

19. Построение траекторий рабочих перемещений инструмента при фрезерной обработке
С позиции проектирования траекторий инструментов при фрезерной контурной обработке можно выделить два семейства поверхностей.
В первое входят поверхности, которые обрабатываются с приданием траектории вида замкнутой строки, которой обводится обрабатываемый контур. Такой путь инструмента получил название - «строка обвода». Строкой обвода обрабатываются криволинейные контуры плоских деталей.
В другое входят поверхности, которые обрабатываются движением инструмента по траекториям, представляющим собой параллельные строчки с противоположными направлениями или спиралеобразные строчки. Этот вид пути называется - «обход».
Существуют два основных метода формирования траектории фрезы при фрезерной обработке обходом: зигзагообразный (рис.5.3, а) и спиралевидный (рис.5.3, б).
Рис.5.3. Траектории при фрезеровании: а) зигзагообразная; б) спиралевидная
Спиралевидный метод отличается от зигзагообразного тем, что обработка ведется круговыми движениями инструмента, совершаемыми вдоль внешней границы области на разном расстоянии от нее. Спиралевидная схема выгодно отличается от зигзагообразной более плавным характером обработки. Она обеспечивает неизменное направление фрезерования (попутное или встречное) и не дает дополнительных (кроме имеющихся на контуре) изломов траектории
 При
обводе контура деталей могут возникать
подрезы. Поэтому для получения углов
необходимо предусматривать петлеобразную
или дугообразную траектории.
При
обводе контура деталей могут возникать
подрезы. Поэтому для получения углов
необходимо предусматривать петлеобразную
или дугообразную траектории.
20. Построение траекторий рабочих перемещений инструмента при токарной обработке
При построении траектории перемещений токарных резцов на станке с ЧПУ сначала осуществляют разбиение общего припуска на черновой и чистовой. Чистовой припуск назначают, исходя из требуемой точности и шероховатости обрабатываемой поверхности, а черновой обычно разбивают на несколько проходов.
Траектория чистового резца повторяет контур обрабатываемой детали или является эквидистантой к нему, в зависимости от того, какой тип резца используется для обработки и где находится центр инструмента Р (рис.5.1). Построение траектории для чистовой токарной обработки осуществляется аналогично построению строки обвода при контурном фрезеровании.
Траектория движения чернового резца - многовариантна.
а)
в)
б)
При обработке фасонных деталей можно использовать схему, которую назовем эквидистантной (рис.6.2,в). Название ее определяется тем, что рабочие ходы инструмента эквидистантны контуру детали.
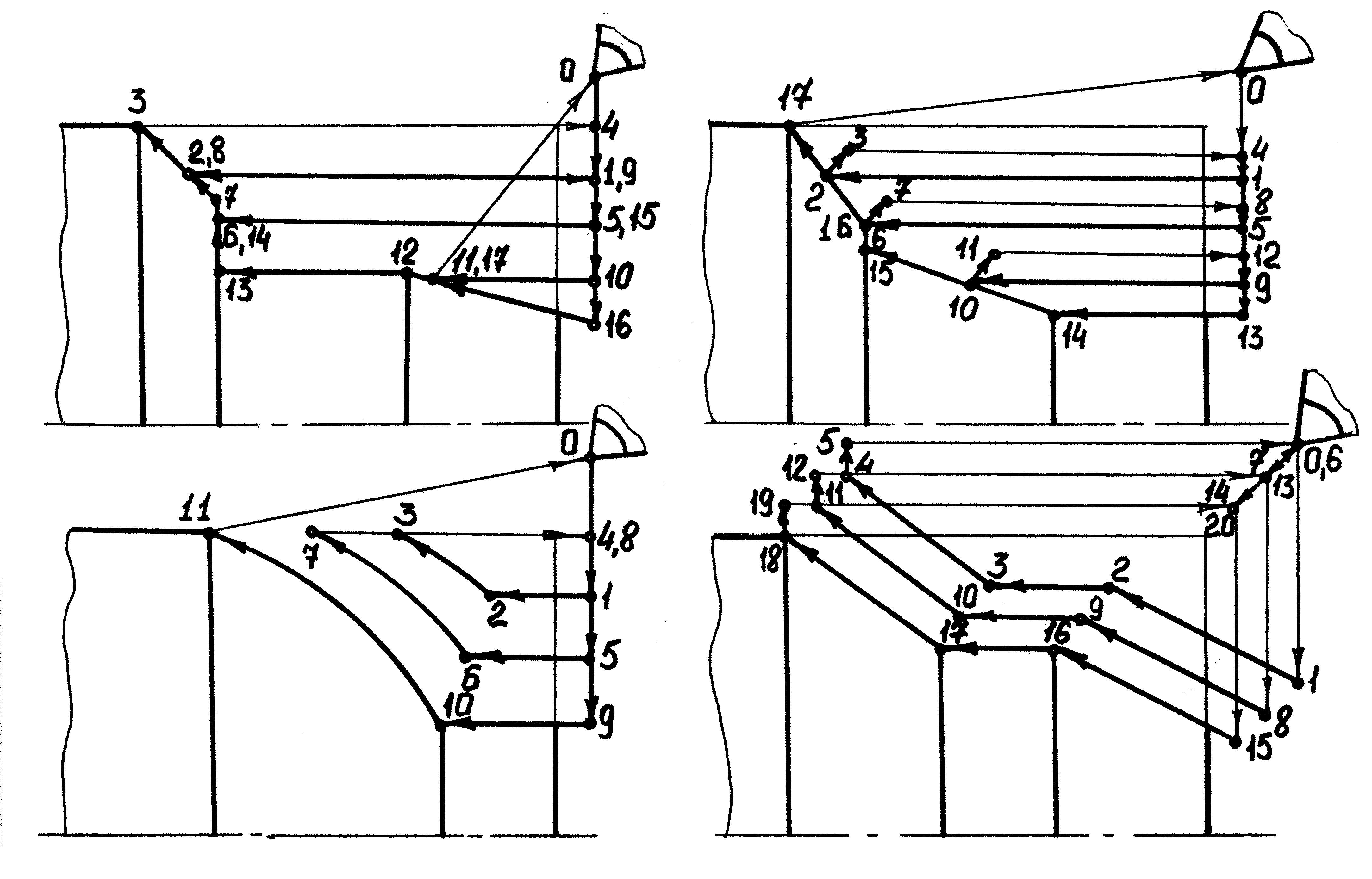
Рис. 6.2. Схемы выполнения переходов при токарной обработке:
а) черновая с подборкой; б) черновая с зачистным проходом;
в) эквидистантная; г) контурная.
21. Построение траекторий вспомогательных перемещений инструментов
Для обработки детали по программе прежде всего необходимо определить рабочие, подготовительные и вспомогательные траектории перемещения центра принятого для работы инструмента. Движение по эквидистанте относится только к траектории рабочих ходов. Перемещения центра инструмента при обработке детали могут быть также подготовительными и вспомогательными.
Траектории вспомогательных перемещений на участках подвода, врезания и отвода инструмента оказывают большое влияние на производительность и точность обработки. При выборе варианта подвода и отвода инструмента от обрабатываемого контура следует руководствоваться основным критерием обеспечения высокой производительности и сокращать до минимума количество и протяженность холостых ходов инструмента.
Необходимо иметь в виду, что на число и величину вспомогательных ходов определяющее влияние оказывает правильный выбор положения исходной точки и оптимальной схемы удаления припуска.
При выборе траектории на участке врезания инструмента необходимо учитывать ряд других факторов. Следует избегать резкого увеличения усилий резания, поэтому траекторию врезания нужно назначать так, чтобы припуск возрастал плавно. Скорость подачи при этом должна постепенно снижаться.
1. При обработке внешнего контура врезание фрезы должно осуществляться по касательной к контуру.
2. Путь инструмента при врезании в припуск при обработке внутренних контуров должен осуществляться по криволинейной траектории.
3. Врезание инструмента со стороны его торца осуществляется по пилообразной траектории.
При токарной обработке заготовок, имеющих биение по торцу, наружному диаметру или отверстию, на участке врезания подачу целесообразно снижать на 20-30%, чтобы предотвратить сколы режущих кромок резцов, особенно, изготовленных из твердых сплавов.