

Практическое занятие № 4 выбор посадки с зазором по заданному эксцентриситету
Посадки с зазором предназначены для подвижных и неподвижных соединений деталей. В подвижных соединениях зазор служит для обеспечения свободы перемещения, размещения слоя смазки, компенсации температурных деформаций, а также компенсации отклонений формы и расположения поверхностей, погрешности сборки и др. Для наиболее ответственных соединений, которые должны работать в условиях жидкостного трения, зазоры подсчитываются на основе гидродинамической теории трения.
Выбор посадки для неподвижного соединения производится таким образом, чтобы наименьший зазор обеспечивал компенсацию отклонений формы и расположения сопрягаемых поверхностей, если они не ограничиваются полями допусков этих поверхностей. Кроме того, наименьший зазор должен включать, если это необходимо, запас на регулирование взаимного расположения деталей в сборе, их центрирование и т.п., а также запас на свободное вхождение одной детали в другую, что особенно важно в условиях автоматизированной сборки.
Наибольший зазор в посадках неподвижных
соединений определяется из допустимого
эксцентриситета
![]() или смещения осей сопрягаемых деталей,
который может быть ограничен либо
требованиями к точности механизма, либо
для уменьшения динамических воздействий.
При этом должно соблюдаться условие:
или смещения осей сопрягаемых деталей,
который может быть ограничен либо
требованиями к точности механизма, либо
для уменьшения динамических воздействий.
При этом должно соблюдаться условие:
![]() ;
;
![]() ;
;
где
![]() –
параметры шероховатости поверхности
отверстия и вала соответственно, которые
выбираются из таблицы 1.
–
параметры шероховатости поверхности
отверстия и вала соответственно, которые
выбираются из таблицы 1.
Для образования посадки с зазором в
системе отверстия используют поля
допусков отверстий, образованных на
основном отклонении
![]() (основное
отверстие) в сочетании с различными
валами, поля допусков которых образованы
на основных отклонениях валов от
(основное
отверстие) в сочетании с различными
валами, поля допусков которых образованы
на основных отклонениях валов от
![]() до
до
![]() .
.
Для образования посадок с зазором в
системе вала используют поля допусков
валов, образованных на основном отклонении
(основной вал) в сочетании с различными
отверстиями, поля допусков которых
образованы на основных отклонениях
отверстий от
![]() до
.
до
.
Посадка подбирается в системе отверстия, как наиболее предпочтительная, но может подбираться и в системе вала, когда сопряжение образуется стандартной (покупной) деталью типа вала, например, уплотнительные кольца, подшипниковые крышки в готовые отверстия корпуса под подшипники качения, полумуфты на валы и т.п.
Таблица 1
Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы
ITП |
ТФ, % от Т |
Номинальные размеры, мм |
ITП |
ТФ, % от Т |
Номинальные размеры, мм |
|
до 18; 18 120 500 |
до 18; 18 50; 50 120;120 500 |
|||||
|
Значения Ra, мкм, не более |
|
Значения Ra, мкм, не более |
|||
IT5 |
100 60 40 |
0,4 0,8 1,6 1,6 0,2 0,4 0,8 0,8 0,1 0,2 0,4 0,4 |
IT9 |
100, 60 40 25 |
3,2 3,2 6,3 6,3 1,6 3,2 3,2 6,3 0,8 1,6 1,6 3 |
|
IT6 |
100 60 40 |
0,8 1,6 1,6 3,2 0,4 0,8 0,8 1,6 0,2 0,4 0,4 0,8 |
IT10 |
100, 60 40 25 |
3,2 6,3 6,3 6,3 1,6 3,2 3,2 6,3 0,8 1,6 1,6 3,2 |
|
IT7 |
100 60 40 |
1,6 3,2 3,2 3,2 0,8 1,6 1,6 3,2 0,4 0,8 0,8 1,6 |
IT11 |
100, 60 40 25 |
6,3 6,3 12,5 12,5 3,2 3,2 6,3 6,3 1,6 1,6 3,2 3,2 |
|
IT8 |
100 60 40 |
1,6 3,2 3,2 3,2 0,8 1,6 3,2 3,2 0,4 0,8 1,6 1,6 |
|
|||
Посадка подбирается в следующем порядке.
Пример. Для соединения с номинальным
диаметром
![]()
![]() подобрать посадку с зазором, если
подобрать посадку с зазором, если
![]()
![]() .
.
Выбираем систему посадок: из принципа предпочтительности посадку будем подбирать в системе отверстия.
Ориентировочно задаёмся квалитетами точности отверстия: грубо
![]() и
и ![]() .
.
![]() в посадке типа H/h.
в посадке типа H/h.
3. Валы будем подбирать соответственно для двух вариантов в 6-м и
7-м квалитетах точности:
![]() ,
,
![]() .
.
4. Вычисляем максимальный зазор:
![]() ;
;
![]() ;
;
Значения
![]() и
и
![]() взяты из таблицы 1 при принятом допуске
формы
взяты из таблицы 1 при принятом допуске
формы
![]() .
.
Вычисляем нижние отклонения полей допусков валов:
![]() ;
;
![]()
![]()
![]()
Вычисляем верхние отклонения валов:
![]()
![]() мкм
мкм
![]() мкм
мкм
По стандарту ГОСТ 25347-89 или находим
ближайшие поля допусков валов:
![]()
![]() и
и
![]()
![]()
Соответствующие посадки:
![]() и
и ![]()
8. Строим схемы расположения полей допусков выбранных посадок:
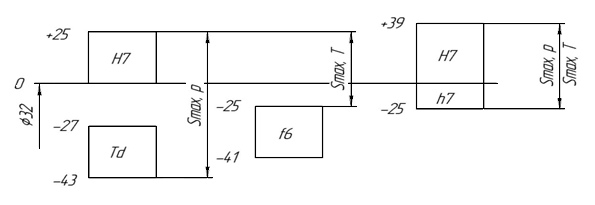
Вывод: Заданному условию удовлетворяют обе посадки. Однако из приведённых выше соображений останавливаемся на посадке с гарантированным минимальным зазором: , так как он создаёт запас на свободное вхождение детали в другую при сборке.
Выбранная посадка должна удовлетворять условию:
![]()
![]()
Варианты заданий приведены в таблице 2
Таблица 2
Варианты |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
2е, мкм |
100 |
460 |
370 |
118 |
201 |
204 |
106 |
144 |
206 |
188 |
|
5 |
10 |
18 |
18 |
25 |
50 |
70 |
100 |
150 |
180 |
Система посадок |
СО |
СВ |
СВ |
СО |
СО |
СВ |
СВ |
СО |
СО |
СВ |
Продолжение |
||||||||||
Варианты |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
2е, мкм |
116 |
72 |
303 |
356 |
100 |
125 |
59 |
192 |
169 |
106 |
, мм |
200 |
260 |
300 |
350 |
45 |
80 |
70 |
75 |
140 |
30 |
Система посадок |
СВ |
СО |
СО |
СВ |
СВ |
СО |
СО |
СВ |
СВ |
СО |