

Лабораторна робота №2 Дефектація колінчастого валу
Мета роботи: підготовка початкових даних для дефекації колінчастого валу; визначення технічного стану дефектних конструктивних елементів; сортування деталей за наслідками контролю; призначення способів ремонту і змісту операцій за ремонтною технологією.
Теоретичні відомості
В
процесі роботи на колінчастий вал
впливають сили тертя,
вібрація, знакозмінні навантаження,
середовище і ін. Це викликає
появу зносу,
порушення якості поверхні шийок (задирки,
риски,
корозія), механічні пошкодження (тріщини,
дефекти резьб),
відхилення розташування (![]() биття
до 0,150 мм), а також появу
прихованих дефектів.
биття
до 0,150 мм), а також появу
прихованих дефектів.
Виникаючі дефекти усувають обробкою під ремонтні розміри, слюсарно-механічною обробкою, наплавленням підшаром легованого флюсу або плазмовим напиленням. Биття усувають пластичною деформацією (правкою).
Устаткування і оснащення робочого місця: лабораторний стіл, прилад ПБМ-500 для установки деталей в центрах і перевірки биття, лупа чотирикратного збільшення, мікрометр МР-75 ГОСТ 4381-87, штангенциркуль ШЦ-1-160-0,1 ГОСТ 166—80, індикатор годиникового типу ГОСТ 577—68.
Виконання роботи:
Встановлюємо вал в центри ПБМ-500 з дозволу викладача;
За допомогою мікрометра зміряти діаметри корінних шийок. Вимірювання кожної шийки провести в поясах I—I, IІ—II (мал. 1, а) в двох взаємно перпендикулярних площинах А—А і Б—Б (А—А для всіх корінних шийок приймається в площині кривошипа першої шатунної шийки). Пояси знаходяться біля кінців шийки на відстані, рівному 1/4 від її загальної довжини;
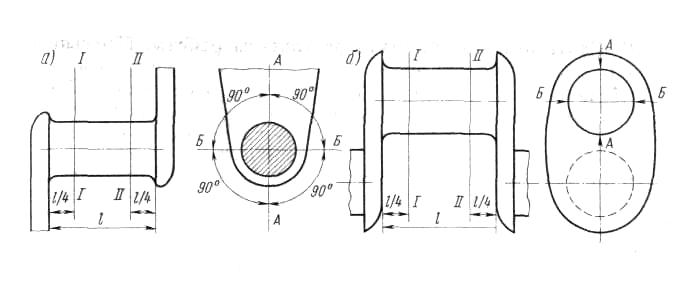
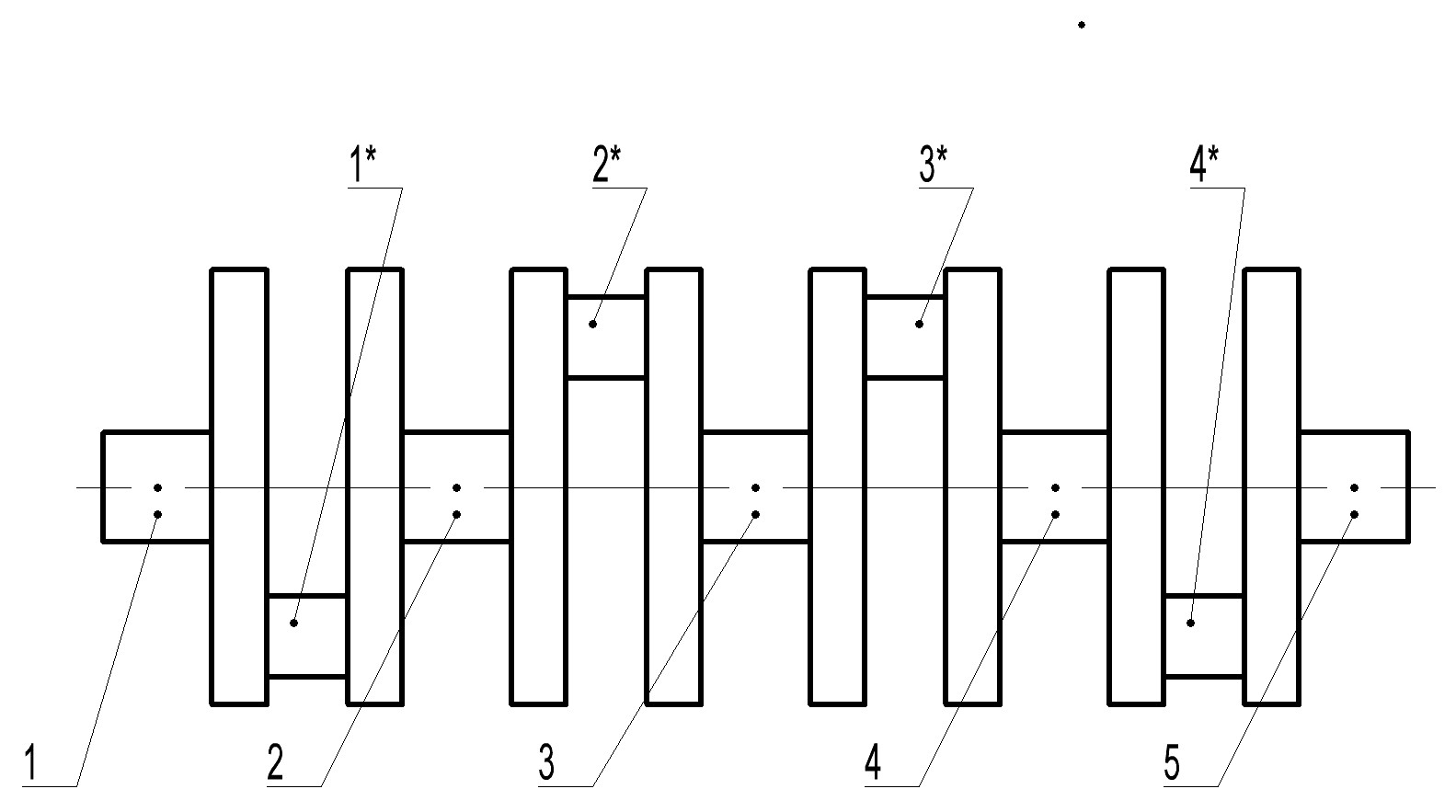
Рис.2. Ескіз валу
Таблиця 1. Початкові дані для дефектації колінчастого валу
Об'єкт вимірювання |
Пояс вимірювання |
Площина вимірювання |
Номери шийок |
||||
1 |
2 |
3 |
4 |
5 |
|||
Корінні шийки |
І-І |
А-А Б-Б Овальність |
81,89 81,88 0,01 |
81,85 81,86 0,01 |
81,89 81,92 0,03 |
81,87 81,99 0,12 |
81,87 81,87 0 |
ІІ-ІІ |
А-А Б-Б Овальність |
81,86 81,89 0,03 |
81,85 81,87 0,02 |
81,89 81,92 0,03 |
81,88 81,91 0,03 |
81,88 81,88 0 |
|
Конусність |
А-А Б-Б |
0,03 0,01 |
0 0,01 |
0 0 |
0,01 0,08 |
0,01 0,01 |
|
Шатунні шийки |
І-І |
А-А Б-Б Овальність |
65,91 65,90 0,01 |
65,97 65,92 0,05 |
65,99 65,70 0,29 |
65,89 65,99 0,1 |
|
ІІ-ІІ |
А-А Б-Б Овальність |
65,91 65,82 0,09 |
65,91 65,82 0,09 |
66,02 65,94 0,08 |
65,89 65,92 0,03 |
|
|
Конусність |
А-А Б-Б |
0 0,08 |
0,06 0,1 |
0,03 0,24 |
0 0,07 |
|
|
Розраховуємо величину загального зносу для всіх шийок, мм:
![]()
де
![]() =82
– корінні,
=66
– шатунні - діаметр
шийки до початку експлуатації (найменший
граничний розмір по робочому або
ремонтному кресленню);
=82
– корінні,
=66
– шатунні - діаметр
шийки до початку експлуатації (найменший
граничний розмір по робочому або
ремонтному кресленню);
![]() — мінімальний
діаметр
шийки (використовувати значення з
найбільшим зносом);
— мінімальний
діаметр
шийки (використовувати значення з
найбільшим зносом);
Для
шийки № 1
![]()
Для
шийки № 2
![]()
Для
шийки № 3
![]()
Для
шийки № 4
![]()
Для шийки № 5
Для
шийки № 1*
![]()
Для шийки № 2*
Для
шийки № 3*
![]()
Для
шийки № 4*
![]()
2. Розраховуємо величину одностороннього нерівномірного зносу мм:
де — коефіцієнт нерівномірності зносу =0,75.
Для
шийки № 1
![]() ;
;
Для
шийки № 2
![]() ;
;
Для
шийки № 3
![]() ;
;
Для
шийки № 4
![]() ;
;
Для шийки № 5 ;
Для
шийки № 1*
![]() ;
;
Для шийки № 2* ;
Для
шийки № 3*
![]() ;
;
Для шийки № 4* .
3. Розраховуємо не циліндричність (овальність і конусність), мм:
![]()
![]()
4.Для кожної шийки отримати два значення овальності і два — конусності. Отримані значення заносимо до форми 1.Найбільше значення записати в карту дефектації;
5.
Розраховуємо ремонтний розмір обробки
корінних шийок![]() ,
мм (розрахунок вести
по
шийці, що має найбільший знос):
,
мм (розрахунок вести
по
шийці, що має найбільший знос):
![]()
де
![]() —
мінімальний односторонній припуск
на обробку (для шліфування
2Z=0.10
мм);
—
мінімальний односторонній припуск
на обробку (для шліфування
2Z=0.10
мм);
Для
шийки № 1
![]()
Для
шийки № 2
![]()
Для
шийки № 3
![]()
Для
шийки № 4
![]()
Для шийки № 5
Для
шийки № 1*
![]()
Для
шийки № 2*
![]()
Для
шийки № 3*
![]()
Для
шийки № 4*
![]()
6.
Порівнюємо величину
із значеннями категорійних
ремонтних розмірів
![]() і
призначити найближчу меншу категорію
одну для всіх
шийок:
і
призначити найближчу меншу категорію
одну для всіх
шийок:
![]()
![]()
![]()
![]()
![]()
5. Порівняти дійсний стан параметрів конструктивних елементів з вимогами по капітальному ремонту і в гафу «Висновок» звіту (карти дефектації) записати категорію стану деталі («Без ремонту», «В ремонт», «Брак»). При напрямі деталі в ремонт вказати спосіб усунення дефекту;
Таблиця 2. Карта дефектування
№ поз. на ескізі |
Можливі дефекти |
Спосіб встановлення дефекту і контр. інструмент |
Розмір мм |
Висновок: |
|
По робочому рисунку |
Допустимий без ремонту |
||||
1. |
Спрацювання |
Мікрометр 75×100 ГОСТ 868-82 |
81,655 |
81,9 |
Шліфувати до II ремонтного розміру |
2. |
Спрацювання |
Мікрометр 75×100 ГОСТ 868-82 |
81,64 |
81,9 |
Шліфувати до II ремонтного розміру |
3. |
Спрацювання |
Мікрометр 75×100 ГОСТ 868-82 |
81,71 |
81,9 |
Шліфувати до II ремонтного розміру |
4. |
Спрацювання |
Мікрометр 75×100 ГОСТ 868-82 |
81,74 |
81,9 |
Шліфувати до II ремонтного розміру |
5. |
Спрацювання |
Мікрометр 75×100 ГОСТ 868-82 |
|
81,9 |
Шліфувати до II ремонтного розміру |
1* |
Спрацювання |
Мікрометр 50×75 ГОСТ 868-82 |
65,585 |
65,9 |
Шліфувати до II ремонтного розміру |
2* |
Спрацювання |
Мікрометр 50×75 ГОСТ 868-82 |
65,585 |
65,9 |
Шліфувати до II ремонтного розміру |
3*. |
Спрацювання |
Мікрометр 50×75 ГОСТ 868-82 |
65,375 |
65,9 |
Брак
|
4* |
Спрацювання |
Мікрометр 50×75 ГОСТ 868-82 |
65,8075 |
65,9 |
Шліфувати до II ремонтного розміру |
 81,74
81,74