61. Оборудование для очистки и резки арматуры
В состав работ, связанных с изготовлением арматуры, входит очистка, правка, резка, упрочнение и сварка арматурной стали. Со склада арматура подается в заготовительное отделение, в котором установлены правильно-отрезные станки, станки для резки и гибки арматуры, стыковые сварочные машины и точила для зачистки концов стержней. При прохождении через правильный барабан станка для правки и резки стали прутки арматурной стали диаметром до 14 мм само-очищаются от грязи, окалины и коррозии. Для очистки стали диаметром 14—25 мм используют специальные станки с щетками, совершающими сложное движение. Очищенная арматура имеет лучшее сцепление с бетоном. Правку и резку арматуры диаметром от 4 до 14 мм выполняют на правильно-отрезных станках и станках-автоматах (рис. 1). Проволока с бухты, пройдя ограждение, тянущими роликами протягивается через правильный барабан и поступает в направляющий лоток. Конец проволоки, упираясь в переставной рычажный упор отмеривающего устройства, включает дисковые ножи, которые отрезают пруток заданной длины. Отрезанные стержни сосредоточиваются на приемном устройстве.
Рис. 1. Принципиальная схема станка для непрерывной правки и резки арматурной стали
Обор-ие рабочего места для резки армат-ой стали

1 — упор; 2 - линейка; 3 - роликовые столы; 4 - ножницы; 5 - пруток арматуры
62. Аэрожелоб.Назначение и принципы работы
Аэрожелоба предназначены для транспортирования с небольшим уклоном сухого порошкообразного материала как при подаче из одного пункта в другой, так и для распределения материалов по ряду пунктов, а также для сбора материала из ряда точек и подачи его в одну точку.
Аэрожелоб (рис. 2) предст-ет собой трубопровод прямоугольного сечения, составленный из двух П-образных коробов верхнего 6 и нижнего 8, между к/т помещена воздухопроницаемая микропористая перегородка 9 керамическая или тканевая. Отдельные звенья желоба длиной до 4 м соединены при помощи фланцев 7 в общий аэрожелоб необходимой длины.
В нижний короб, служащий воздухопроводом, через переходный патрубок нагнетается воздух от вентилятора 2 с рабочим давлением до 0,006 МПа. В вентилятор воздух засасывается через фильтр 1, чтобы предохранить микропористую перегородку от загрязнения пылью.
В верхний короб, служащий трансп-ым лотком, из силоса 3 или другой емкости через верхний загрузочный патрубок 4 подается транспорт-емый мат-ал, к/т аэрируется и перем-ется под действием силы тяжести по наклонной пл-сти.
Угол наклона аэрожелобов обычно 3Ч8°. Верхн. короб имеет смотровые и вентиляционные окна 5. Вентиляционные окна служат для выхода отработанного воздуха и предст-ют собой метал-ую рамку с фильтрующей тканью, покрытую металл-ой сеткой.
Рис. 2. Аэрожелоб
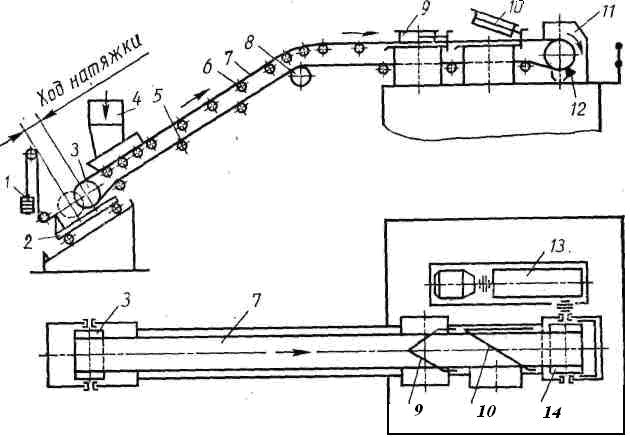
63.Ленточные конвейеры.Принцип работы
Ленточный конвейер —транспортирующее устр-во непрер-ого действия с рабочим органом в виде ленты.
Ленточный конвейер явл. наиболее распространённым типом транспортирующих машин, он служит для перем-ния насыпных или штучных грузов. Прим-ется на пром-ных производствах, в рудниках и шахтах, в сельском хоз-ве. Груз перем-ется по ленте в гор-ной плоскости или под углом до 30° к горизонту. Лент. конв-еры имеют высокую произв-ность (до 30—40 тыс. т/ч), отл-ются простотой конструкции, малой материалоемкостью, надежностью в работе и удобством в эксплуатации, относительно небольшим расходом энергии.
Принцип работы: Ленточные конвейеры имеют тя-говый элемент 7 (рис) в виде бесконечной ленты, являющейся и несущим элементом конвеера, привод 13, приводящий в движение барабан 14, натяжное устройство 2 с барабаном 3, груз, роликовые опоры 6 на рабочей ветви ленты и 5 на холостой ветви ленты, отклоняющий барабан 8, загрузочное устройство 4 и разгрузочные устройства 9 и 10, разгрузочный желоб 11 и устройство 12 для очистки ленты. Все элементы смонтированы на раме конвейера.