

17. Общая характеристика специальных способов литья.
К ним относятся все способы литья за исключением литья в п/г формы. Все эти способы объединяет то, что по сравнению с литьем в п/г формы они в той или иной мере решают либо задачу рационального использования материалов, либо задачу повышения качества отливок.
Специальные способы литья отличаются от литья в п/г формы по следующим признакам:
По конструкции литейной формы
По применению внешних сил для заполнения литейной формы расплавом.
По материалам литейной формы.
В настоящее время специальными способами литья изготавливают приблизительно 20% всех отливок по массе из них 10-12% изготавливают литьем в металлические формы(ЛПД), литьем с кристаллизацией под давлением, литье в кокиль
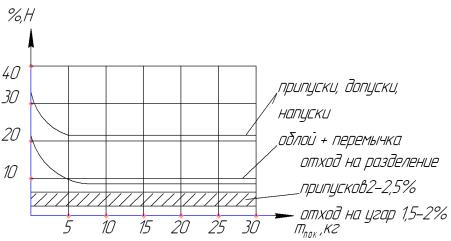
18. Структура отходов при получении заготовок гош.
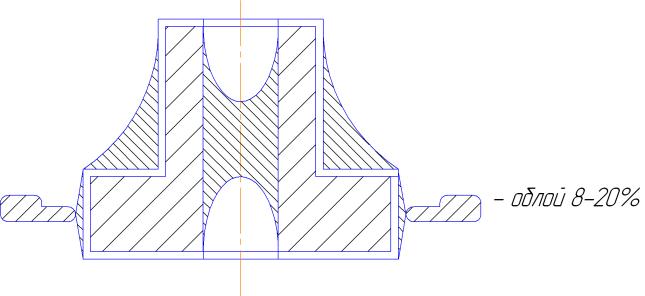
Облой
Припуски на механическую обработку
Допуски- завися от типа применяемого оборудования.
Напуски: штамповочные уклоны и галтели –дополнительный слой металла назначаемый сверх припуска на увеличение технологичности изготовления поковки.
Структура отходов в процентах от нормы расхода. Для крупносерийного и массового производства.
19. Центробежное литье.
Основным признаком этого способа литья является вращающаяся литейная форма. Ось ее вращения может быть вертикальной, горизонтальной, либо занимать промежуточное положение. Ось вращения может совпадать с осью отливки, а может и не совпадать.
 Рис_1
Рис_1
 Рис_2
Рис_2
Конструкция литейной формы и материал, из которого она изготовлена, могут быть различными.
Центробежные силы, действующие на расплав в процессе заполнения литейной формы и затвердевания (кристаллизации) отливки, способствуют лучшему заполнению литейной формы (особенно на периферии). Кроме того, центробежные силы способствуют увеличению скорости охлаждения. Наиболее эффективно вращать заполняемые литейные формы, в первую очередь – кокиль.
Основным показателем центробежного литья является коэффициент гравитации, который показывает во сколько раз центробежная сила больше силы тяжести (гравитации).
Величина коэффициента зависит от материала и формы. Для стальных форм коэффициент гравитации = 100…120, а для песчано-глинистой < 70…80.
Существует достаточно большое количество, в основном, эмпирических формул для определения частоты вращения и формы в зависимости от типа сплава и размеров отливки.
 ,где
,где
ρ – плотность сплава; R – приведенный max радиус отливки.
Одним из ограничений этого способа литья является склонность сплава к ликвации.
Вращающуюся литейную форму можно рассматривать, как центрифугу, которая разделяет сплав на составляющие в зависимости от их плотности. Сплавы, склонные к ликвации не применяют для литья этим способом. Особенно сильна, так называемая, радиальная ликвация.
Увеличение скорости охлаждения отливки в литейной форме объясняется не конвекцией, а действием центробежных сил на поверхности отливки.

Центробежные силы позволяют значительно улучшить (уплотнить) структуру отливки. Увеличение скорости охлаждения способствует повышению σВ.
Механические свойства бронзовых втулок (Бр06У6С3) полученных (изготовленных) различными способами литья.
-
П/Г форма
Кокиль
Кокиль (центробежное литье)
σВ, МПа
l, %
σВ, МПа
l, %
σВ, МПа
l, %
150
8
180
4
280
18
200
12
220
8
340
24
Понятие центробежного литья не включает характеристику параметров литейной формы. О точности этого способа литья можно судить, зная ее характеристики. Чаще всего вращают кокили.
Область применения:
1). Т.к. чаще всего вращается кокиль, то отливают цветные сплавы.
2). Отливки, как простой, так и сложной формы с тонкими ребрами.
Масса отливок – до 50 кг.
В некоторых случаях при центробежном литье отсутствует литниковая система или она существует, но упрощена. Это повышает КВГ.
КВГ = 78…85%
КВТ = 75…80%
КИМ = 0.8*0.8=0.64