

Генеральный план и транспорт
389
9. Генеральный план и транспорт
9.1. Краткая характеристика
ГЕНЕРАЛЬНЫХ ПЛАНОВ МЕТАЛЛУРГИЧЕСКИХ ЗАВОДОВ
Совершенствование и развитие генерального плана и транспорта металлургических заводов связано с этапами развития отрасли. Создание металлургического комплекса на базе уральской руды и кузнецких углей (строительство Магнитогорского и Кузнецкого заводов) потребовало проектирования генеральных планов и транспортных схем крупных промышленных предприятий. Из-за отсутствия опыта проект разрабатывался с привлечением американской фирмы "МсКеу".
Характерной для заводов была последовательная схема с расположением сталеплавильного цеха под углом к коксодоменному. Особенность транспортной схемы - наличие развитой сети железнодорожных путей, значительная взаимоудалённость цехов и, как следствие, большие размеры площади завода. Оценку транспортной части проекта проводила группа советских специалистов во главе с акад. В. Н. Образцовым. Это привело к частичной переработке проекта. Схема предусматривала создание станций и обособленных путей специального назначения, устройство мощных механизированных складов сырья и топлива и обеспечение достаточных условий для дальнейшего развития основных цехов. Эти принципы схемы генплана были использованы при проектировании ряда заводов — Нижнетагильского, "Запо-рожсталь", Криворожского, Орско-Халиловско-го, Челябинского, Череповецкого и др.
Со временем были разработаны принципы классификации генеральных планов, в основу которых положен учёт направления технологического процесса, выражаемого на схеме размещением основных цехов: доменного, сталеплавильного и прокатного. Размещение цехов может быть (рис. 9.1) последовательным, параллельным, более сложным, комбинированным (последовательно-параллельным, параллельно-последовательным), перпендикулярным, косоугольным (цехи располагают под углом и последовательно друг к другу).
Анализ рассматриваемых принципиальных схем с определением показателей по каждой из них показал, что прямоугольная, последовательная схема характеризуется большой длиной площадки завода и может быть использована для заводов неполного цикла или в условиях специфичных, вытянутых площадок. В условиях крупных заводов полного металлургического цикла, без цехов четвёртого передела эти схемы нерациональны: растянуты длины производственных связей,
имеется значительный пробег вагонов с готовой продукцией при одном примыкании, усложнены решения вопросов взаимодействия между цехами, недостаточна плотность застройки. Однако для заводов, в состав которых входят цехи четвёртого передела, эта схема может быть рекомендована.
Косоугольная последовательная схема, когда коксодоменный блок расположен под углом к продольной оси завода с угловой подачей чугуна в сталеплавильные цехи (сталеплавильные и прокатные цехи расположены последовательно вдоль продольной оси завода), по сравнению с прямоугольно-последовательной схемой более целесообразна, позволяет компактнее размещать цехи, более всего отвечает условиям дальнейшего развития завода.
При последовательных схемах технологический процесс производства направлен в противоположную сторону от заводской станции. Это вызывает необходимость сооружения при двух примыканиях (при благоприятном направлении грузопотоков) второй выходной станции, при одном примыкании — устройства специального поста (или станции) у выхода из прокатного цеха.
Недостатки последовательных схем (значительные пробеги вагонов с готовой продукцией при одном примыкании и одной заводской станции, увеличение эксплуатационных расходов, большее, чем при других вариантах генерального плана, число внутризаводских станций, увеличенные рас-
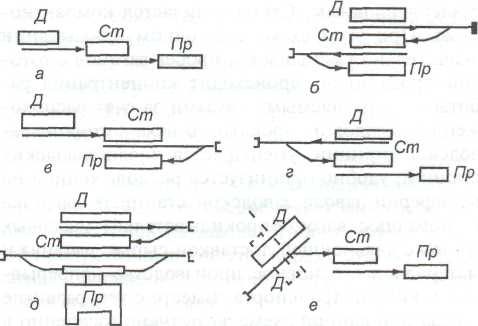
Рис. 9.1. Классификация схем генерального плана по взаимному расположению основных цехов: доменных сталеплавильных, прокатных:
а — последовательное; б — параллельное; в — последовательно-параллельное; г — параллельно-последовательное; д — перпендикулярное; е — размещение цехов под углом (пунктиром показан другой вариант);//— доменный цех; Cm — сталеплавильное производство; Пр — прокатное производство
390
Основы проектирования металлургических заводов
 ходы
по земляным работам и освоению площадки,
а следовательно, и увеличение капитальных
затрат)
во многих случаях не позволяют их
применять.
ходы
по земляным работам и освоению площадки,
а следовательно, и увеличение капитальных
затрат)
во многих случаях не позволяют их
применять.
Прямоугольная параллельная схема компактнее и более полно отвечает условиям с одним циклом производства (по этой схеме запроектирован ряд заводов). Однако эта схема затрудняет развитие завода, особенно возможности развития сталеплавильных и прокатных цехов.
Косоугольная параллельная схема увеличивает по сравнению с прямоугольной параллельной возможности развития завода. В ряде случаев при наличии одного внешнего примыкания эта схема может быть конкурентоспособной для заводов с двумя циклами производства.
Более широкое распространение получили так называемые сложные или комбинированные схемы — прямоугольная сложная и косоугольная сложная. Особенность этих схем — так называемое возвратное направление производственного потока, когда изменение направления производственного потока осуществляется в точках остановки, перегрузки и накопления полуфабрикатов (в частности, в миксерных отделениях или нагревательных колодцах обжимных станов). Прямоугольная сложная, или комбинированная, схема обладает значительной компактностью.
Рассмотрим более подробно параллельно-последовательную схему генплана. В этой схеме коксохимический и доменный цехи (коксодоменный блок) размещены параллельно сталеплавильному производству (благодаря изменению направления потока на возвратное в миксерном отделении), прокатный цех расположен последовательно со сталеплавильным. Схема отличается компактностью. При этой схеме при одном примыкании значительно уменьшается пробег вагонов с готовой продукцией, происходит концентрация работы с отправляемыми грузами за счёт расположения выходов из прокатного цеха в сторону заводской станции, уменьшается число заводских, станций, удобно организуется расположенной на периферии завода заводской станцией выгрузка (с помощью вагоноопрокидывателей) массовых грузов с дальнейшей доставкой сырья, топлива и материалов в основное производство непрерывными видами транспорта. Вместе с тем развитие завода при данной схеме затруднено (особенно в части возможности развития второй линии сталеплавильного и прокатного цехов). Поэтому такие схемы более предпочтительны для заводов с одним циклом производства.
В принципе сходна с рассматриваемой и другая, параллельно-перпендикулярная схема, когда коксодоменный блок размещён параллельно сталеплавильному цеху, а прокатный цех расположен перпендикулярно сталеплавильному.
Косоугольная сложная, или комбинированная, схема (когда сталеплавильный цех расположен под углом к коксодоменному блоку и прокатному цеху при параллельном расположении прокатного и доменного цехов) особенно рациональна для сложных площадок и крупных (с двумя и даже тремя производственными циклами) заводов, обеспечивая компактное расположение цехов и удачную организацию транспорта.