

4. Понятие системы чпу и ее основные функции
Система ЧПУ – совокупность специализированных устройств, методов и средств, необходимых для осуществления числового программного управления станком. Собственно устройство ЧПУ составляет часть этой системы и конструктивно выполняется обычно в виде отдельного блока, который может быть встроен непосредственно в станок.
Функции, выполняемые СЧПУ:
1) управление приводами подач станков в соответствии с заданной программой;
2) управление приводом главного движения;
3) коррекция на размер инструмента;
4) реализация циклов – выделение повторяющихся участков программы, называемых циклами, является эффективным методом сокращения УП;
5) смена инструмента;
6) коррекция погрешностей мех. и измерит-х устройств – системы высокого уровня имеют встроенные контрольно-измерительные комплексы, контролирующие основные параметры станка. Результаты контроля используются для проведения необходимых коррекций;
7) адаптивное управление обработкой: необходимая информация получается от специально установленных датчиков, с помощью которых измеряют составляющие сил резания, мощность привода главного движения, вибрацию, температуру, износ инструмента. Адаптация осуществляется изменением скорости привода главного движения.
8) Автоматический встроенный контроль. Организация такого контроля в зоне обработки особенно актуальна. Непрерывный контроль по формируемым размерам обрабатываемого изделия – одна из основных задач повыш. качеств обработки.
5. Позиционные, контурные и комбинированные системы чпу
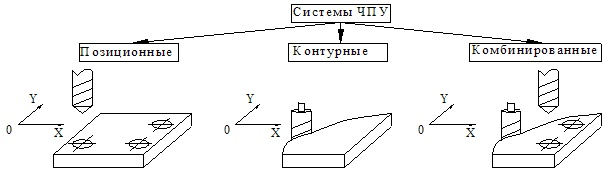
Позицион. системы ЧПУ обеспечивают управл-е перемещениями раб. органов станка в соответствии с командами, определяющими позиции, заданные программой управления. При этом перемещения вдоль различных осей координат могут выполняться одновременно (раб. орган перемещается в заданные точки позиционир-я по кратчайшему пути, поскольку система ЧПУ работает одновременно по двум координатным направлениям) или последовательно (раб. орган из исходной точки перемещается только параллельно осям сист. координат и при достижении заданных точек позиционир-я выполняется обраб-ка). Данными системами оснащают в основном сверлильные и расточные станки для обработки деталей, в которых производится сверление, зенкерование, растачивание отверстий, нарезание резьбы и др.
Контурные системы ЧПУ обеспечивают управл-е перемещениями раб. органов станка по траектории и с контурной скоростью, заданными программой управления. Контурной скоростью является результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки. Контурные системы ЧПУ в отличие от позиционных обеспечивают непрерывное управление перемещениями инструмента или заготовки поочередно или сразу по нескольким координатам, в результате чего может обеспечиваться обработка очень сложных деталей. Контурными системами ЧПУ оснащены в основном токарные и фрезерные станки.
Комбинированные (универсальные) системы ЧПУ обладают свойствами как позиционных, так и контурных систем. Указанные системы нашли распространение в многооперационных станках типа «обрабатывающий центр».