

46) Износ режущего инструмента, его причины.
На хрупкое разрушение режущего клина большое влияние оказывает также число циклов нагружения, имеющих место при прерывистой обработке, и изменение напряжений при врезании и выходе режущего клина. С ростом числа циклов нагружения снижается усталостная прочность инструментального материала и увеличивается вероятность хрупкого разрушения режущего клина. Поэтому, например, при фрезеровании, для которого характерна прерывистая обработка с ударами, предельная толщина среза в 2...3 раза меньше, чем при точении.
Следует отметить, что кроме этих причин отрицательное влияние на прочность твердосплавных пластин оказывает также их переточка. Отсюда очевидными становятся преимущества СМП.
В процессе резания режущее лезвие иногда подвергается пластическому разрушению, которое выражается в пластической деформации его вершины и опускании режущей кромки. У инструментов из быстрорежущей стали пластическое разрушение проявляется в виде скругления режущей кромки или ее оплавления при достижении предельной величины износа. У твердосплавных инструментов пластическая деформация режущего клина наступает под действием высоких температур резания и вибраций. Хотя твердые сплавы и считаются хрупким материалом, но уже в нормальных условиях работы они подвергаются явлению ползучести, которое усиливается с ростом температуры резания. Под действием больших нормальных давлений в районе режущей кромки происходит ее опускание, сопровождающееся некоторым вспучиванием на передней и задней поверхностях.
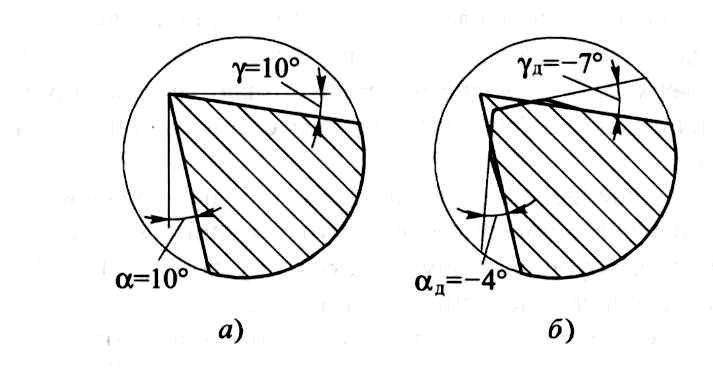
Рис. 5.5. Пластическая деформация режущего клина из твердого сплава марки ВК6М при точении титанового сплава марки ВТ-6
(v = 60 м/мин, S = 0,47 мм/об, t = 2 мм)
На рис. 5.5, а показана увеличенная под микроскопом исходная форма режущего клина резца и этот же клин через 80 с (рис. 5.5, б) после начала резания титанового сплава твердосплавным резцом (А.И. Афонасов). Такое изменение формы клина приводит к тому, что его передний и задний углы принимают отрицательные значения. Это вызывает рост сил резания, интенсифицирует износ по передней и задней поверхностям, и в результате резание таким клином становится невозможным. Аналогичная картина пластической деформации режущего клина имеет место при точении высоколегированных сталей, а также при строгании твердосплавными инструментами.
Пластическое разрушение режущего клина инструмента происходит и со стороны его задней поверхности и проявляется в виде течения с последующим срезанием тонких контактных слоев инструментального материала. Такое разрушение клина происходит под действием высокой температуры резания, вызывающей снижение прочности инструментального материала.
Износ режущего инструмента есть результат трения стружки о переднюю поверхность инструмента и его задней поверхности об обработанную поверхность. Это весьма сложный процесс, протекающий при высоких температурных и контактных нагрузках. По сравнению с износом деталей в машинах при резании удельные давления выше в 300...400 раз, а температура – в 15...20 раз. Кроме того, при резании износ происходит на очень малых площадках контакта, верхние слои которых могут испытывать пластические деформации.
Многочисленные экспериментальные исследования, выполненные как в нашей стране, так и за рубежом, позволили сформировать определенные представления о физической природе износа режущих инструментов. Согласно этим представлениям различают четыре основных вида износа режущих инструментов: 1) механический; 2) адгезионный; 3) диффузионный; 4) химический (окислительный).