

Размерно-точностной анализ тп
При разработке ТП возникает задача пересчета размеров заданных конструкторов это выполняется посредствам расчета технологических размерных цепей. При более сложных ТП используют РТА ТП.
Задачи РТА:
Определение технологических размеров, их допусков и придельных отклонений.
Определение размеров заготовок (З), их допусков и предельных отклонений.
Определение припусков (Z), их допусков и предельны отклонений
Проверка правильности разработанного ТП
РТА выполняется с использованием теории Граф.
Граф – фигура, состоящая из вершин и соединяющих их ребер.
Вершинами графа является … . ребрами графа – вершины, связывающие эти поверхности.
Основной задачей РТА является построение совмещенного графа. Совмещенный граф получают наложением друг на друга двух деревьев.
Исходное дерево – граф, состоящий из замыкающих деревьев.
Производное дерево – граф, состоящий из увеличивающих и уменьшающих деревьев.
В качестве замыкающих звеньев могут выступать либо значение припуска z, либо конструкторские размеры А. в качестве уменьшающих и увеличивающих звеньев выступают технологические размеры S и размеры заготовки З.
Любой замкнутый контур совмещенного графа, состоящий из одного замыкающего звена и составляющих звеньев, является технологической размерной цепью, которое решается традиционными методами.
Пример РТА для линейных размеров.
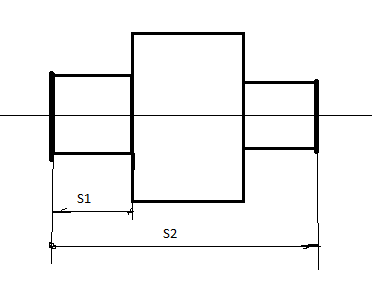
Выбирается форма заготовки, на которой указывают необходимые размеры
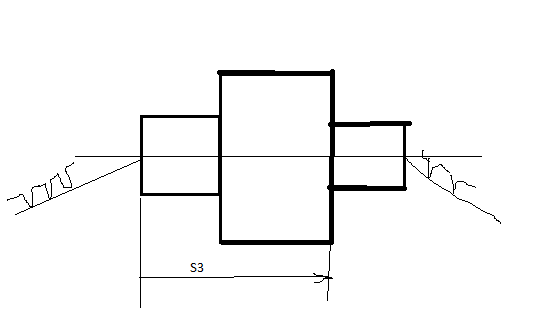
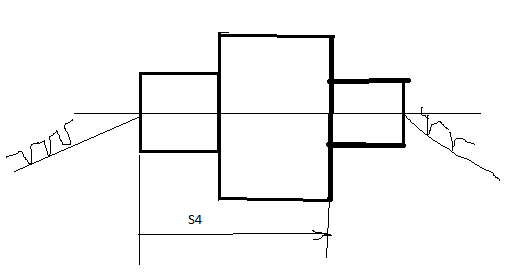
Разрабатывается ТП и изображаются карты эскизов с технологическими размерами
Для данной детали ТП выключает :
05 – фрезерно-цетровальная
10 – токарная
15 - токарная
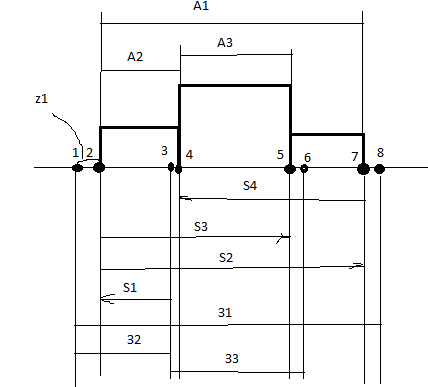
Построение производного дерева
Производное дерево начинают с вершины, являющейся первой базой при выполнении первой операции. Дерево состоит из размеров S и З.
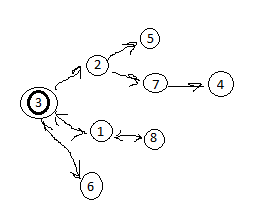
Проверяется правильность дерева: не должно быть замкнутых контуров, разрывов. В дереве должны быть отражены все поверхности
Построение исходного дерева:
A, Z
Качество поверхности деталей машин
Это совокупность трех групп параметров:
Геометрические
Физико-механические
Физико-химические
Физико-химические параметры характеризуются химико-гальванической активностью молекуло поверхностного слоя детали. Подбираются такие параметры по условию эксплуатации детали.
Геометрические параметры качества поверхности
Пространственная погрешность вызвана неравномерной жесткостью ТС и геометрическими неточностями оборудования.
Волнистость – микро отклонения поверхности базовой длины вызвано вибрациями ТС.
Шероховатость – микро отклонение поверхности с шагом меньше базовой длины.
Базовая длина – линейный параметр, определяющий длину отрезка реального профиля, на котором рассчитываются параметры шероховатости. ГОСТ 2789-73
Параметры волнистости жестко не оговариваются. Есть только указания, что при измерении волнистости необходимо отключать высокочастотный фильтр.
Параметры шероховатости
При обраьботке профиля на первом этапе определяют положение средней линии mn.
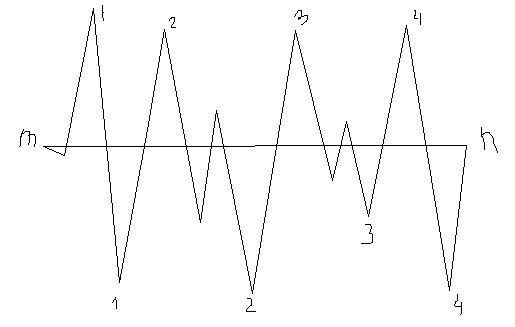
Ra – среднее арифметическое отклонение профиля от средней линии
Rz – высота неровности по 10ти точкам.
Rmax - Максимальная высота неровности профиля
Шаговые параметры профиля:
S – шаг вершин неровности профиля
Sm – шаг неровностей профиля по средней линии
Для определения несущей способности профиля введено понятие относительная опорная длина профиля
К физико-механическим параметрам относят поверхностное микро упрочнение (наклеп) и величину и знак остаточных поверхностных напряжений. Микро твердость на поверхности определяется методом аналогичным определению твердости по Виккерсу, стандарт, который определяет параметры микро твердости ГОСТ 9450-76.
П

 рибор
называется миктротвердрмер. Для измерения
микро твердости применяют метод косых
шлифов.
рибор
называется миктротвердрмер. Для измерения
микро твердости применяют метод косых
шлифов.