

Современные типы дисаматик, выпускаемые фирмой.
В последние годы фирма "DISA Industries A/S" осуществила модернизацию конструкции и стала выпускать усовершенствованные типы автоматов ДИСАМАТИК.
Базовой моделью является формовочный автомат ДИСА 230. Выпускается четырех типов с индексами "А", "В", "С" и "X".
Характеристики типов машин ДИСА 230.
Характеристика |
Тип "А" |
Тип "В" |
Тип "С" |
Тип "X" |
Размеры формы (мм): высота ширина толщина |
480 600 120... 405 |
535 650 120... 405 |
550 675 120... 405 |
535 750 120... 405 |
Производительность (форм/час) бесстержневые со стержнями |
500 440 |
500 440 |
500 440 |
500 420 |
Длина конвейера (м) AMC+SBC =max |
86,5 |
86,5 |
86,5 |
86.5 |
Время охлаждения форм (мин) |
51 |
51 |
51 |
53 |
Потребность форм, смеси (т/час): при толщине 200 мм при макс, толщине |
43 70 |
52 84 |
56 91 |
60 102 |
Потребность в электроэнергии (кВа) |
85 |
85 |
85 |
85 |
Потребность в сжатом воздухе (м3/мин), давление min/ мах |
9 5,5/10 |
10 5.5/10 |
11 5.5/10 |
12 5,5/10 |
Характеристика формовочных машин ДИСА 240 и ДИСА 250.
Характеристика |
ДИСА 240 |
ДИСА 250 |
|||
Тип "А" |
Тип "В" |
Тип "С" |
Тип "С" |
Тип "D" |
|
Размеры формы (мм): высота ширина толщина |
600 750 150... 500 |
600 775 150... 500 |
600 850 150... 500 |
650 850 150.. 500 |
700 950 200..560 |
Производительность (форм/час) бесстёржневые |
450 400 |
450 400 |
450 400 |
450 400 |
420 380 |
Длина конвейера (м) AMC+SBC =max |
100 |
100 |
100 |
100 |
120 |
Время охлаждения форм (мин) |
63 |
63 |
63 |
63 |
80 |
Потребность форм, смеси (т/час): при толщине 200 мм |
116 |
120 |
132 |
140 |
200 |
Потребность в электроэнергии (кВа) |
100 |
100 |
100 |
100 |
120 |
Потребность в сжатом возд., м3/мин |
16 |
16 |
16 |
16 |
22 |
Лекция 9. Структура и состав афл дисаматик.
Структурно линия состоит из:
Ф ормовочной
машины, прецизионного конвейера форм,
синхронизированного ленточного
конвейера, комбиукладчика, установки
автоматической подачи формовочной
смеси, охлаждающего барабана «дисакул»,
автоматизированной системы управления.
ормовочной
машины, прецизионного конвейера форм,
синхронизированного ленточного
конвейера, комбиукладчика, установки
автоматической подачи формовочной
смеси, охлаждающего барабана «дисакул»,
автоматизированной системы управления.
Формовочная машина ДИСАМАТИК.
Предназначена для изготовления форм с высоким уровнем плотности и равномерной твердостью методом пескодувно-прессовой формовки.
-
Прецизионный конвейер форм.
Независимый от формовочной машины модуль, предназначенный для перемещения колонны форм, в фиксированном состоянии, что устраняет возможность смещения полуформ по разъему.

Синхронизированный ленточный конвейер. Предназначен для перемещения цепочки форм в зону охлаждения. Длина зависит от времени, необходимого для охлаждения отливок в формах.

Чтобы обеспечить возможность изготовления небольших партий отливок и замены модельных плит в пределах 60 секунд, разработано новое оборудование, которое основывается на испытанном принципе стержнеукладчика ДИСАМАТИК - все операции в одном блоке - КОМБИУКЛАДЧИК ДИСАМАТИК.
Комбиукладчик - робот, предназначенный для автоматической укладки стержней, а также для автоматической замены модельных плит и стержневых масок.

Выбивной барабан «ДИСАКУЛ»
Вращающиеся охдаждающие барабаны ДИСАКУЛ выполняют в одном блоке несколько операций обработки смеси и отливок:
- Отливки эффективно отделяются от формовочной и стержневой смеси.
- Смесь и отливки охлаждаются во время непрерывного процесса очистки внутри барабана. Процессу способствует управляемое добавление воды.
- Отливки отделяются от литниковых систем.
- В смеси нет комьев, и она готова к повторному дроблению.
- Кроме того, уровень шума низкий, а пыль и дым удаляются из определенного участка внутри барабана.

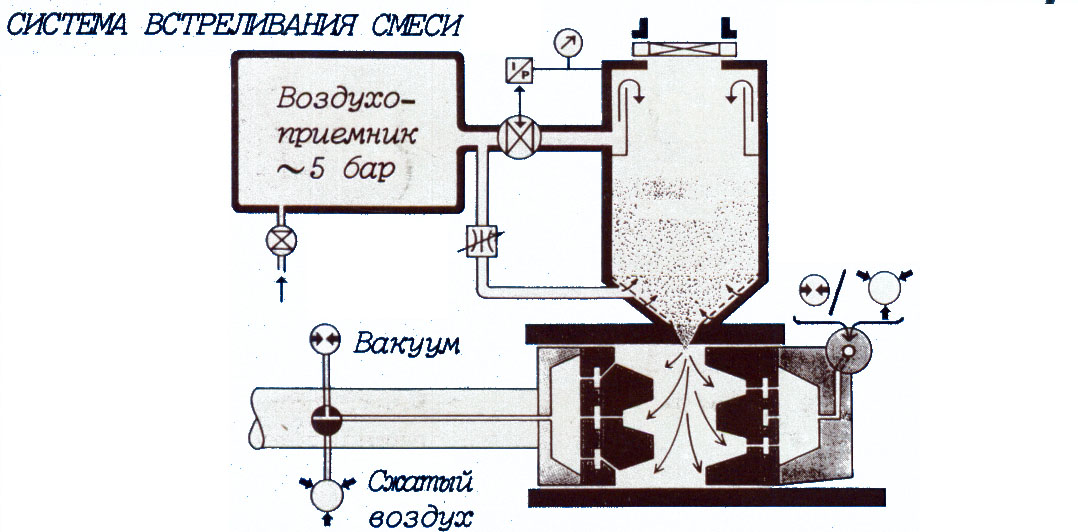
Установка автоматической подачи формовочной смеси в формовочную машину.
Автоматизированная система управления включает микрокомпьютер.
Обеспечивает автоматизированное управление формовочной машиной, диагностику, соблюдение технологического режима, регулирование времени охлаждения отливок в формах, управление процессами подготовки и подачи формовочной смеси, плавки и заливки металла в формы, а также сбор и обработку необходимой информации.