимными устройствами; уменьшается
время цикла обработки
Двурукое поворотное ЗУ с неизменным положением рук(б) для двухшпиндельных станков.
Конструкции схватов и формы зажимых губок определяются размерами и конфигурацией заготовки: Конструкций самих схватов очень много.

Рычажное ЗУ. Для тяжёлых(до 500 кг) валов длиной до3 метров, а также фланцевых заготовок средних размеров:
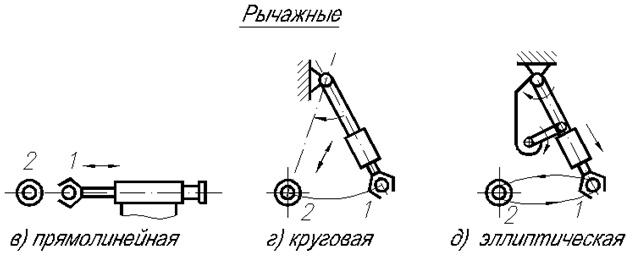
Для рычажных устройств характерно двурукое или двузахватное исполнение
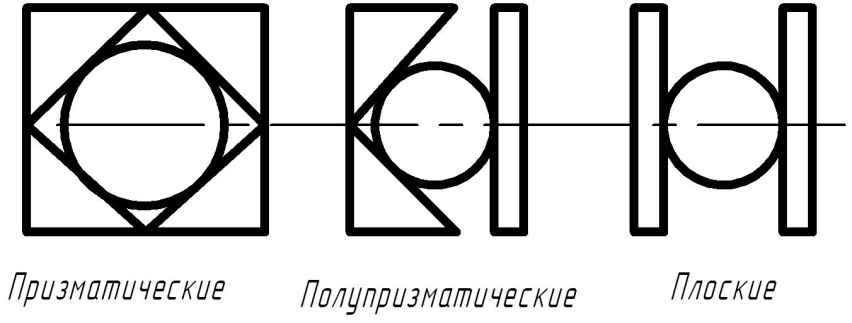
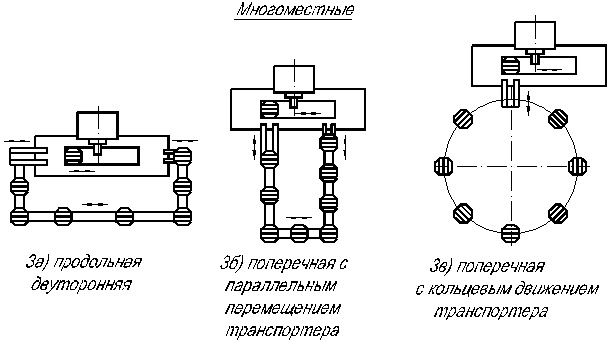
Смена заготовок призматического типа осуществляется двумя путями:
А) С помощью многопозиционных столов станка с возвратно-поступательным поворотным движением
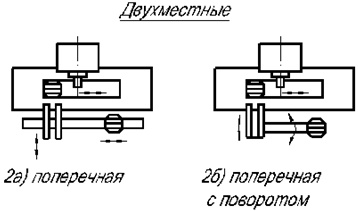
Б) С использованием автономных ЗУ устанавливаемых рядом со станком(Применяется чаще). Используется одноместные, двухместные и многоцелевые ЗУ

32.Манипуляторы для смены инструмента
Автоматическая система инструментального обеспечения(АСИО) включает в себя: накопитель инструментов(револьверные головки, многопозиционные резцедержатели, склады-стеллажи, инструментальные магазины), автооператоры или манипуляторы с захватами, зажимные мех-мы в шпинделе станка или резцедержателе, транспортирующие мех-мы, уст-во управления.
Устройство без автооператора- это многопозиционные резцедержатели или револьверные головки

Достоинства: быстрая смена инструмента, простота конструкции, возможность унификации.
Недостатки: 6-12 инструментов максимально.
Большинство многоцелевых станков имеет инструментальный магазин и автооператор.
До 25 инструментов- дисковые инструментальные магазины.
40-50 шт.- многосекционные барабанные устройства; планетарные устройства; кассетные накопители.
100-140- цепные магазины на колонке или в виде отдельного модуля.
До 240- башенные накопители.
Захват инструмента автооператором за V-образный фланец.
Для автоматического поиска инструмента применяется кодирование инструмента или инструментального гнезда(с помощью набора колец), ферромагнитной этикеткой, штриховой этикеткой.