

31. Требования к чертежам деталей, обрабатываемых на станках с чпу
С целью облегчения подготовки УП простановка размеров в чертеже детали должна удовлетворять требованиям программирования.
Так как обработка на станках с ЧПУ ведется по командам, определяющим координаты точек траектории в прямоугольной системе координат, то размеры на чертежах должны задаваться так же в прямоугольной системе координат от единых конструкторских баз детали. Для этого необходимо выбрать начало координат и направление осей. Желательно, чтобы направление осей относительной системы координат детали совпадало после ее установки на станке с направлением осей координат станка.
При нанесении размеров на чертежах в некоторых случаях отверстия, группы отверстий или элементов деталей могут быть заданы в местной системе координат, как это показано для отверстия Б (рис. а). Переход от такой системы с началом в точке А к основной системе не вызывает трудностей.
Крепежные отверстия, расположенные на том или ином радиусе от центра основного отверстия, обычно принято задавать центральным углом дуги между их осями и радиусами.

Часто детали имеют большое число мелких крепежных отверстий. Указывать координаты оси каждого из них нецелесообразно, т.к. это затрудняет чтение чертежа. В подобных случаях для указания размеров рационально использовать табличный метод, удобный и для программирования (рис.11.9,а).




Рис. 11.9. Простановка размеров на чертежах деталей табличным методом:
а) осей крепежных отверстий; б) криволинейных контуров
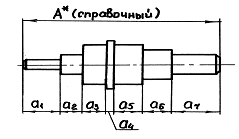
Для станка с ЧПУ при токарной обработке размеры для таких деталей следует наносить цепочкой
В общем случае нанесение размеров на чертежах деталей, обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при подготовке управляющей программы не возникла необходимость их пересчета.
32. Особенности проектирования технологических процессов обработки деталей на станках с чпу
Наиболее важной особенностью проектирования разработки на станках с ЧПУ является интеграция операций.
Проектирование технологического процесса связано с решением трех специфических задач:
1.Разработка наиболее экономичной последовательности изготовления элементов детали и подготовка УП. Такая разработка может быть выполнена двумя методами: методом моделирования процесса обработки с учетом опыта высококвалифицированных рабочих станочников, а также расчетно- аналитическим методом.
2. Размерная увязка траектории движения инструмента с системой координат станка и положением заготовки. От рационального решения этой задачи зависит равномерность распределения припуска и достижение заданной точности изготовления деталей.
3. Рациональная ориентация заготовки на столе станка. От решения этой задачи зависит обеспечение высокой производительности станка и безопасность рабочего при смене детали.
В общем случае проектирование технологических процессов (ТП) для станков с ЧПУ можно разделить на три стадии:
- разработку маршрута изготовления детали;
- разработку операционного технологического процесса (ТП);
- подготовку управляющей программы (УП).