

Изменение формы режущего клина при износе.
Из-за неравномерного распределения напряжений и температур на контактных площадках инструмента, а также из-за различной природы износа, интенсивности изнашивания различных участков режущих инструментов неодинаковы и зависят от условий резания.
Независимо от типа и назначения режущие инструменты изнашиваются прежде всего по задним поверхностям. Наиболее интенсивно изнашиваются участки задних поверхностей, прилегающих к режущей кромке, где контактные напряжения особенно высоки. В результате этого образуется площадка (фаска) износа с нулевым, а в отдельных случаях и с небольшим отрицательным задним углом αф (рис. 5.8, а).
При несвободном резании ширина фаски износа hз.п. по длине режущих кромок неравномерна. Она несколько увеличена на вершине резца (точка А), где высокая температура и условия трения наиболее неблагоприятны. Иногда на краю площадки (точка В) наблюдается локальный износ в виде узкой проточины, причиной которого является упрочненный поверхностный слой заготовки.
Износ по передней поверхности протекает с образованием лунки шириной сл, длиной bл, и глубиной hл (рис. 5.8, б). Здесь точка О наибольшей глубины лунки hл примерно соответствует максимуму температуры резания на площадке контакта стружки с передней поверхностью. При этом передний край лунки отстоит на небольшом расстоянии f от режущей кромки. Лунка располагается параллельно режущей кромке, несколько не доходя до вспомогательной режущей кромки.
По мере нарастания глубины лунки ее передний край приближается к режущей кромке быстрее, чем от нее удаляется задний край. Такая картина износа наиболее характерна для инструментов из быстрорежущих сталей. При этом с увеличением размеров лунки сила резания уменьшается за счет увеличения переднего угла γ.
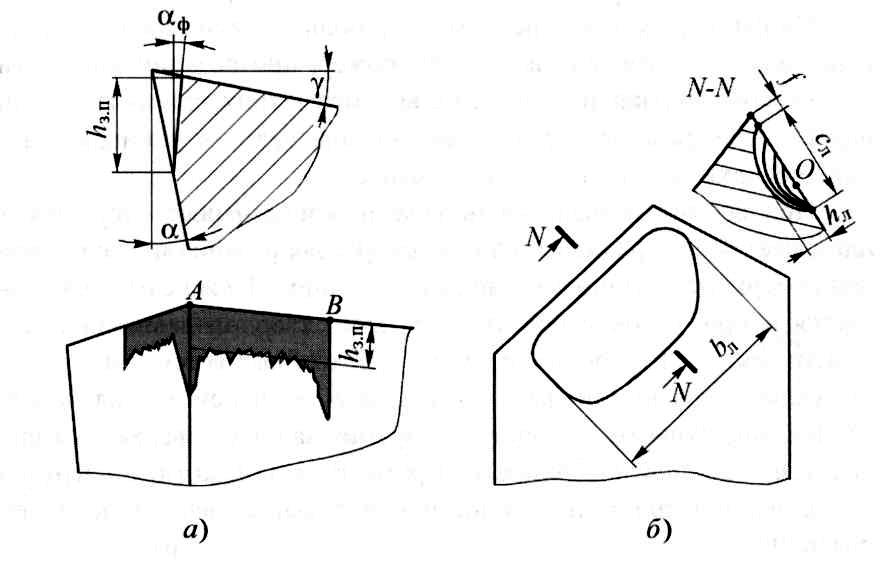
Рис. 5.8. Виды износа режущих инструментов:
а-по задним поверхностям; б - по передней поверхности
При одновременном износе передней и задней поверхностей, когда изношенные части соединяются, происходит разрушение лезвия в виде округления режущей кромки. У твердосплавных инструментов этот момент отличается мелким выкрашиванием режущей кромки или ее сколом, т.е. хрупким разрушением. При резании высоколегированных сталей и титановых сплавов, когда усадка стружки и длина площадки контакта очень малы, а контактные напряжения и максимальная температура концентрируются около режущей кромки, на передней поверхности вместо лунки образуется площадка износа длиной Ли, сопровождаемая уменьшением переднего угла (рис. 5.9). Такой вид износа обычно происходит одновременно с пластическим деформированием вершины резца (см. рис. 5.5, б).
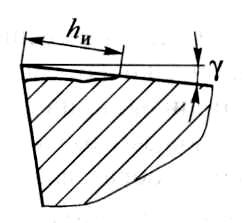
Рис. 5.9. Площадка износа по передней поверхности при точении твердосплавными резцами высоколегированных сталей и титановых сплавов
На износ режущих инструментов большое влияние оказывает и процесс наростообразования. Например, при резании в области наростообразования на относительно невысоких скоростях, если нарост имеет развитую и устойчивую форму, то он защищает заднюю поверхность инструмента от износа.
При резании с малыми подачами, когда нарост отсутствует или имеет малые размеры, на всех скоростях резания износ по задней поверхности становится превалирующим. То же самое наблюдается и при высокоскоростном резании твердосплавными инструментами, когда нарост отсутствует. Это объясняется тем, что из- за усадки стружки, снижающей скорость ее перемещения по передней поверхности, скорость истирания задней поверхности выше, чем передней поверхности. Кроме того, контактные нагрузки на задней поверхности режущего клина выше, чем на передней поверхности.