

49. Соединения деталей
Детали, составляющие машину, связаны между собой тем или иным способом. Эти связи можно разделить на подвижные (подшипники, зацепления) и неподвижные (сварные, болтовые, прессовые). Наличие подвижных
связей в машине обусловлено её кинематической схемой. Неподвижные связи обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство и облегчить сборку.
Неподвижные связи в технике называют соединениями.
По признаку разъёмности все соединения делят на раъёмные и неразъёмные.
Разъёмные соединения позволяют разъединять детали без их повреждения. К ним относятся резьбовые, штифтовые, клеммовые, шпоночные, шлицевые и профильные соединения.
Неразъёмные соединения не позволяют разъединить детали без их повреждения. Применение неразъёмных соединений обусловлено в основном технологическими и экономическими требованиями. К этой группе относятся заклёпочные, сварные и соединения с натягом.
Соединения являются важными элементами конструкций. Многие аварии и неполадки в работе машин обусловлены неудовлетворительным качеством соединений.
Основным критерием работоспособности и расчёта соединений является прочность.
Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Желательно, чтоб соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию.
52. Шпоночные соединения служат для закрепления деталей на валах и осях и передачи крутящего момента. Такими деталями являются зубчатые колёса, шкивы, звёздочки. Соединение нагружается в основном крутящим моментом Т.
Все основные виды шпонок делятся на клиновые и призматические. Клиновые шпонки сейчас применяют редко и только в единичном производстве.
В массовом и серийном производстве применяют призматические шпонки.
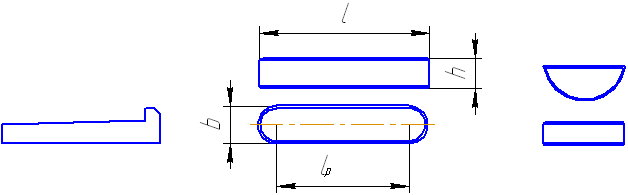
Соединение призматическими шпонками ненапряжённое. Оно требует изготовления вала и отверстия с большой точностью. Во многих случаях посадка ступицы на вал производится с натягом.
Рассматривая равновесие вала или ступицы при этих допущениях, получаем условия прочности в виде:
 ,
,
 .
.
У стандартных шпонок размеры b и h подобраны так, что нагрузку соединения ограничивают напряжения смятия, а не напряжения среза. Поэтому при расчётах стандартные шпонки проверяют только на смятие.
Зубчатые (шлицевые) соединения
Зубчатые соединения образуются при наличии наружных зубьев на валу и внутренних зубьев на ступице. По форме профиля зубьев различают три типа соединений: прямобочные, эвольвентные, треугольные.
Соединения с прямобочными зубьями выполняют с центрированием по боковым граням зубьев, по наружному или внутреннему диаметрам вала.
Стандартом предусмотрено три серии соединений (лёгкая, средняя и тяжёлая), которые отличаются высотой и количеством зубьев.
Соединения с эвольвентными зубьями выполняют с центрированием по боковым граням или наружному диаметру вала.
Соединения с треугольными зубьями не стандартизованы, их применяют при тонкостенных втулках.
Зубчатые соединения в сравнении со шпоночными обладают рядом преимуществ:
детали лучше центрируются на валу и имеют лучшее направление при осевом перемещении;
прочность соединения выше, в особенности при динамических нагрузках.
Основным критерием работоспособности и расчёта зубчатых соединений является сопротивление рабочих поверхностей зубьев смятию.
При проектировании зубчатого соединения вначале, предварительно определив диаметр вала, выбирают по стандарту соответствующее зубчатое соединение (вид соединения, z - количество зубьев, h - рабочая высота зубьев, D и d - диаметры соединения). Задаются рабочей длиной l соединения и проверяют на смятие по формуле:
 .
.
Здесь полагают, что нагрузка равномерно распределена между зубьями и по длине зубьев.
 .
.
53. Соединения двух деталей по цилиндрической поверхности можно осуществлять непосредственно без применения болтов, шпонок, штифтов. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую.
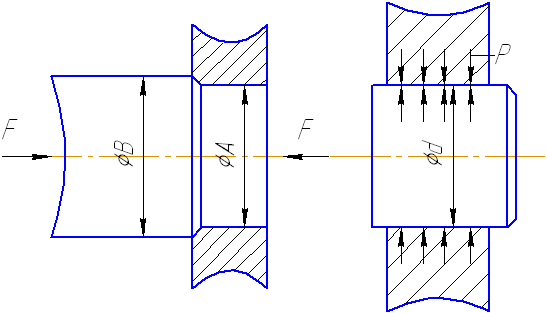
Натягом называют отрицательную разность диаметров отверстия и вала: = А – В, А В.
Нагрузочная способность прессового соединения прежде всего зависит от натяга, значение которого устанавливают в соответствие с нагрузкой.
Сборку прессового соединения выполняют одним из трёх способов: прессование, нагревом втулки, охлаждением вала.
54. Сварные соединения
Сварное соединение – неразъёмное. Оно образуется путём сваривания материалов деталей в зоне стыка и не требует никаких вспомогательных элементов. Применяемые в современном машиностроении виды сварки весьма разнообразны. Из всех видов сварки наибольшее распространение имеет электрическая. Различают два основных вида электросварки: дуговую и контактную.
Электродуговая
сварка
основана на использовании тепла
электрической дуги для расплавления
металла.
 С той же целью производят сварку
под флюсом.
Этот вид сварки в настоящее время
является основным видом автоматической
сварки.
С той же целью производят сварку
под флюсом.
Этот вид сварки в настоящее время
является основным видом автоматической
сварки.
Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей и осуществляется несколькими способами.
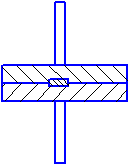
При точечной сварке соединение образуется не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины.
 При
шовной
сварке
узкий непрерывный или прерывистый шов
расположен вдоль стыка деталей. Точечную
и шовную сварку применяют в нахлёсточных
соединениях преимущественно для листовых
деталей толщиной не более 3…4 мм и тонких
стержней.
При
шовной
сварке
узкий непрерывный или прерывистый шов
расположен вдоль стыка деталей. Точечную
и шовную сварку применяют в нахлёсточных
соединениях преимущественно для листовых
деталей толщиной не более 3…4 мм и тонких
стержней.
Сварное соединение является наиболее совершенным из разъёмных
соединений, так как лучше других приближает составные детали к цельным.