

26. Устройства для предварительной настройки инструмента вне станка
При обработке деталей на станках с ЧПУ положения инструмента, детали и системы координат станка должны быть строго увязаны. Поэтому предварительная настройка инструментов вне станка играет решающее значение.
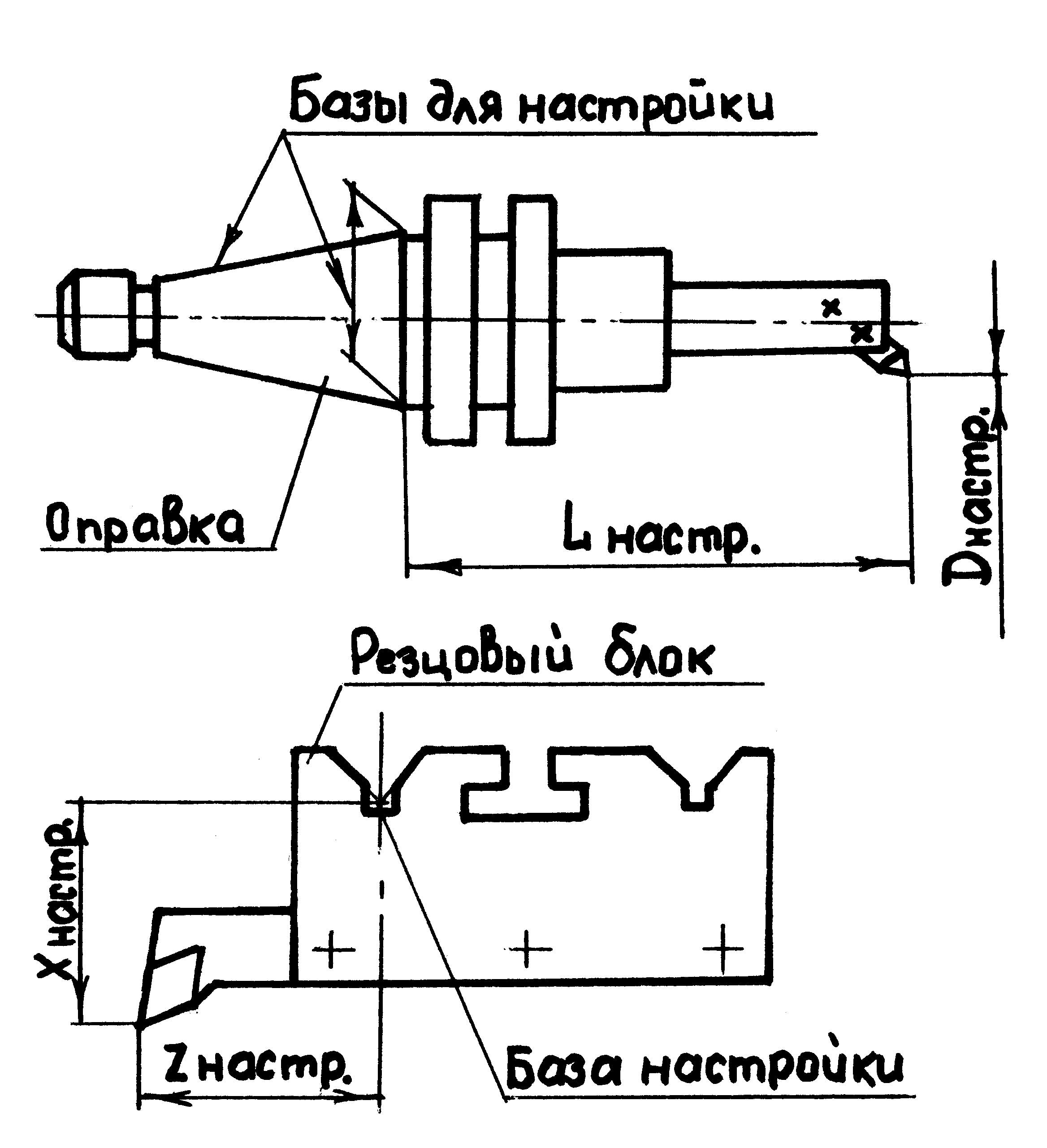
Размерная настройка инструмента вне станка заключается в установке режущей кромки инструмента в радиальном и осевом направлении на заданном расстоянии от базовых поверхностей оправки или резцового блока.
Очевидно, что для достижения требуемой точности настройки посадочные места приборов для настройки должны быть выполнены в строгом соответствии с посадочными размерами элементов станков.
Для некоторых видов инструмента настройку производят только по одной координате (сверла, зенкеры, расточные оправки, развертки и т.д.) с невысокой точностью (0,1мм). В этом случае могут использоваться отсчетные устройства в виде штангенрейсмасов.
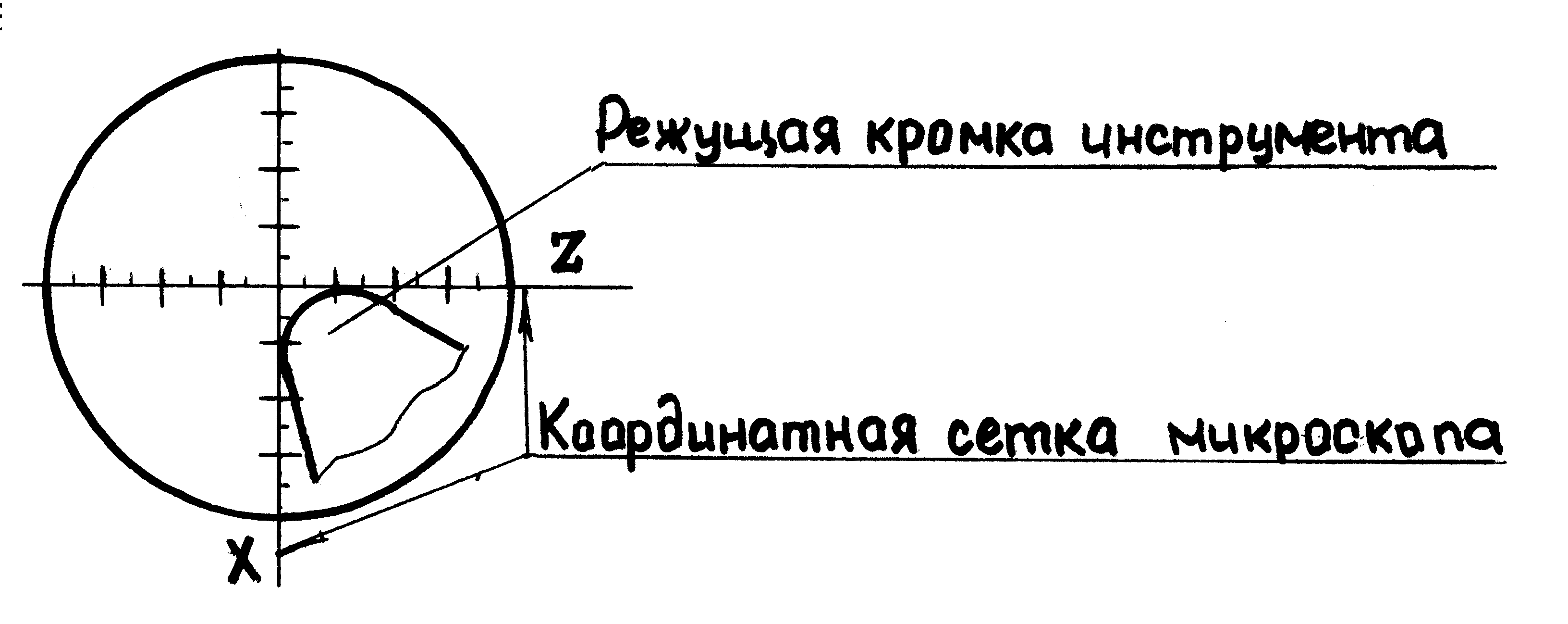
Для выполнения точной настройки (0,005 - 0,01мм) приборы и устройства оснащаются окулярными микроскопами. Настройка инструмента осуществляется путем совмещения изображения режущей кромки инструмента в окуляре микроскопа с его координатной сеткой
27. Наладка станков с чпу
ГОСТ 3.11.09-82 устанавливает два термина:
наладка - подготовка технологического оборудования и технологической оснастки к выполнению технологической операции;
подналадка- дополнительная регулировка технологического оборудования и (или) технологической оснастки при выполнении технологической операции для восстановления достигнутых при наладке значений параметров.
Наладка станка с ЧПУ включает в себя подготовку режущего инструмента и технологической оснастки, размещение рабочих органов станка в исходном для работы положении, пробную обработку первой детали, внесение корректив в положение инструмента и режим обработки, исправление погрешностей и недочетов в управляющей программе.
В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается методом пробных проходов и измерений, задачами наладки являются:
1) установка приспособления и режущих инструментов в положения, обеспечивающее наивыгоднейшие условия обработки (высокая производительность обработки и стойкость режущего инструмента, требуемое качество обрабатываемой поверхности и хорошие условия стружкообразования);
2) установка режимов работы станка.
Возможны различные схемы установки заготовок на стол станка с ЧПУ:
- непосредственно на столе станка;
- в приспособлении, которое установлено на столе станка;
- в приспособлении, установленном на координатной плите, которая является промежуточным элементом между приспособлением и столом станка;
- непосредственно на координатной плите.
28. Структура технологической подготовки производства при использовании станков с чпу
Основными функциями ТПП в соответствии с ЕСТПП являются: обеспечение технологичности конструкции изделия, разработка технологических процессов, проектирование и изготовление средств технологического оснащения, управление процессом ТПП изделия.
Изменение содержания и объема основных функций ТПП вызывает необходимость в применении новых структурных схем управления.
Применение станков с ЧПУ на отечественных заводах показала, что внедрение станков, техническая подготовка производства и эксплуатация производственных участков наиболее эффективны при наличии на предприятиях специальных технологических служб, структура которых позволяет оперативно решать все возникшие задачи.
Определение номенклатуры деталей, подлежащих обработке на станках с ЧПУ, производится по их конструктивно-технологическим параметрам.
Проработку конструкций деталей с целью повышения технологичности производят с учетом опыта эксплуатации станков с ЧПУ. На основе проработки составляется запрос в проектную организацию на изменение конструкции.
Разработка сводного технологического маршрута производится с использованием принципа интеграции обработки. В первую очередь определяются операции, производимые на станках с ЧПУ.
На стадии разработки технологического маршрута выбирается оборудование. При необходимости заказываются специальные станки с ЧПУ. При известном составе оборудования представляется возможным выбирать средства подготовки и контроля УП.
На основе установленной последовательности операций составляется заказ на проектирование и компоновку оснастки.
На основе сводного технологического маршрута разрабатывается общая операционная технология полной обработки деталей
Операции, производимые на станках с ЧПУ, выделяются в отдельную группу.Указанные условия поставки включаются в задание на программирование, по которому технолог программист разрабатывает операционную технологию обработки на станках с ЧПУ и заполняет инструментальную карту. Согласно инструментальной карте, инструмент комплектуется, настраивается на размер и укладывается в магазин в заданном порядке.