

11.Литьё в песчано-глинистые формы.
Преобладающий способ литья (≈72-75%по массе изготовления этим способом).
В равной степени его применяют в единичном и в массовом производствах.
В крупносерийном и массовом производствах применяют механизированный способ формовки, что повышает точность размеров отливок на 1-2 квалитета точности по сравнению с ручной формовкой, применяемой для изготовления форм в единичном и мелкосерийном производствах.
Состав формовочной смеси:
8-14%-глина,как связующее, остальное- кварцевые пески, влажность- 4…12%.
Для уменьшения пригарности в состав смеси вводят измельчённый каменный уголь, а для увеличения прочности ,в частности, стержней- жидкое стекло.
Наименее точный способ литья.
П/г литейая форма обладает рядом преимуществ:
- газопроницаемость;
-податлива;
Технологический процесс:
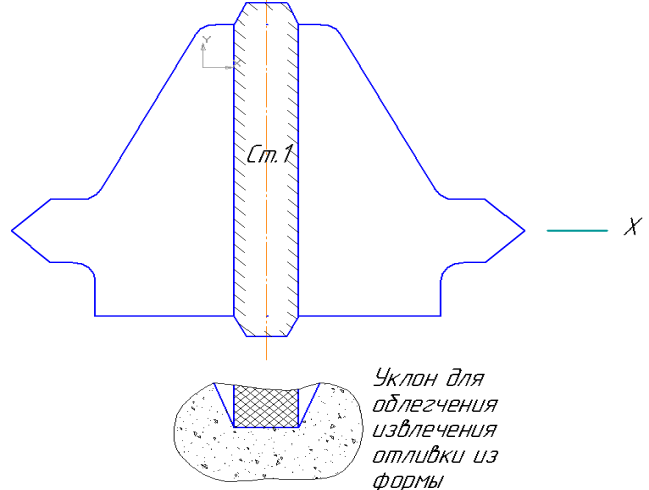
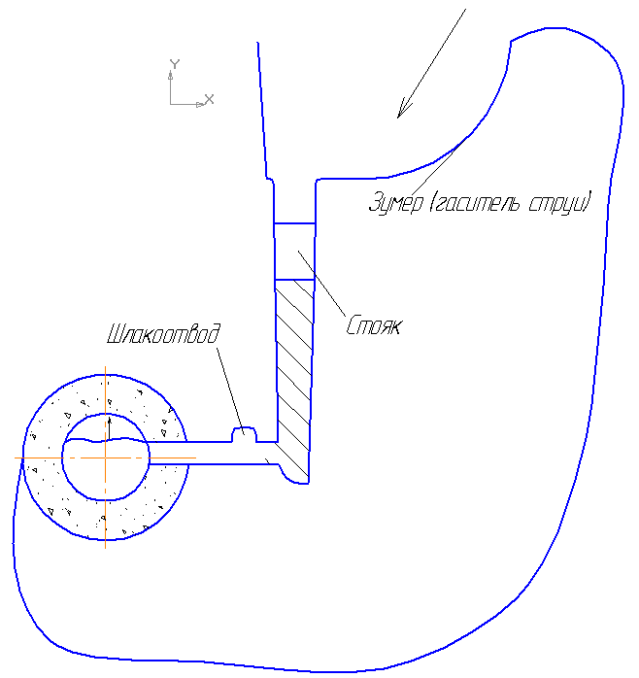
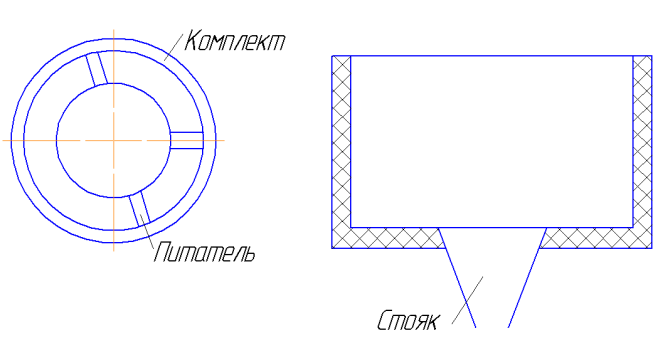
Изготавливают модельный комплект: модель отливки и модели элементов литниковой –питающей системы.
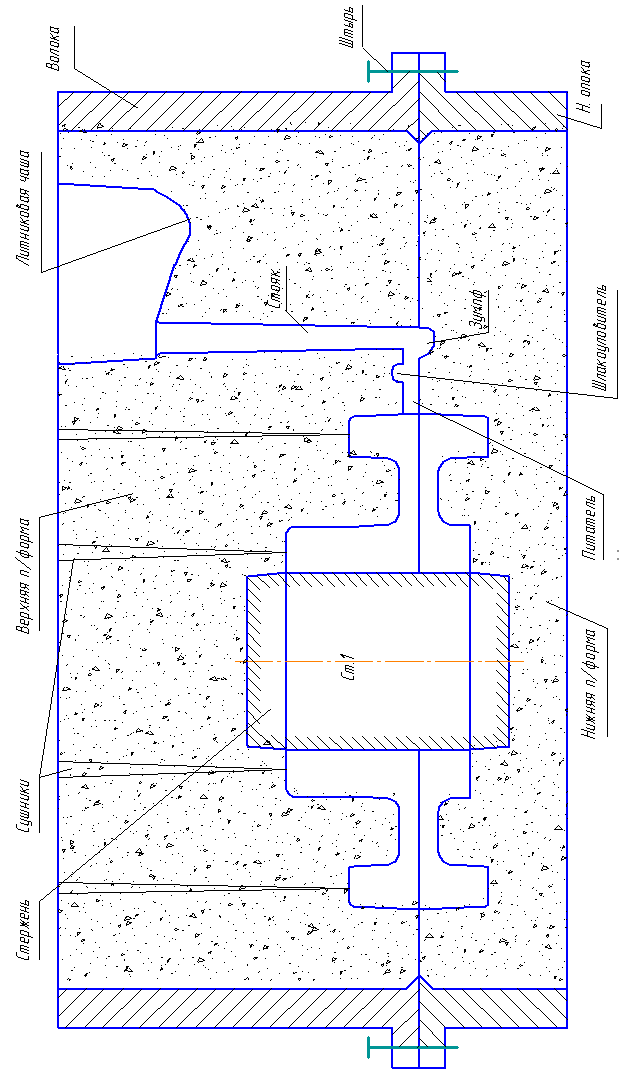
Изготовление литейной формы- формовка.
Приготовление расплава.
Заливка и заполнение литейной формы расплавом.
Разрушение литейной формы и извлечение отливки.
Удаление литниковой системы и стержней из отливки.
Очистка пов-ти отливок от пригоревшей смеси. Существует несколько способов: пескоструйный и т.д.
Т/о- разупрочняющая: для улучшения обрабатываемости резанием.
КВТ≈75…80%;
КИМ≈0,8+0,8=0,64;
В идеальном случае: КИМ≈72%.
12. Упрочнение при холодной деформации сплавов.
Холодная деформация металлических сплавов всегда сопровождается деформационным упрочнением.
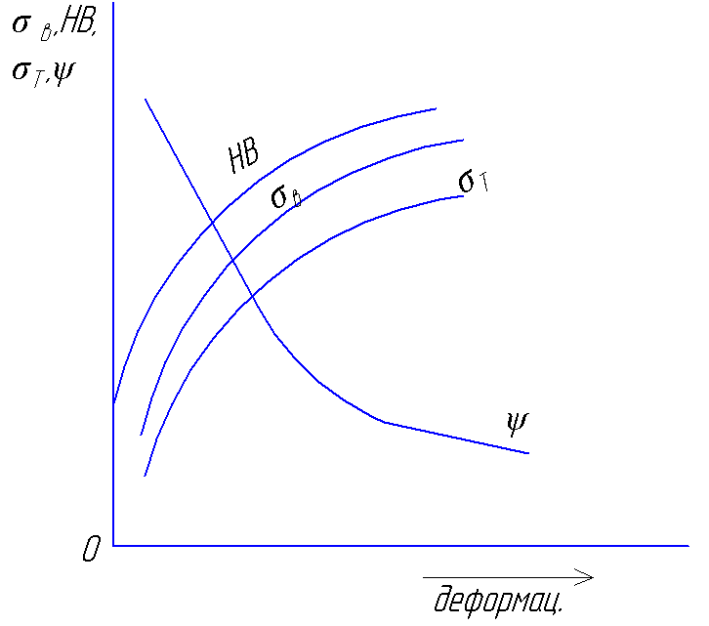
Способность сплавов упрочняться отражается в так называемых кривых упрочнения (истинных напряжениях).
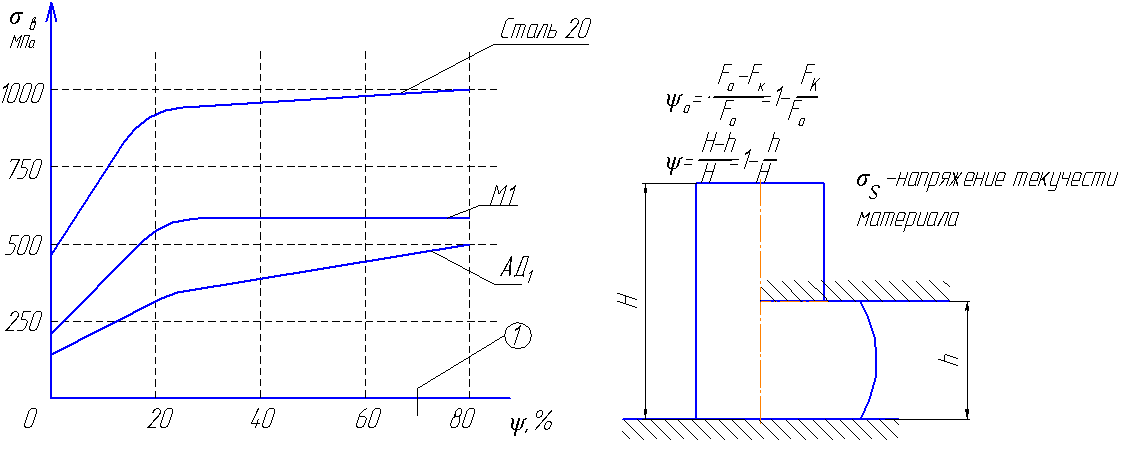
Изменение механических свойств различных сплавов в рез-те ХД.
-
Сплав
До ХД
После ХД
 ,МПа
,МПаΨ,%
Степень упрочнения,%
,МПа
Ψ,%
y,%
Д-16
210
12
70
600
6,4
1,86
Сталь 20
320
24
70
800
14
1,53
Практическая реализация ХОШ.
Для реализации технологических процессов ХОШ необходимо выполнить ряд требований:
Т. к. ХОШ выполняется в закрытых штампах, то исходные заготовки должны иметь min допустимые колебания их объёма (менее 1,5…2,5), поэтому в качестве исходных заготовок применяются калиброванные прутки или проволоку. Их пов-ть не должна содержать таких дефектов, как царапины, трещины и т. д.
Исходные заготовки должны характеризоваться min прочностью и max пластичностью. Это достигается в результате применения разупрочняющей ТО.
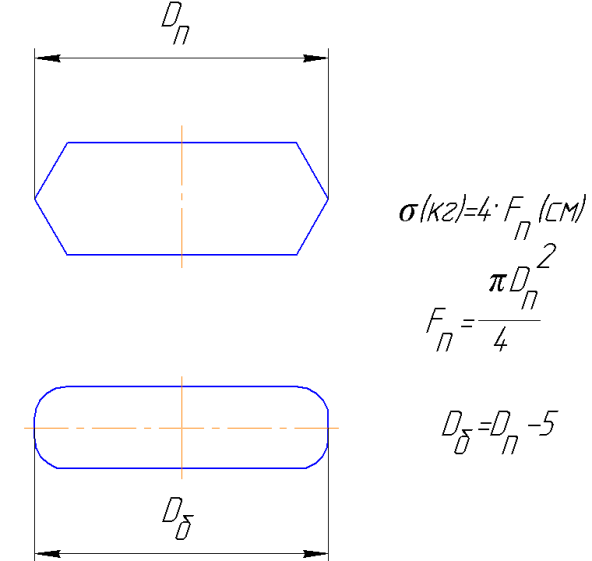
I Определение размеров исходной заготовки.
Определение параметров облойной канавки.
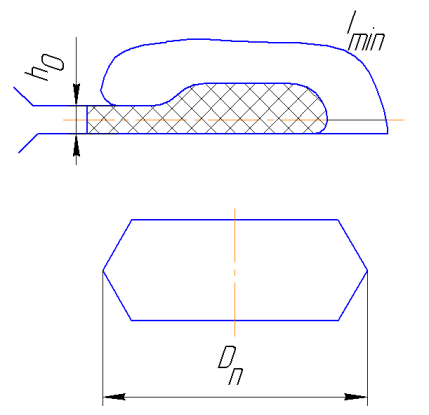
 мм
мм
По
таблице выбираем ближайшее большее
значение
 .
.
Определяем оббьем облоя:


 где
q=7.85
где
q=7.85
Определение объёма
 заготовки:
заготовки:

Определение размеров исходной заготовки:

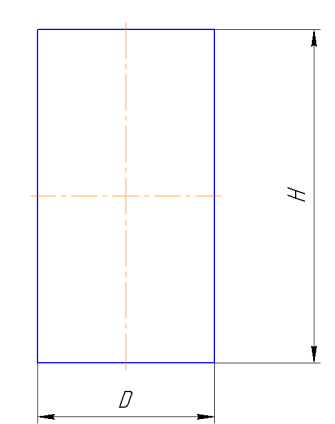
Определение диаметра исходной заготовки:

Затем определяем H:
H=
Определение массы падающих частей молота МПЧ (кг):
III. Для уменьшения величины удельных сил при штамповке применяют эффективные технологические смазки. Состав этих смазок зависит от типа сплава. Для стали: перед нанесением на их пов-ть смазок предварительно создают на них пов-ти специальный слой, который способствует удержанию технологических смазок в процессе штамповки. В частности для этой цели их фосфатируют,а после наносят смазку.
В состав смазок (для стали) вводят специальные наполнители, которые удерживаются на пов-ти заготовок при больших удельных силах. Такими наполнителями являются: пылевидный графит, омывание и т. д.Для медных сплавов применяют животый жир, а для алюминиевыех сплавов- графитные смазки и омывание. Технические процессы ХОШ выполняют либо на многопозиционных (до 4) автоматах, либо на прессах. Если штамп выполнен на автоматах, то промежуточной разупрочняющей термообработки не выполняют. При штамповке на прессах если тех. процесс состоит из нескольких операций, то между ними выполняют разупрочняющую термообработку.