Практическое занятие № 7 выбор числовых значений и параметров шероховатости
Шероховатость поверхностей оценивается определённым количеством критериев шероховатости, определение и обозначение которых изложены в стандарте ГОСТ 2789-73:
![]() –
среднее арифметическое отклонения
профиля, мкм;
–
среднее арифметическое отклонения
профиля, мкм;
![]() –
средняя высота микронеровностей,
измеренная по десяти точкам,
–
средняя высота микронеровностей,
измеренная по десяти точкам,
мкм;
![]() –
максимальная высота микронеровностей,
мкм;
–
максимальная высота микронеровностей,
мкм;
![]() –
средний шаг микронеровностей, измеренный
по средней линии
–
средний шаг микронеровностей, измеренный
по средней линии
профиля, мм;
![]() – средний шаг микронеровностей,
измеренный по вершинам, мм;
– средний шаг микронеровностей,
измеренный по вершинам, мм;
![]() –
относительная опорная длина профиля
в % от базовой длины,
–
относительная опорная длина профиля
в % от базовой длины,
измеренная на уровне профиля сечений “р” в % от .
Все критерии шероховатости измеряются
на базовой длине
![]() ,
которая выбирается из ряда: 0,08; 0,25; 0,8;
2,5; 8,0 мм.
,
которая выбирается из ряда: 0,08; 0,25; 0,8;
2,5; 8,0 мм.
Числовые значения для рассмотренных
параметров в таблицах стандарта
установлены по ряду
:
для значений
![]() –
в пределах 100…0,008 мкм, для значений
и
–
в пределах 1600…0,025 мкм, для значений
и
–
в пределах 12,5…0,002 мм.
–
в пределах 100…0,008 мкм, для значений
и
–
в пределах 1600…0,025 мкм, для значений
и
–
в пределах 12,5…0,002 мм.
Числовые значения выбирают из ряда 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90%. Значения “р” могут выбираться из того же ряда, начиная с 5%. Рекомендуется использовать показатель при значениях высоты неровностей 320…10 мкм и 0,1…0,025 мкм. В остальных случаях, а их большинство, шероховатость по высоте нормируют путём задания значений .
Для высотных показателей нормальные базовые длины стандартизованы:
, мкм |
До 0,025 |
Св. 0,025 до 0,4 |
Св. 0,4 до 3,2 |
Св. 3,2 до 12,5 |
Св. 12,5 до 100 |
, , мкм |
До 0,01 |
Св. 0,10 до 0,16 |
Св. 1,6 до 12,5 |
Св. 12,5 до 50 |
Св. 50 до 400 |
, мм |
0,08 |
0,25 |
0,8 |
2,5 |
8,0 |
При расчётах ответственных подвижных
и прессовых соединений необходимо
учитывать высоту неровностей
,
тогда как на чертежах в большинстве
случаев заданы значения
.
В этих случаях можно воспользоваться
зависимостью
![]() ,
где k=4 при
80…2,5 мкм, k=5 при
12,5…0,02 мкм.
,
где k=4 при
80…2,5 мкм, k=5 при
12,5…0,02 мкм.
При известном способе обработки поверхности её шероховатость может быть выбрана из следующей таблицы:
Вид обработки |
Высота микро-неровностей, мкм |
Вид обработки |
Высоты микронеровн. |
Точение: обдирочное чистовое |
80 … 40 40 … 10 |
Сверление |
80 … 40 |
Торцевое обтачивание обдирочное |
80 … 40 |
Фрезерование: обдирочное чистовое |
80 … 40 5 … 1,25 |
Развёртывание: чистовое тонкое |
3,2 … 1,6 1,25 … 0,63 |
Шлифование: получистовое чистовое |
5 … 1,25 1,25 …. 0,32 |
Протягивание: чистовое отделочное |
1,25 … 0,63 0,63 … 0,32 |
Притирка: чистовая тонкая |
1,25 … 0,32 1,6 … 0,1 |
Полирование: обычное тонкое |
0,2 … 1,6 0,05 … 0,1 |
Правила указания шероховатости на чертежах установлены ГОСТ 2.309-73 ЕСКД.
Для усвоения основных требований стандарта ГОСТ 2789-78 на шероховатость поверхности в нижеследующих заданиях (№№ 1-19) необходимо выполнить технические требования, заданные текстом.
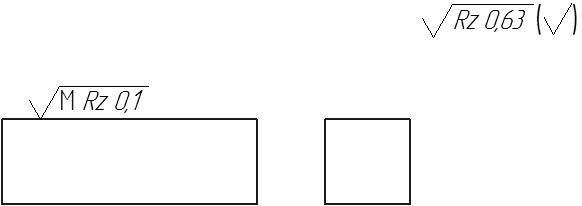
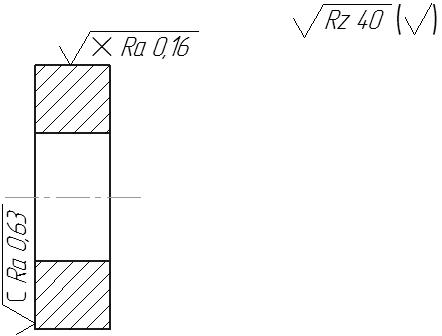
1.
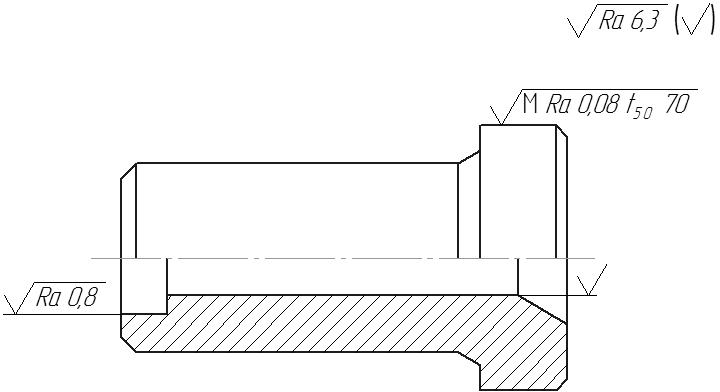
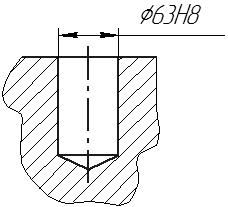
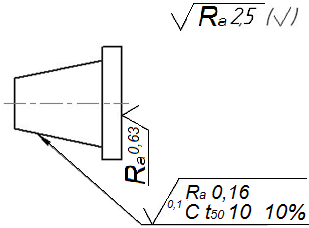
Расшифровать обозначение шероховатости на чертеже
1. Определить требования к шероховатости поверхности Ø63, если допуск формы составляет 16 мкм. 2. Торцовая поверхность полученная чистовым фрезерованием, базовая длина 0,8 мм, направление неровностей параллельное.
|
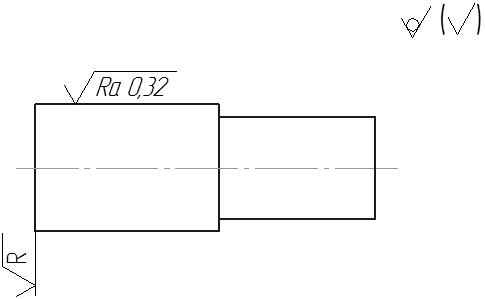
2.
1. Определить требования к шероховатости поверхности, если допуск формы 15 мкм, базовая длина 0,8 мм. 2. Торцовые поверхности получены чистовым торцовым шлифованием, направление неровностей радиальное. 3. Остальные поверхности получены обдирочным точением. |
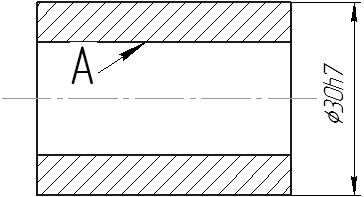
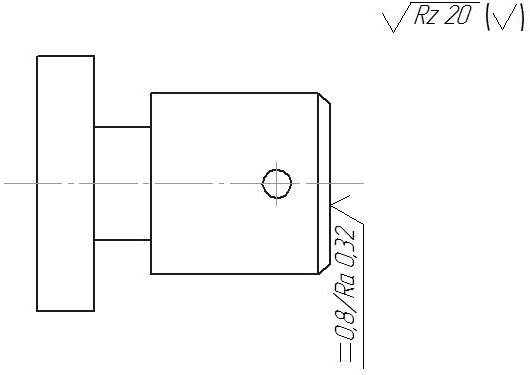
3.
1. Шероховатость поверхности А получена точением со средним арифметическим отклонением профиля 0,25…0,32 мкм на базовой длине 0,8 мм. 2. Шероховатость поверхности Б имеет среднюю высоту неровностей 0,63 мкм, относительная опорная длина профиля 50% на уровне профиля сечений 40%, базовая длина 0,25 мм. 3. Шероховатость остальных поверхностей имеет среднюю высоту микронеровностей 40 мкм. |
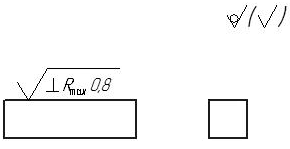
4.
1. Шероховатость поверхности А имеет среднюю высоту микронеровностей. 2. Шероховатость поверхности отверстий получена сверлением. 3. Остальные поверхности находятся в состоянии поставки. |
5.
Расшифровать
обозначение шероховатости на чертеже 1. Определить требования к шероховатости торцовых поверхностей, если допуск плоскопараллельности 15 мкм, базовая длина 0,8 мм, направление неровностей параллельное. 2. Шероховатость поверхности А получена чистовым точением, средний шаг неровностей, измеренный по средней линии 0,2 мм, направление неровностей перпендикулярное.
|
6.
Расшифровать обозначение шероховатости на чертеже
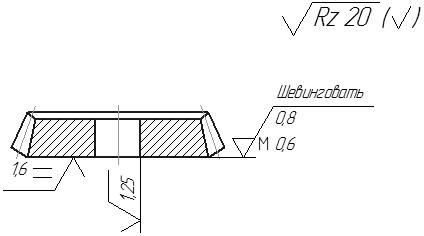
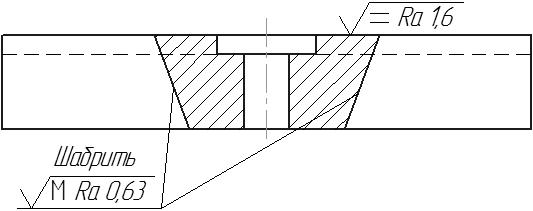
1. Среднее арифметическое отклонение поверхности зуба шестерни 0,10…0,16 мкм. Вид обработки – притирка. Направления неровностей – параллельное. 2. Шероховатость поверхности отверстия получена чистовым развёртыванием, базовая длина 0,2 мм, шаг неровностей 0,16…0,20 мм. 3. Средняя высота микронеровностей остальных поверхностей 40 мкм. |
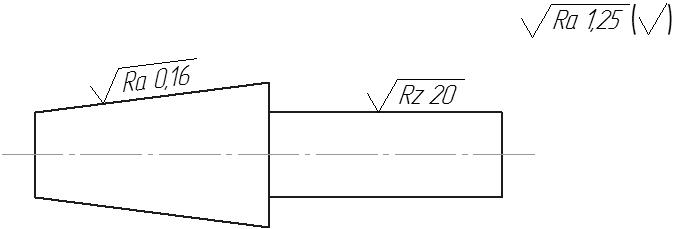
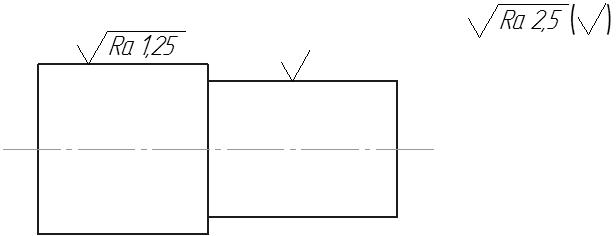
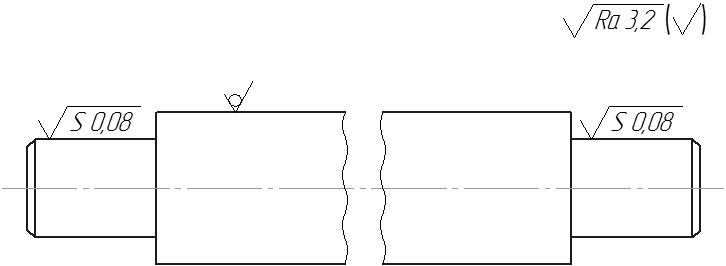
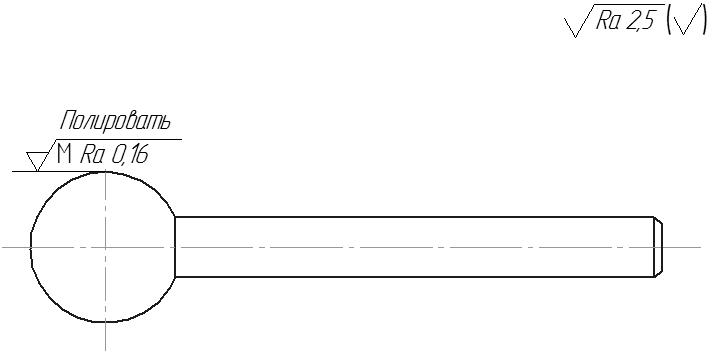
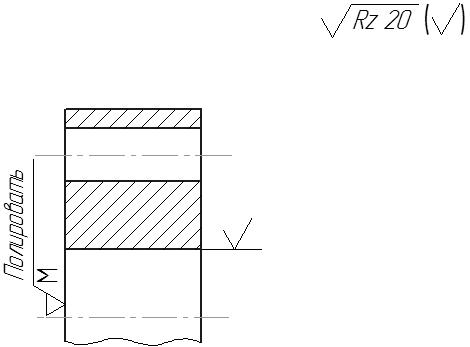
7.
1. Шероховатость поверхности А задана средней высотой микронеровностей 0,1…0,03 мкм. Обработка – полирование, шаг неровностей 0,08 мм, направление неровностей – параллельное. 2. Поверхность Б получена точением с максимальной шероховатостью 3 мкм. 3. Шероховатость остальных поверхностей имеет среднее арифметическое отклонение профиля 5 мкм.
|
8.
Расшифровать обозначение шероховатости на чертеже
1. Шероховатость внутренней поверхности втулки получена отделочным протягиванием, направление неровностей параллельное, шаг неровностей по вершинам 0,016…0,032 мм на базовой длине 0,25 мм. 2. Средняя высота микронеровностей наружной поверхности 18 мкм. 3. Остальные поверхности имеют среднее арифметическое отклонение профиля 2,5 мкм. |
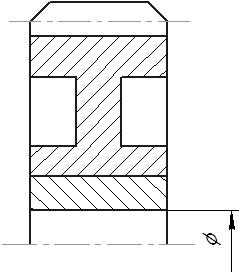
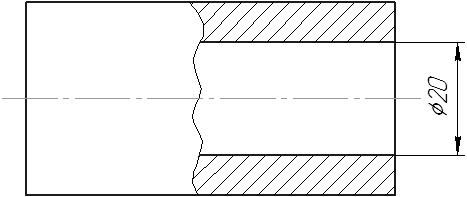
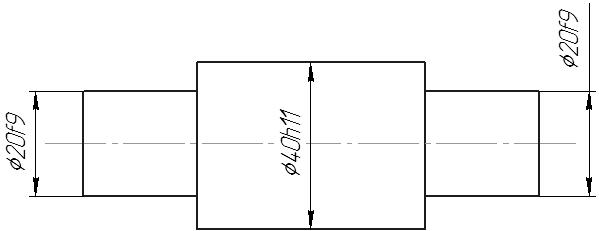
9.
1.
Определить требования к шероховатости
для поверхности Ø20, если
0,25 мм, направление неровностей перпендикулярное. 2. Шероховатость паза получена чистовым протягиванием. 3. Остальные поверхности получены чистовым точением.
|
10.
1. Определить требования к шероховатости для поверхности Ø50, если допуск формы 28 мкм; относительная опорная длина профиля 60% на уровне профиля сечений 40%. 2. Шероховатость торцовых поверхностей получена торцовым чистовым шлифованием; базовая длина 0,8 мм, направление неровностей радиальное. 3. Остальные поверхности получены сверлением. |
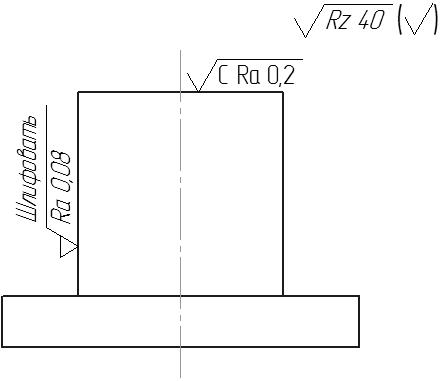
11.
1.
Определить требования к шероховатости
поверхности А при допуске формы
2. Другие требования: вид обработки – чистовое шлифование; базовая длина – 0,8 мм; направление неровностей – перпендикулярное. 3. Остальные поверхности
по
|
12.
1. Определить требования к шероховатости поверхности Ø110, если допуск формы составляет 5 мкм. Базовая длина 0,25 мкм. 2. Шероховатость торцовых поверхностей получена чистовым шлифованием, направление неровностей кругообразное. 3. Шероховатость остальных поверхностей получена без снятия слоя материала.
|
13.
1. Определить требования к шероховатости размера 18 поверхности паза при допуске формы 3 мкм. 2. Шероховатость поверхности А получена чистовым шлифованием, базовая длина 0,25 мм, направление неровностей параллельное. 3. Шероховатость остальных поверхностей получена чистовым фрезерованием.
|
14.
1. Определить требования к шероховатости для поверхности Ø86, если допуск формы 15 мкм, базовая длина 0,25 мм. 2. Торцовые поверхности получены торцовым обдирочным точением. |
15.
Расшифровать обозначение шероховатости на чертеже
1. Определить требования к шероховатости поверхности, если допуск формы 15 мкм, базовая длина 0,8 мм. 2. Торцовые поверхности получены чистовым торцовым шлифованием, направление неровностей радиальное. 3. Остальные поверхности получены обдирочным точением. |
16.
1. Определить требования к шероховатости поверхности Ø90, если допуск формы равен 20 мкм, базовая длина 0,8 мм, направление неровностей параллельное. 2. Шероховатость торцовых поверхностей получена тонкой притиркой: базовая длина 0,08 мм, направление неровностей произвольное. 3. Шероховатость остальных поверхностей получена чистовым точением.
|
17.
1. Поверхность А получена чистовой притиркой, базовая длина 0,25 мм, направление неровностей произвольное. 2. Поверхность Б получена чистовым фрезерованием, базовая длина 0,8 мм, направление неровностей параллельное. 3. Остальные поверхности в состоянии поставки. |
18.
2. Средняя высота микронеровностей поверхности Б 10 мкм. 3. Шероховатость остальных поверхностей получена чистовым точением. 4. Поверхность лысок имеет шероховатость, полученную чистовым фрезерованием, направление неровностей кругообразное.
|
19.
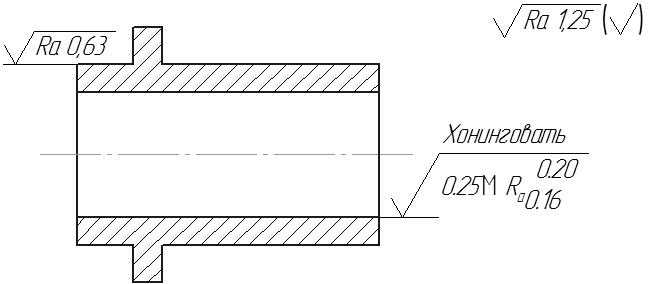
Расшифровать обозначение шероховатости на чертеже
1. Определить требования к шероховатости поверхности Ø30 при допуске формы 5 мкм. Базовая длина 0,25 мм, направление неровностей – параллельное. 2. Шероховатость поверхности А получена чистовым шлифованием, базовая длина 0,8 мм, шаг микронеровностей по вершинам 0,08…0,12 мм. 3. Средняя высота микронеровностей остальных поверхностей 20 мкм. |
|
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже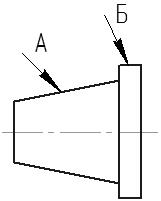
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже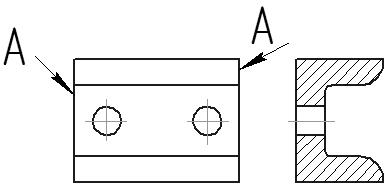

 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже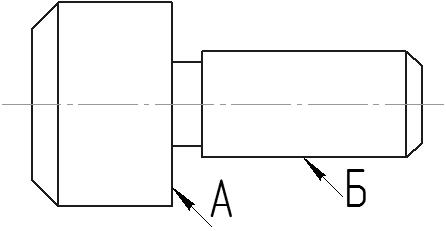
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже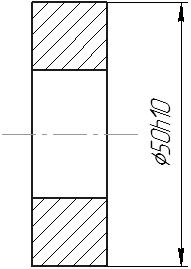
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже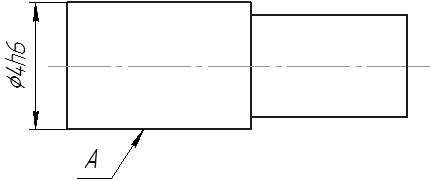
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже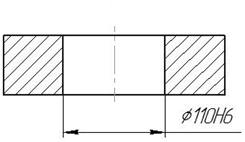
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже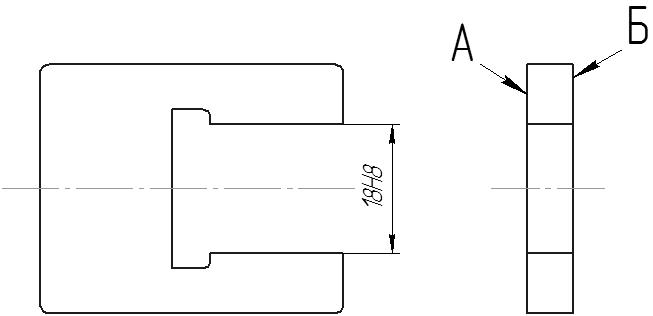
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже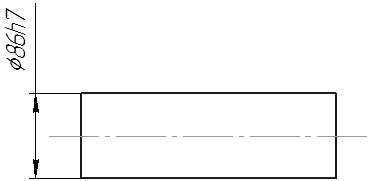
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже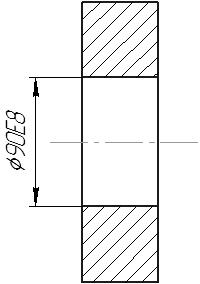
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже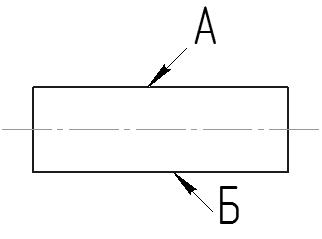
 Расшифровать
обозначение шероховатости на чертеже
Расшифровать
обозначение шероховатости на чертеже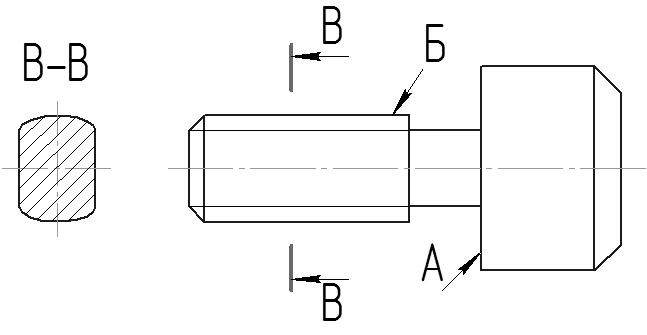 1.
Шероховатость поверхности А получена
чистовым шлифованием, базовая длина
0,25 мм.
1.
Шероховатость поверхности А получена
чистовым шлифованием, базовая длина
0,25 мм.