

Методы и средства контроля резьбы
Методы контроля резьбы. Для контроля резьбы, применяют два метода - дифференцированный и комплексный. Если допуски назначают на каждый элемент изделия раздельно, применяют дифференцированный метод. Если на какой либо из элементов изделия назначают комплексный допуск, ограничивающий погрешности нескольких элементов одновременно, например допуск на приведенный средний диаметр резьбы, применяют комплексный метод контроля.
Дифференцированный метод контроля основан на измерении каждого элемента резьбы в отдельности. Заключение о годности делают по каждому элементу отдельно.
Дифференцированный метод контроля резьбы осуществляют с помощью универсальных приборов - универсального или инструментального микроскопа, оптиметра, длинномера и др. На микроскопах можно измерять все элементы резьбы, на длинномере и оптиметре наружный диаметр и собственно средний диаметр резьбы (методом трех проволочек).
Дифференцированный метод можно применить также и для контроля изделий, которые назначены комплексные допуски. Для суждения о годности изделия в этом случае необходимо по результатам измерения отдельных элементов резьбы определить приведенное значение элемента, на который установлен комплексный допуск. Примером дифференциального контроля, по комплексному параметру, является определение годности резьбового изделия по приведенному среднему диаметру, подсчитываемому по результатам измерения собственно среднего диаметра, шага на длине свинчивания и половины угла профиля.
Однако средний
диаметр определяют в большинстве случаев
методом трех проволочек, который
заключается в следующем (рис. 9 )Во впадины
резьбы закладывают три калиброванные
проволочки известного одинакового
диаметра и измеряют размер М посредством
контактного прибора (длинномера,
оптиметра, микрометра и др.)
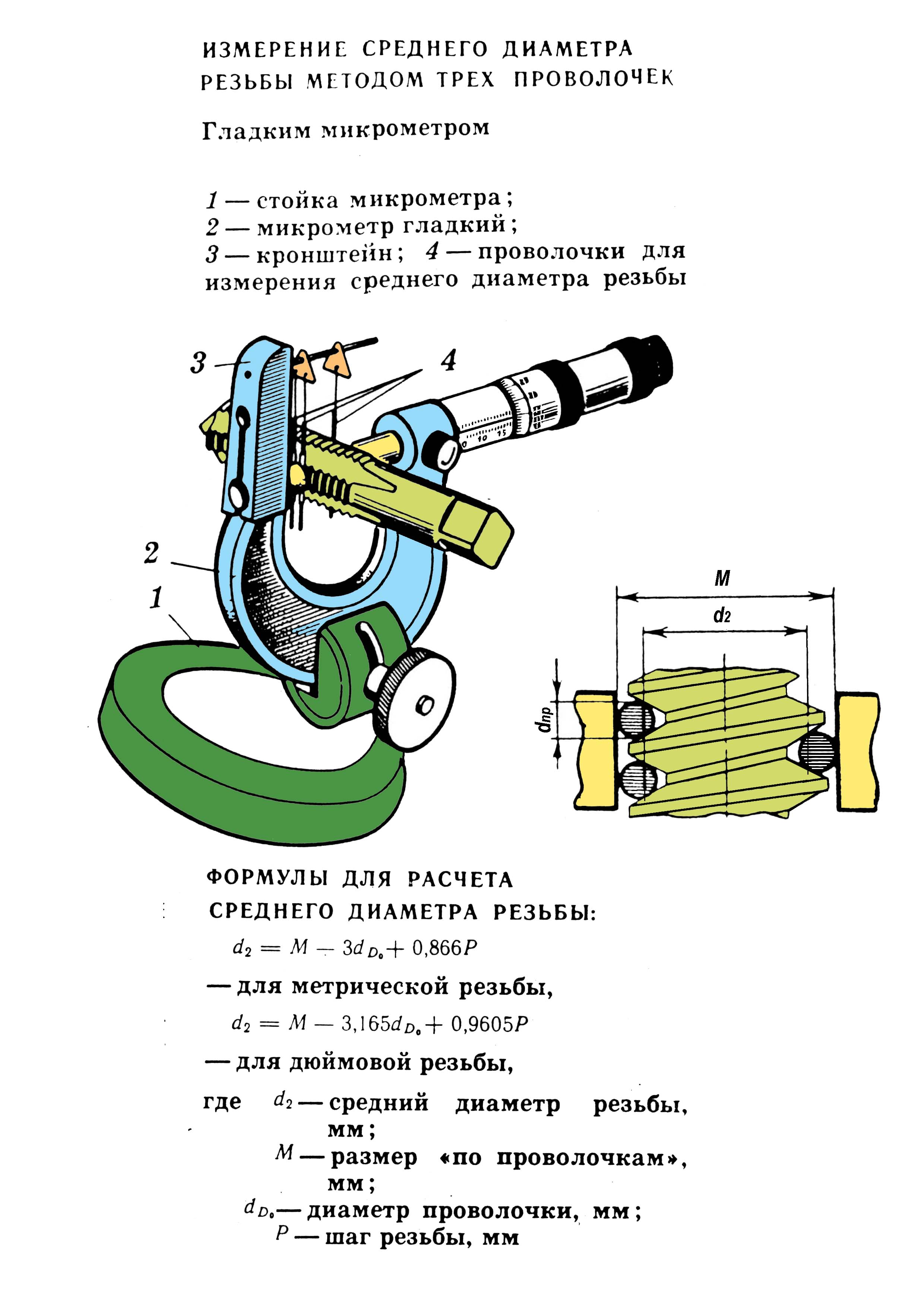
Рис. 9
Зная размер М и шаг резьбы, можно определить величину среднего диаметра. Формула для подсчета среднего диаметра метрической резьбы имеет вид
d2=M - 3d+O,866p.
Для устранения влияния погрешностей угла профиля на измерение размера d2 применяют проволочки так называемого рационального диаметра, при котором точки их контакта расположены на расстоянии, равном среднему диаметру. Резьбу считают годной, если приведенный и собственно средний диаметр находятся в пределах допуска на средний диаметр.
Дифференцированный метод целесообразно применять для контроля точных резьб: резьбы калибров, ходовых винтов станков и приборов. Допуски для этих резьб, как правило, назначают дифференцированно на каждый элемент резьбы в отдельности.
Комплексный метод контроля резьбы заключается в непосредственном определении положения ее действительного контура относительно предельных контуров посредством резьбовых калибров. Резьбовые калибры применяют главным образом для контроля изделий, изготовляемых в большом числе: болтов, гаек, шпилек и т. п. Контроль указанных изделий посредством резьбовых калибров является основным и наиболее распространенным на предприятиях