Практическое занятие № 6 отклонения формы, их нормирование. Оценка годности размера с учётом допуска формы
Под отклонениями формы понимаются отклонения формы реальных поверхностей от идеальных геометрически правильных. Согласно ГОСТ 24643-81 эти отклонения отсчитываются от базовой поверхности формы и в зависимости от вида поверхности называются отклонениями от круглости, цилиндричности, плоскостности, прямолинейности. Эти отклонения ограничиваются соответствующими допусками формы: допуском круглости Tо, допуском цилиндричности - T, допуском плоскостности -Т, допуском прямолинейности – T_, допуском продольного сечения T=.
Знак в индексе допуска – по ГОСТ 2.308-79.
Числовые значения допусков формы
устанавливаются в трёх уровнях
относительной геометрической точности:
нормальной – А, когда допуск формы
составляет 60% от допуска размера:
![]() ;
повышенный – В,
;
повышенный – В,
![]() ;
высокий – С, 2
;
высокий – С, 2![]() .
Коэффициент «2» перед
.
Коэффициент «2» перед
![]() указывает на то, что допуск формы задан
на диаметр. На чертежах допуск формы
должен указываться в радиусной мере.
Правила указания допусков формы на
чертежах – по ГОСТ 2.308-79.
указывает на то, что допуск формы задан
на диаметр. На чертежах допуск формы
должен указываться в радиусной мере.
Правила указания допусков формы на
чертежах – по ГОСТ 2.308-79.
Согласно ГОСТ 25346-89 предельные размеры отверстия и вала с учётом отклонений формы трактуются с использованием понятий предел «max» и предел «min» материала.
Наибольшим размером вала является диаметр описанного прилегающего цилиндра наименьшего возможного радиуса, который касался бы наиболее выступающих точек реальной цилиндрической поверхности; этот диаметр должен быть не больше, чем предел максимума материала (наибольшего предельного размера). В то же время, наименьшим размером является размер, измеренный двухточечным средством, он должен быть не меньше, чем предел минимума материала (наименьшего предельного размера).
Наименьшим размером отверстия является диаметр вписанного цилиндра наибольшего возможного радиуса, который бы касался наиболее выступающих точек реальной внутренней цилиндрической поверхности; этот диаметр должен быть не меньше, чем предел максимума материала (наибольший предельный размер отверстия). В то же время, наибольшим размером отверстия является размер, измеренный двухточечным средством, он должен быть не больше, чем предел минимума материала (наибольший предельный размер отверстия). С учётом этих положений действительный размер отверстия, измеренный по прилегающему (вписанному) цилиндру, является наименьшим, а наибольший действительный размер будет определяться отклонениями формы, которые ограничиваются допуском формы, т.е.
![]() (1)
(1)
исходя из предположения, что отклонения формы устойчивы для данной единицы станочного оборудования.
Действительный размер вала, измеренный по прилегающему (описанному) цилиндру, является наибольшим, а наименьший действительный размер будет определяться отклонениями формы, которые ограничиваются допуском формы, т.е.
![]() (2)
(2)
исходя из предположения, что отклонения формы устойчивы для данной единицы станочного оборудования.
Отклонения формы уменьшают поле допуска действительных размеров на величину допуска формы, т.е.
![]() (3)
(3)
![]() (4)
(4)
Расширить поле допуска можно только за счёт уменьшения допуска формы.
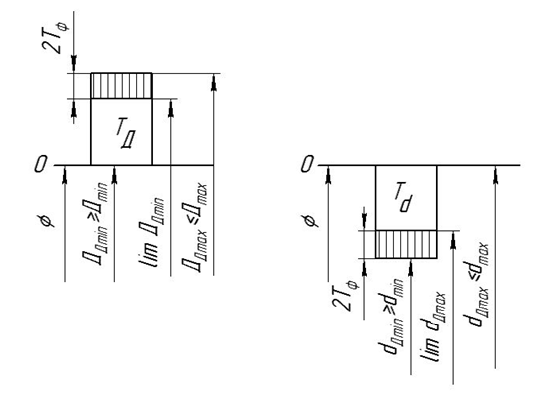
а) б)
Рис. 1. Схемы полей допусков отверстия (а) и вала (б), поясняющие формулы (3) и (4)
Для усвоения правильного толкования действительных размеров с учётом отклонений формы, а также правил указания допусков формы на чертежах предлагаются задания (№№ 1-16). Все технические требования, которые необходимо указать на чертеже, приведены в текстовой части.
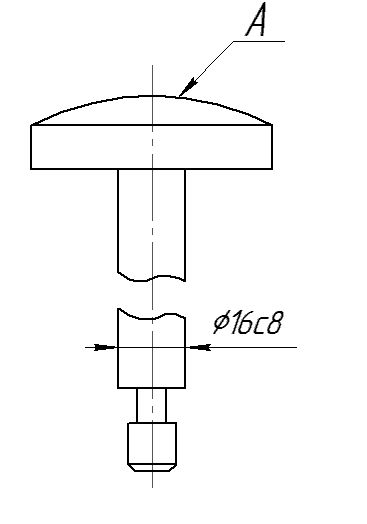
1.
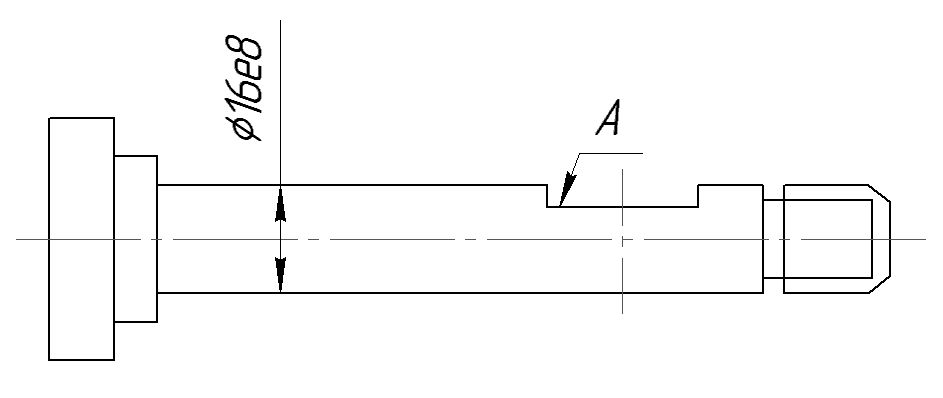
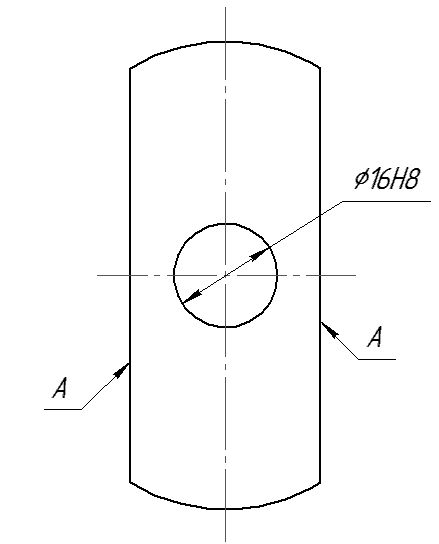
Допуск формы заданной поверхности А – 0,02 мм. Допуск круглости и конусообразности стержня - по высокой степени точности, седлообразность не допускается. Действительный размер стержня Ø15,890 мм. Оценить годность размера с учётом заданной точности формы и показать это графически.
|
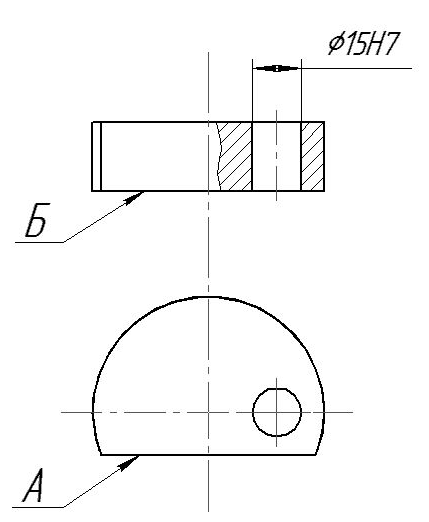
2.
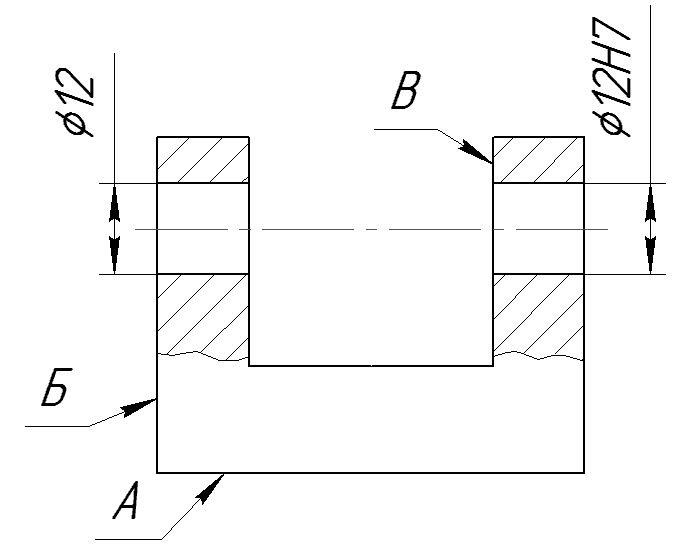
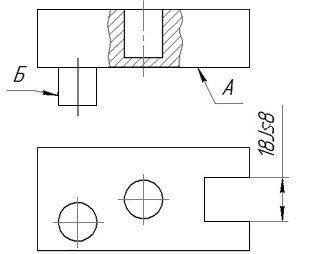
Допуск плоскостности поверхности Б – 0,1 мм, вогнутость не допускается. Допуск прямолинейности поверхности А – 0,05 мм. Допуск конусообразности отверстия – по повышенной степени точности. Оценить
годность действительного размера
Изобразить графически эту с оценку. |
3.
Допуск формы заданного профиля поверхности Б – 0,04 мм. Допуск прямолинейности поверхности А – 0,01 мм, вогнутость не допускается. С
учётом допуска формы определить
возможное предельное значение размера
Показать графически оценку точности.
|
4.
Допуск плоскостности поверхности А – 0,05 мм, выпуклость не допускается.
Допуск круглости и цилиндричности –
50%
Оценить годность размера, если действительное значение 31,992 мм. При оценке точности учесть заданную точность формы. Оценку годности показать графически. |
|
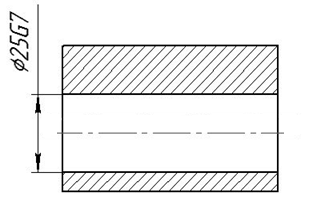
5.
Допуск плоскостности торцовых поверхностей 0,05 мм. Допуск конусообразности отверстия соответствует уровню точности В.
Оценить годность размера с учётом точности формы Изобразить графически оценку точности.
|
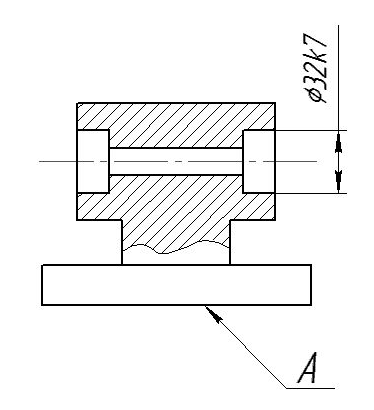
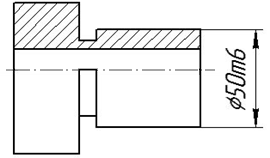
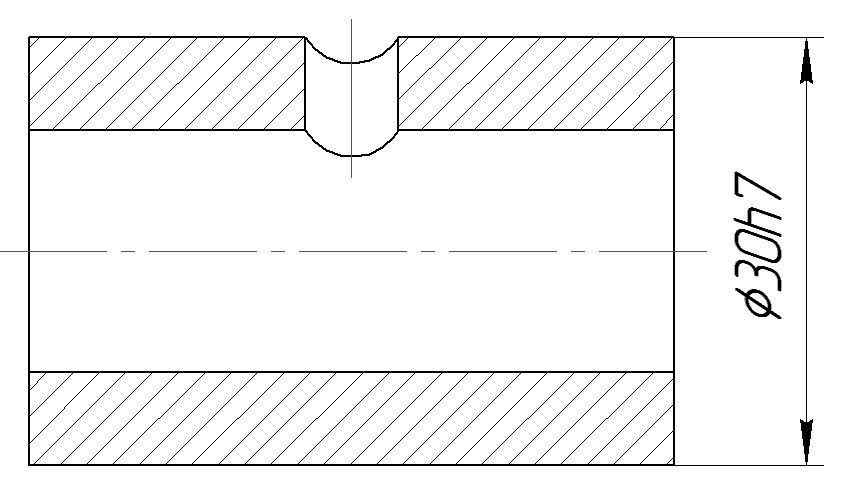
6.
Допуск плоскостности торца А – 0,05 мм. Допуск круглости и цилиндричности Ø50 – по повышенной степени точности. При
каком значении
Оценку годности показать графически.
|
|
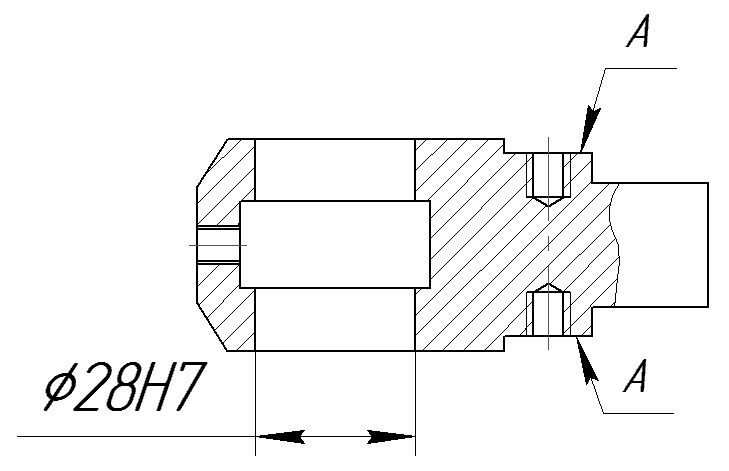
7.
Допуск плоскостности поверхности А – 0,04 мм, выпуклость не допускается. Отклонения от цилиндричности ограничены допуском по повышенной степени точности. Конусообразность не допускается. Будет ли годен действительный размер отверстия Ø28,01 мм при принятой степени точности формы. Ответ пояснить графически.
|
8.
Допуск круглости Ø30 задан по нормальной
степени геометрической точности
формы. Допуск цилиндричности – по
повышенной степени точности. Оценить
годность действительного размера
Графически изобразить эту оценку. |
|
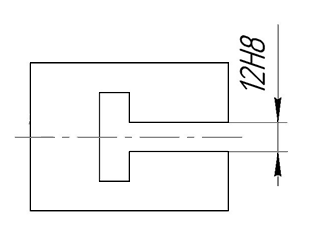
9.
Допуск плоскостности и прямолинейности
стенок паза принят по нормальной
степени точности формы. Действительный
размер паза
|
10.
Допуск
плоскостности поверхности А 0,08 мм.
Допуск круглости и цилиндричности –
по повышенной степени точности.
Действительный размер
|
|
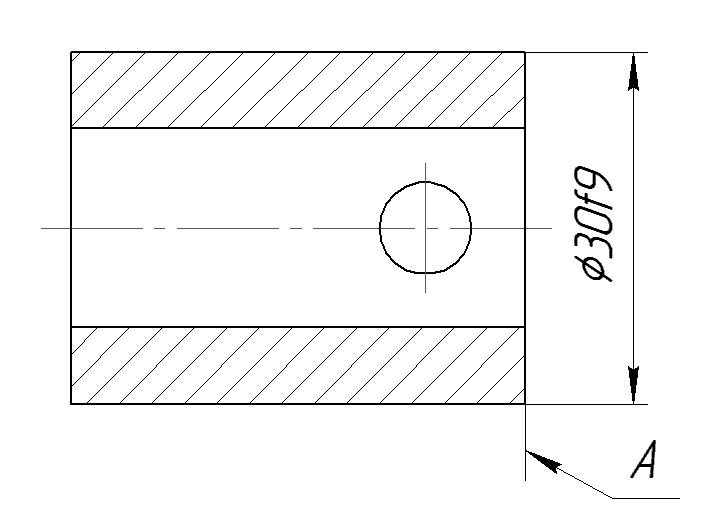
11.
Допуск плоскостности поверхности А – 0,05 мм. Допуск овальности – по нормальной, а конусообразности – по повышенной степени точности для Ø30f9.
Оценить годность действительного
размера
Дать графическую оценку точности.
|
12.
Допуск плоскостности поверхности А – 0,1 мм, вогнутость не допускается. Допуск круглости и конусообразности стержня – по уровням точности А и В соответственно.
С учётом допуска формы, будет ли годным
Дать графическое пояснение оценки точности. |
|
13.
Допуск плоскостности и прямолинейности поверхности А – 0,01 мм.
Допуск круглости и бочкообразности
по уровням точности А и В соответственно.
|
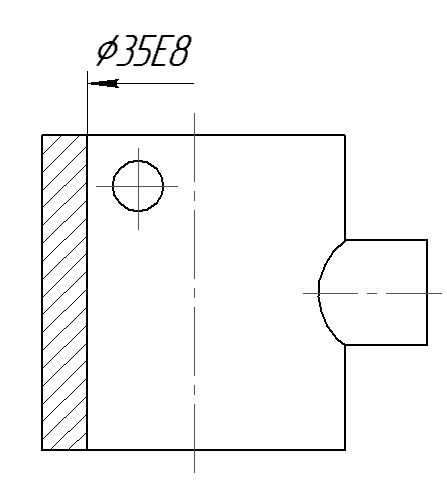
14.
Допуск плоскостности поверхности Б и В – по нормальной степени точности. Допуск плоскостности поверхности А - по повышенной степени точности, выпуклость не допускается.
Допуск конусообразности отверстия
Будет ли годен размер, соответствующий пределу максимума материала отверстия при принятой точности формы.
|
|
15.
Допуск конусообразности поверхности Б – 0,08 мм. Допуск плоскостности поверхности А – 0,1 мм. Допуск прямолинейности стенок паза – по повышенной степени точности.
При каком значении размера паза
Изобразить графически оценку точности.
|
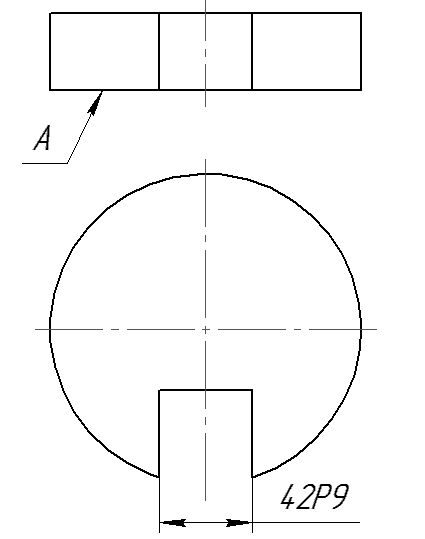
16.
Допуск плоскостности поверхности А – 0,1 мм, вогнутость не допускается. Допуск прямолинейности боковых стенок паза – по нормальной степени точности. С учётом заданной точности формы, будет ли годным размер 41,950 мм. Оценку годности показать графически. |
|