

Технология склеивания фанеры
Послепрессовая обработка фанеры
Охлаждение фанеры выполняют для снижения температуры и влажности листов, выгруженных из горячего пресса. Особенно это важно при использовании белковых клеев (фанера ФБА). Из фанеры ФК (на карбамидных клеях) интенсивно выделяется свободный формальдегид. Для ускорения процесса используют веерные или конвейерные охладители. При их длине 6,5 м и скорости подачи 1м/мин время охлаждения составляет 6,5 минут.
Обрезка кромок фанеры необходима для их выравнивания. Допускаемые отклонения габаритов составляют ± 4...5 мм. Обрезку выполняют на круглопильных станках (табл.6.11). Наиболее широкое применение нашли 4-пильные агрегаты, составленные из двух 2-пильных станков, расположенных взаимно перпендикулярно (рис. 6.18).
Возможно опиливание по 1-2 листа с использованием гусеничной подачи при скорости подачи до 30 м/мин или опиливание пачками толщиной до 120 мм. Во втором случае станки оснащаются каретками и обеспечивается более высокая производительность оборудования (скорость подачи 10-12 м/мин). Следует применять пилы с пластинками твердого сплава, для измельчения срезок на одном валу с пилой устанавливают фрезу.
Наиболее совершенными сегодня является станки ФП-119 Жешартского ЭМЗ и СО- 16 конструкции Зеленодольского СПКТБ. Они оснащены механическим загрузчиком, имеют конвейер удаления отходов. Пиление производится на каретках с базирующими упорами. Производительность составляет до 11 - 13,5 м3/ч.
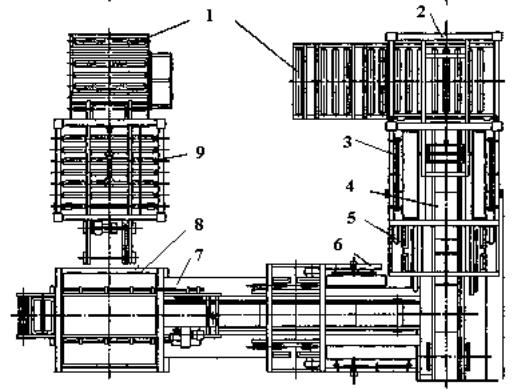
Рис. Станок для обрезки фанеры СО-16 Зеленодольского СПКТБ:
1-рольганги 2 - механизм формирования стопы, 3, 6 - механизм сброса обрези,4 - механизм подачи, 5 - агрегат пильный, 7 - механизм подачи, 8 - стол набора пачек, 9 -механизм загрузки.
Почти неизбежной операцией послепрессовой обработки является переобрез фанеры. Цель этой операции заключается в опиливании листа фанеры на меньший стандартный размер из-за наличия недопустимого дефекта на нем.
Применяют однопильный станок типа ЦФ- 5 с кареткой. Часто обрезанная полоса фанеры может найти спрос как попутная продукция.
Технические характеристики обрезных станков
Показатели |
ЦФ-5 |
СЩ-16 |
ЛФО-16 |
ФП-119 |
Производительность, м3/ч |
- |
13,5 |
- |
11 |
Число пил |
1 |
4 |
4 |
4 |
Диаметр пилы, мм |
550 |
550 |
400 |
550 |
Частота вращения пилы, мин-1 |
2510 |
2510 |
2910 |
2510 |
Скорость подачи, м/мм |
7,5; 10; 12,5 |
|
5…25 |
- |
Максимальные размеры пачки |
|
|
|
|
Длина |
1600 |
1600 |
1600 |
1600 |
Ширина |
1600 |
1600 |
1600 |
1600 |
Толщина |
120 |
100 |
50 |
120 |
Установленная мощность, кВт |
13,8 |
78 |
43,8 |
93,5 |
Размеры станка, (LxBxH) |
5,71х2,8х1,2 |
10,3х9,2х1,05 |
8,5х8х1,75 |
9,58х8,12х1,75 |
Масса, кг |
3100 |
16000 |
1690 |
11500 |
Сортирование фанеры в общем случае производят по породам шпона наружных слоев, форматам, толщинам, маркам и сортам. Процесс в организационном отношении предусматривает 3 стадии:
а) предварительное сортирование, которое выделяет фанеру экспортную, общего назначения и направляемую в переобрез;
б) сортирование экспортной фанеры;
в) сортирование фанеры общего назначения.
Фанера общего назначения внутреннего рынка делится по внешнему виду на сорта. Каждый лист осматривается с двух сторон и простукивается деревянным молоточком на предмет обнаружения пустот (непроклея). На этом же рабочем месте выполняют мелкий ремонт листов - заделка выпавших сучков, разошедшихся трещин, слабых углов, пузырей, обзола и т.п. Затем на листе фанеры ставят штамп, указывающий сорт фанеры и номер сортировщика.
Качество работы предприятия оценивается коэффициентом сортности продукции.
Коэффициенты сортности фанеры марок ФК и ФСФ
Сорт фанеры |
Коэффициент сортности при толщине фанеры, мм |
Сорт фанеры |
Коэффициент сортности при толщине фанеры |
||||
3 - 4 |
5 - 6 |
8 и более |
3 - 4 |
5 - 6 |
8 и более |
||
E/I |
3 |
2,2 |
1,8 |
II/III |
1,5 |
1,2 |
1,1 |
E/II |
2,7 |
2 |
1,7 |
II/IV |
1,3 |
1,1 |
1 |
E/III |
2,5 |
1,8 |
1,5 |
III/IV |
1 |
0,8 |
0,7 |
I/II |
2 |
1,6 |
1,4 |
IV/IV |
0,65 |
0,6 |
0,5 |
I/III |
1,8 |
1,4 |
1,2 |
|
|
|
|