

9. Криссталлизация расплава и формирование литой структуры.
Кристаллизация расплавов в литейной форме определяется скоростью протекания 2-х процессов:
Скоростью роста центров кристаллов;
Скоростью роста самих кристаллов.
Соотношение этих скоростей зависит от скорости охлаждения расплава. Если она высока, то кол-во зародышей кристаллов растёт быстрее ,чем их размеры. Скорость кристаллизации расплава в литейной форме неравномерна. Она maх у стенок литейной формы и min в центральной части отливки. После образования твёрдой корки скорость теплопередачи от расплава к литейной форме уменьшается, т. К. успевает прогреться поверхностный слой литейной формы. Скорость кристаллизации внутри слоёв отливки замедляется т.О. кристаллизация идёт от пов-ти литейной формы к центру отливки. У пов-ти отливки зёрна или кристаллы мелкие и не имеют определённой ориентации кристаллографических осей. Размеры зёрен последующих слоёв увеличиваются и в некоторых зонах приобретают определённую форму под влиянием теплового потока.
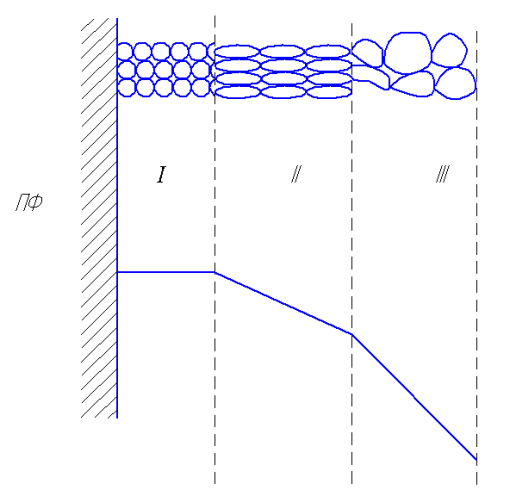
I- мелкозернистая зона равноосных зёрен;
II-зёрна игольчатой формы, оси которых ориентированы по направлению теплового потока.
Не ориентированы крупные зёрна.
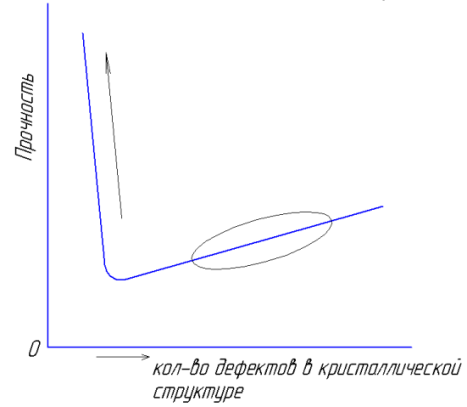
С
уменьшением зёрен прочность всегда
повышается СЧ 20 ( )
)
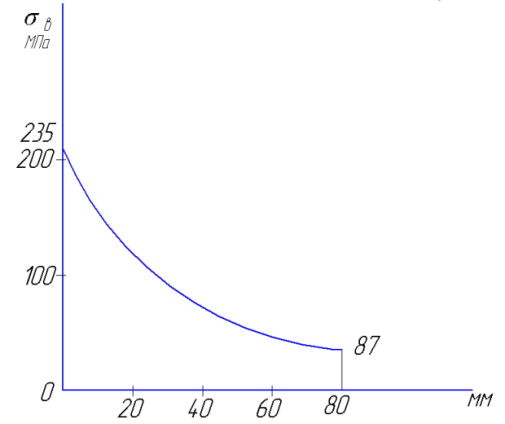
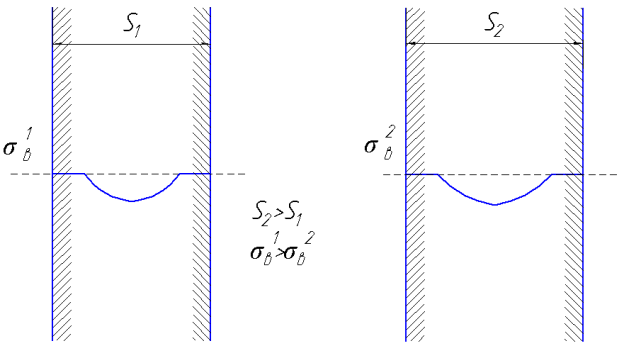
С увеличением толщины стенок отливок прочность сплава всегда уменьшается, поэтому при проектировании отливок с целью рационального использования механических свойств сплава толщину стенок необходимо назначать min возможно тонкой. Такая возможность ограничивается жидкотекучестью.
10. Сравнительный анализ хош, гош и пгош.
НГШ является простым компромиссом между преимуществами и недостатками ГОШ ХОШ.
При ГОШ сопротивление пластической деформации всех сплавов уменьшается в 10…15 раз. При этом пластичность сплава повышается практически до 100%. Однако, горячая деформация сопровождается интенсивным окалинообразованием и возникновением так называемого дефектного слоя на поверхности исходных заготовок. Его толщина колеблется от 0,5 до 1,5 мм,в зависимости от химического состава сплава и способа нагрева. Это требует увеличения припусков на механ. обработку. Наряду с этим, температурный фактор приводит к усадке и вследствие этого к искажению формы заготовки. Для их компенсации также увеличивают припуски и допуски.
ГОШ как правило выполняется в открытых штампах, при этом затраты на облой составляют 8…22%, в результате КИМ≤ 72…75%.
ХОШ
выполняется
с протеканием в сплавах деформационным
упрочнением, т. к. отсутствует температурная
усадка, то точность размеров (диаметральных)
соответствует 8-9 квт, а высотных на 3-5
грубее. Последующая механ. обработка
сводится в основном к шлифованию. ХОШ
выполняется в закрытых штампах без
облоя. Заготовки ассиметричны. ХОШ
деформирует стали у которых %С≤ 0,45,при

Для сохранения преимуществ как ХОШ так и ГОШ применяют НГШ.
НГШ
для большинства сталей выполняется в
температурном интервале 550… С.
Верхняя граница штампа ограничена
возникновением окалинообразованием и
дефектного слоя. Толщина окалины при
такой температуре , как и глубина
дефектного слоя не превышает 0,05 мм.
Обработка стали в указанном температурном
интервале сопровождается некоторой
величиной (до 15…20%) упрочнения.
С.
Верхняя граница штампа ограничена
возникновением окалинообразованием и
дефектного слоя. Толщина окалины при
такой температуре , как и глубина
дефектного слоя не превышает 0,05 мм.
Обработка стали в указанном температурном
интервале сопровождается некоторой
величиной (до 15…20%) упрочнения.
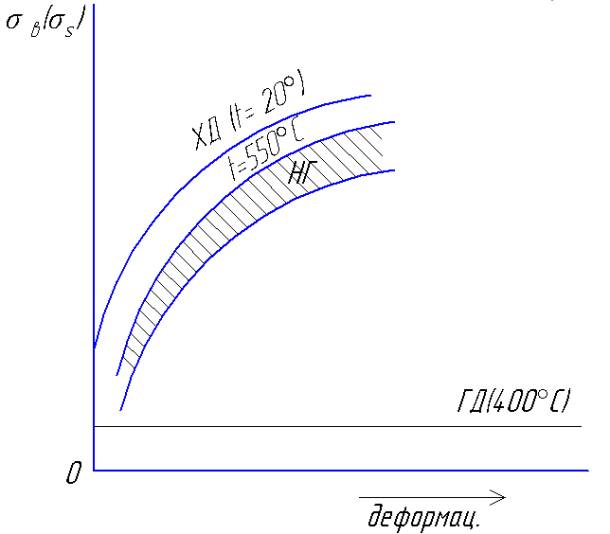
Деформирование сталей при температуре НГД уменьшает их прочность в 1,5…2 раза. При этом повышается до 70…80% их пластичность.
НГД сопровождается линейной усадкой не превышает 0,6…0,8%, т. к. линейная усадка не велика, а величина деформированного слоя ничтожна мала, то припуски на механ. обработку в 5…6 раз меньше аналогичных припусков при ГОШ.
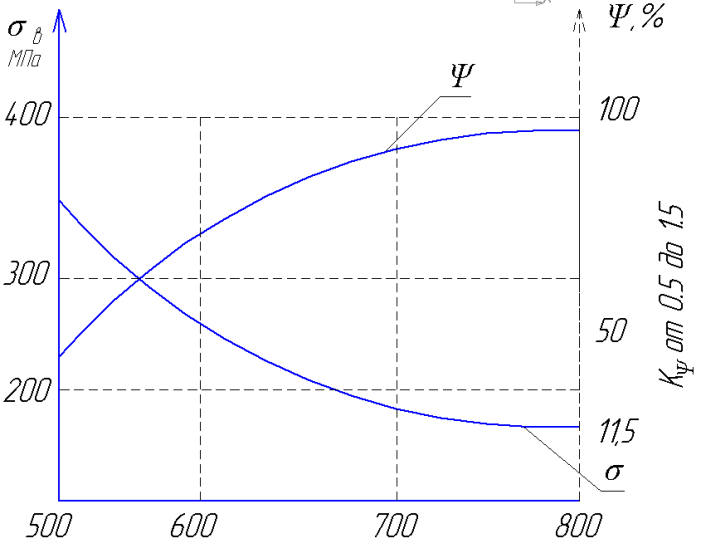
Диаграмма пластичности Стали 45 при неполной горячей деформации.
Сравнительные показатели ГОШ, ХОШ, НГОШ
Параметры |
ГОШ |
ХОШ |
НГОШ |
Точность размеров, квт |
14-16 |
8-12 |
9-12 |
Шероховатость
|
|
|
|
Стали
|
любые |
С%≤0.45 |
∑ легир≤15% |
Удельные силы
|
R≤1000МПа |
R≤2000МПа |
R≤1500…1200МПа |
Масса поковок
|
До 100-150 кг |
До 2…3 кг |
До 8…10 кг |
Энергоёмкость кВт/кг |
60 |
48 |
44 |
 мкм
мкм

НГОШ, как и ХОШ выполняются в закрытых штампах и выдавливанием без облоя. При изготовлении поковок НГОШ достигается следующими показателями:
КВГ≈0,9…0,98
КВТ≈0,85…0,95
КИМ≈0,95…0,9
При реализации тех. процессов необходимо обеспечивать стабильность или постоянство условий, это приводит к необходимости встраивания в штампы специальных нагревательных элементов. Для сталей температура штампов должна быть ≈400°С.