

14. Программирование участков линейной интерполяции
При использовании кода ИСО-7 бит информация, необходимая для описания участков траектории должна отмечать следующим требованиям:
1. Соответствующая подготовительная функция определяет характер участка (G01 - прямая линия).
2. Начальная точка каждого последующего участка интерполяции должна совпадать с конечной точкой предыдущего участка.
3. Геометрическая информация о величине и направлении перемещения инструмента задается либо в абсолютных координатах, либо в приращениях координат.
Рассмотрим пример программирования участков линейной интерполяции (рис.4.1).
Рис. 4.1. Участок линейной интерполяции
Для описания перемещения инструмента их точки 1 в точку 3 потребуется два кадра. Перемещения (в приращениях координат) на участках соответственно равны:
на
участке 1-2 -
 Х
= + 80мм ,
У
= - 60мм;
Х
= + 80мм ,
У
= - 60мм;
на участке 2-3 - Х = - 90мм , У = - 40мм.
Дискретность системы ЧПУ по координатным осям Х и У равна 0,01мм. Приняв скорость подачи на участках 1-2 и 2-3 одинаковой и равной 80мм/мин, запишем фрагмент управляющей программы, начиная с двенадцатого кадра:
N012 G01 X+008000 Y-006000 F0580 LF
N013 X-009000 Y-004000LF
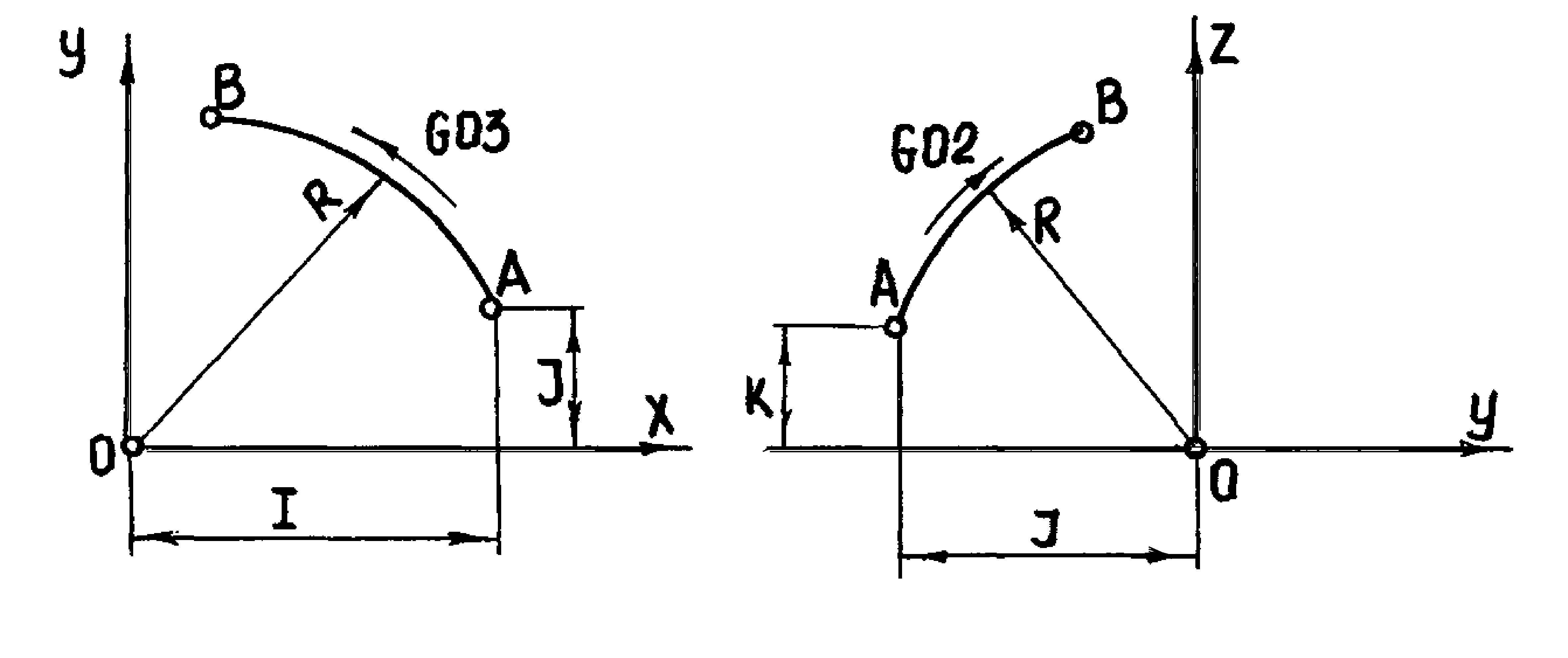
15. Программирование участков круговой интерполяции
При программировании участков круговой интерполяции необходимо соблюдать следующие требования:
1. Соответствующая подготовительная функция определяет характер участка (G02 или G03 - окружность при перемещении соответственно по или против часовой стрелки).
2. Соответствующая подготовительная функция G17, G18 или G19 обозначает выбор плоскости обработки, соответственно Х0Y, Х0Z, Y0Z.
3. При расчете приращений центр координат всегда помещается в центр дуги, по которой перемещается инструмент.
4. Если дуга переходит из одной четверти в другую, то для ее описания необходимы два кадра с опорной точки на оси координат.
4.Параметры интерполяции I, J, K определяют координаты начальной точки дуги относительно ее центра (рис.4.2). Они всегда записываются со знаком "+".
16. Оси координат и направления движения в станках с чпу
Работа станка с ЧПУ тесно связана с системами координат.
Оси координат станка располагают как правило параллельно направляющим, что позволяет при программировании обработки в УП непосредственно указывать направления и величины перемещения рабочих органов.
С целью облегчения эксплуатации станков с ЧПУ в них установлено единое направление координатных осей, обязательное для всех изготовителей.
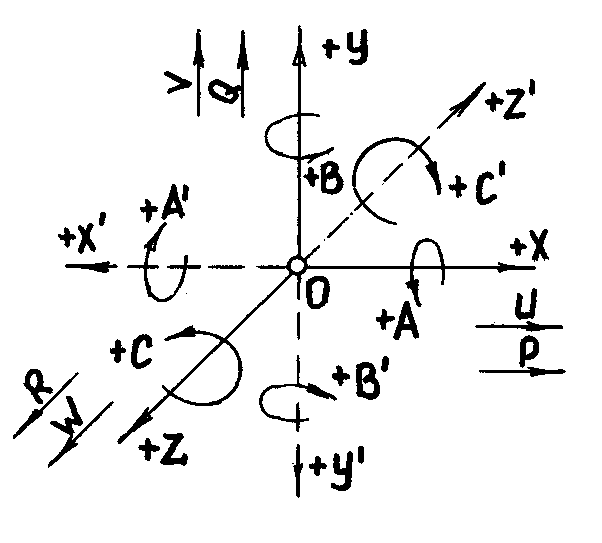
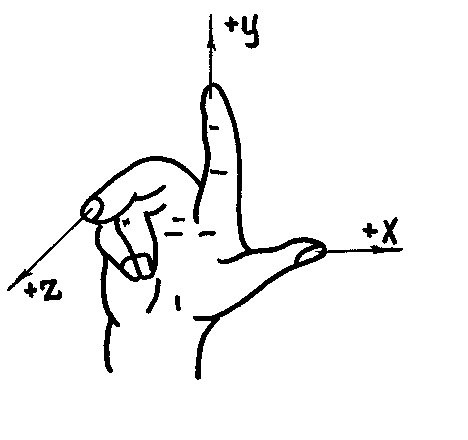 Рис.4.5.
Стандартная система координат для
станка с ЧПУ
Рис.4.5.
Стандартная система координат для
станка с ЧПУ
Круговые перемещения инструмента обозначают буквами А (вокруг оси Х), В (вокруг оси Y), С (вокруг оси Z), а круговые перемещения заготовки (например, управляемый по программе поворот стола на расточном станке) - соответственно буквами A',B',C'. В понятие "круговые перемещения" не входит вращения шпинделя, несущего инструмент, или шпинделя токарного станка.
Для обозначения вторичных угловых движений вокруг специальных осей используют буквы Д и Е.
Систему координат станка, принято называть стандартной. В этой системе положительные направления осей координат определяются по правилу правой руки. Большой палец (рис.4.6) указывает положительное направление оси абсцисс (X), указательный - оси ординат (Y), средний - оси аппликат (Z). Положительное направление вращений вокруг этих осей определяются другим правилом правой руки. Согласно этому правилу, если расположить большой палец по направлению оси, то остальные согнутые пальцы укажут положительное направление вращения.