

22. Заклёпочные соединения. Область применения, типы соединений. Расчёт на прочность.
З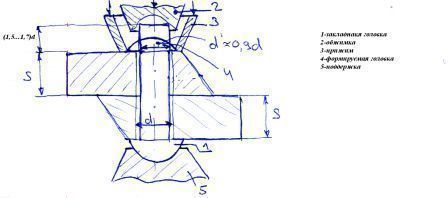 аклёпка
– стержень круглого сечения с головками
на концах, одну из
которых выполняют на заготовке заранее
(закладная головка), а вторую (замыкающая
головка) формируют приклёпке.
аклёпка
– стержень круглого сечения с головками
на концах, одну из
которых выполняют на заготовке заранее
(закладная головка), а вторую (замыкающая
головка) формируют приклёпке.
1-закладная головка
2-обжимка
3-прижим
4-формируемая головка
5-поддержка
Стержень осаживается и за счёт пластической деформации происходит заполнение зазора между стержнем и стенками отверстия.
Заклёпочные соединения:
а) силовые прочные, используемые в металлических конструкциях
б) силовые плотные, используемые в котлах
Область применения:
1. Соединения, в которых нагрев при сборке не допустим из-за опасности отпуска термообработанных сталей.
2. Соединения не свариваемых деталей.
3. Соединения в авиа- и судостроении
Материалы заклёпок:
Эластичный, однородный с материалом соединяемых деталей, во избежание электрохимической коррозии. Обычно это стали: Ст2, Ст3, 15,092 C и др., сплавы алюминия и титана.
Типы заклёпочных соединений:
По конструкции:
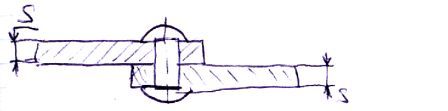
а) соединения в нахлёстку
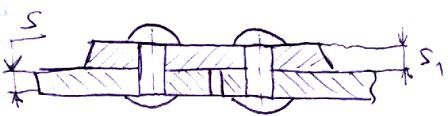
б) соединения с одной накладкой
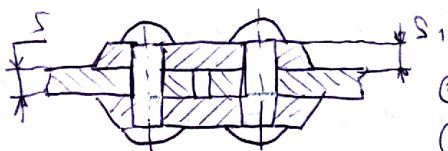
в) соединения с двумя накладками
а и б – односрезные
в- двухсрезные
По числу рядов заклёпок соединения бывают однорядные и многорядные
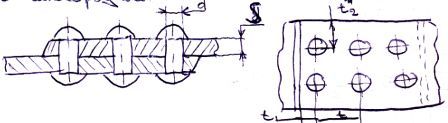
В однорядном соединение d ≈ (1,8..2)S
В двухрядном соединение d ≈ (1,2..1,8)S
В однорядном шаг t ≈ 3d
В двухрядном шаг t ≈ (4..4,5)d
t1=t2=(1,5..2)d
Расчёт заклёпочных соединений:
Основные нагрузки – продольные силы, сдвигающие соединение детали
Расчёт ведут по условным напряжениям среза τср
[τ]ср=140 МПа
![]()
(*)
где F1 – срезающая сила на одну закладку
A – площадь сечения стержня заклёпки
i – число срезов
[τ]ср – условное допускаемое напряжение материала заклёпки на срез
Для Ст 0, 2, 3 → [τ]ср=140 МПа
[σ]сн=(280…320) МПа
Из условия (*), задавшись [τ]ср, можно определить F1
Далее заклёпки проверяют на снятие:
![]()
Где S - толщина соединяемой детали
d - диаметр заклёпки
Соединяемые детали проверяют на прочность в сечениях ослабленных заклёпками
![]()
(для стали [σ]р= 160 МПа)
Aнетто = S(b - n1∙d)
где n1 – число заклёпок в одном ряду
d – диаметр заклёпки
b – ширина листа
23. Сварные соединения, достоинства и недостатки. Типы сварных швов. Расчёт стыковых швов.
Сварное соединение это наиболее рациональный и распространённый вид неразъёмного соединения. Наиболее широко распространена электрическая сварка.
Электрическая сварка:
дуговая
контактная
При дуговой электрической сварке в качестве электрода используется стальной стержень. Покрытие электродов обеспечивает устойчивое горение дуги и защиту металлошва от вредного воздействия окружающей среды.
Существуют электроды типа: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А
Где буква А означает, что электроды повышенного качества. А цифра означает, например, Э50 (50*10σвр металлошва в МПа).
При автоматической дуговой сварке в качестве электрода используется стальная проволока. Сварка проводиться под слоем флюса. Автоматическая сварка приметно в 10-20 раз лучше ручной.
Контактная сварка основана на использование повышенного омического сопротивления в стыке детали. Через стык пропускается сварочный ток, металл нагревается, а затем сдавливается.
Достоинства сварных соединений:
возможность получения изделий больших размеров
снижение массы по сравнению с литыми деталями до 30…50%, склёпочными до 20%
снижение стоимости изготовления сложных деталей в единичном и мелкосерийном производстве
малая трудоёмкость, невысокая стоимость оборудования, возможность автоматизации
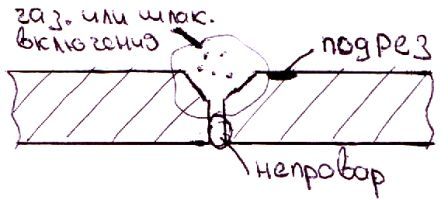
Недостатки сварных соединений:
вероятность возникновения при сварке различных дефектов шва (непровары, шлаковые и газовые включения, трещины).
необходимость проведения визуального контроля сварного шва, а для ответственных деталей необходимость проведения неразрушающего инструментального контроля (рентгеновский, ультразвуковой и др.)
возникновение остаточных напряжений растяжения в металле шва от неравномерного нагрева
изменение механических свойств металла в околошовной зоне
Типы сварных швов:
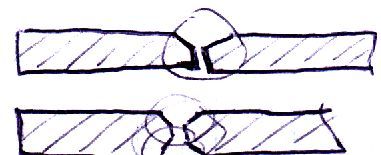
Стыковые швы – являются наиболее рациональными, приближающие по форме и прочности соединяемой детали к целому изделию
Угловые швы – образуются при сваривании деталей нахлёсточных, тавровых, угловых, кромки которых не имеют скосов
Расчёт стыковых швов:
Полный и бездефектный провар стыка обеспечивает равнопрочность сварного шва и соединяемых деталей. Для этого кромки деталей механически обрабатывают.
При маленьких толщинах δ≤1 (мм) – сварка с отбортовкой кромок
![]()
При средних толщинах δ=1…6 (мм) – сварка без скоса кромок
![]()
При больших толщинах δ≥6 (мм) –V-образная и X-образная сварка
Р![]()
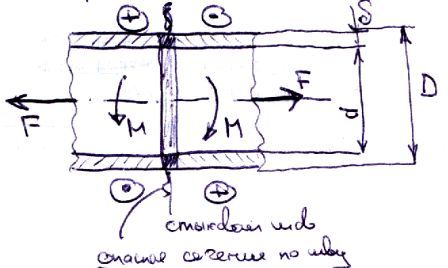 асчёт
стыковых швов проводят по σЕ
асчёт
стыковых швов проводят по σЕ
Где σи – напряжение изгиба в опасном сечении
σр – нормальное напряжение растяжения
[σ’]р – допускаемое напряжение для сварного шва
![]()

Если δ намного меньше D (δ = (D- δ)/2), то
![]()
![]()
![]()