

Условное обозначение резьбовых деталей и сопряжений
Обозначение поля допуска диаметра резьбы состоит из:
-числа, обозначающего степень точности
- строчной или прописной латинской литеры, обозначающей основное отклонение резьбового вала или отверстия
Например 4h, 7Н.
У резьб обозначение поля допуска начинается с числа (степень точности), после которого записывают основное отклонение.
Обозначение поля допуска резьбы состоит из:
- обозначения поля допуска среднего диаметра (на первом месте)
- обозначения поля допуска диаметра выступов, d - для болта, D1 - для гайки (на втором месте)
Например: 7g6g, 5Н6Н.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то в обозначении оно не повторяется:
Например 6g6g, 6Н 6Н записывают 6g, 6Н
Обозначение поля допуска резьбы должно следовать за обозначением резьбы:
метрическая с крупным шагом - М 12-6g;
метрическая с мелким шагом - М12 х 1-6Н;
метрическая с мелким шагом левая - M12 x 1-LH-6H.
Длина свинчивания группы N в условном обозначении резьбы не указывается. Длина свинчивания в обозначении резьбы указывается в миллиметрах в следующих случаях:
если она относится к группе L например M12-6g7g-30
если она относится к группе S, но меньше, чем вся длина резьбы.
Резьбовая посадка обозначается дробью: M12-6H/6g (см. рис. 6)
в числителе указывают поле допуска внутренней резьбы
M12-6H
а в знаменателе - поле допуска наружной резьбы,
M12-6g.
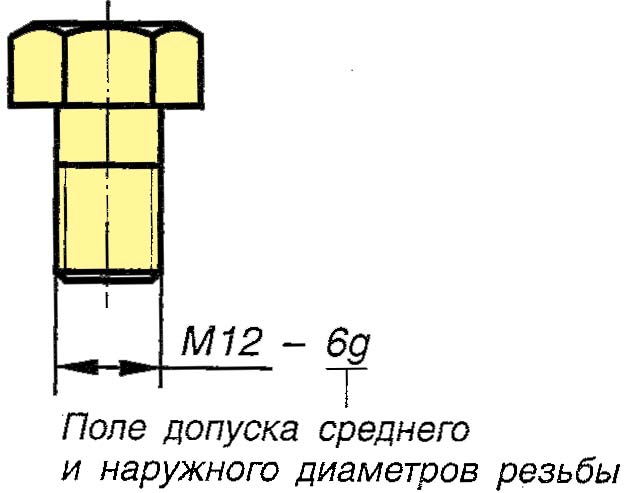
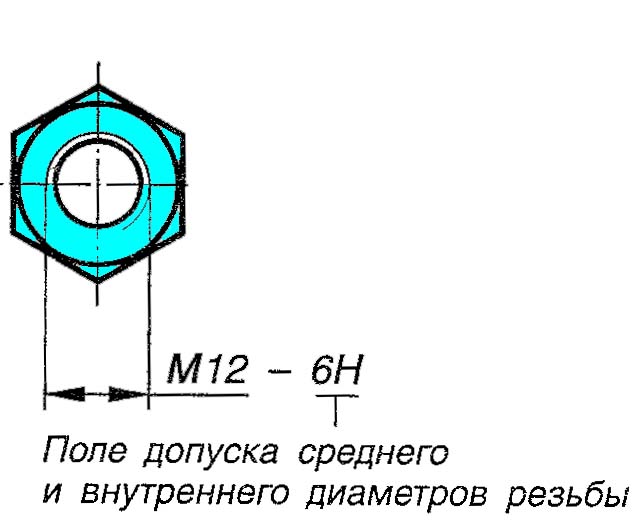
Рис. 6. Обозначение параметров резьбы
Кроме степеней точности и поля допусков резьбы сгруппированы в три условных класса точности; точный, средний, грубый.
Точный класс рекомендуется для ответственных резьб, если необходимо обеспечить малые колебания зазоров (натягов) в посадке, средний класс - для резьб общего применения и грубый - для неответственных резьбовых соединений, детали для которых получают нарезанием резьбы на горячекатаных заготовках или методами пластического деформирования (накатывание резьбы).
ГОСТ 4608-2004 «Резьба метрическая. Посадки с натягом», поля допусков для этих резьб показаны на (рис. 7), распространяется на метрические резьбы с диаметрами от 5 до 45 мм и шагами от 0,8 до 3 мм.
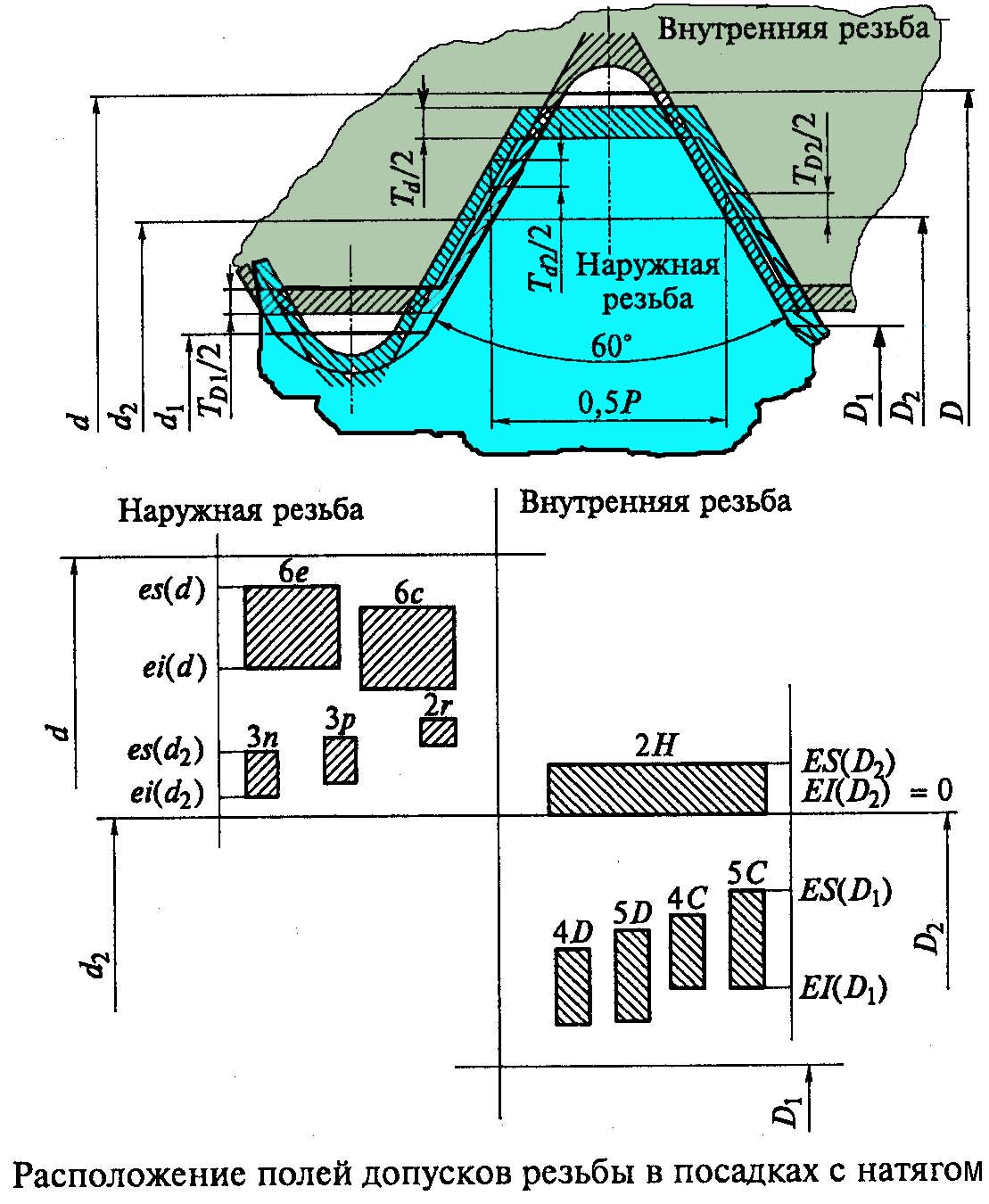
Рис. 7
Стандарт устанавливает посадки, предназначенные для стальных деталей с наружными резьбами (обычно шпилек), сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Резьбы с натягом находят применение в машинах и механизмах для неразъемных крепежных соединений, работающих в условиях вибраций и переменного температурного режима.
Стандарт устанавливает следующие длины свинчивания (табл. 3)
Таблица 3
-
Материал детали с внутренней резьбой
Длина свинчивания
Сталь
От 1d до 1,25d
Чугун
От 1,25d до 1,5d
Алюминиевые и магниевые сплавы
От 1,5d до 2d
Особенность резьбовых посадок с натягом заключается в том, что в них, как правило, осуществляется сортировка наружной и внутренней резьбы на группы по среднему диаметру. Детали сортируют, чтобы обеспечить более однородные натяги в резьбовых соединениях. Применяется селективная сборка (сортировка деталей) на 2 и 3 группы. Сборка резьбового соединения должка осуществляться из резьбовых деталей одноименных сортировочных групп.
В обозначении резьбовой посадки с натягом число сортировочных групп указывается дополнительно в скобках, например
M12-2Н5С(2)/ 3р(2).
Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
Для устранения заклинивания при свинчивании тугой резьбы по наружному и внутреннему диаметрам предусмотрены гарантированные зазоры. Они необходимы, т.к. после свинчивания вследствие остаточной пластической деформации витков нapужный диаметр резьбы шпильки увеличивается, а внутренний диаметр гайки уменьшается.
У резьбовых поверхностей деталей, предназначенных для посадок с натягом, нормируют предельные отклонения шага, угла наклона боковой стороны профиля. Допуски среднего диаметра резьбы деталей, сортируемых на группы, не включаю диаметральных компенсаций отклонений шага и угла наклон боковой стороны профиля.
На качество резьбовых соединений с натягом влияют так же отклонения формы резьбовых деталей. Предельные отклонения формы наружной и внутренней резьбы не должны превышать 25% от допуска среднего диаметра. «Обратная конусность» по среднему диаметру не допускается.
ГОСТ 24834-2004 «Резьба метрическая. Переходные посадки» см. рис. 8, устанавливает посадки, предназначенные для стальных деталей наружными резьбами, сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
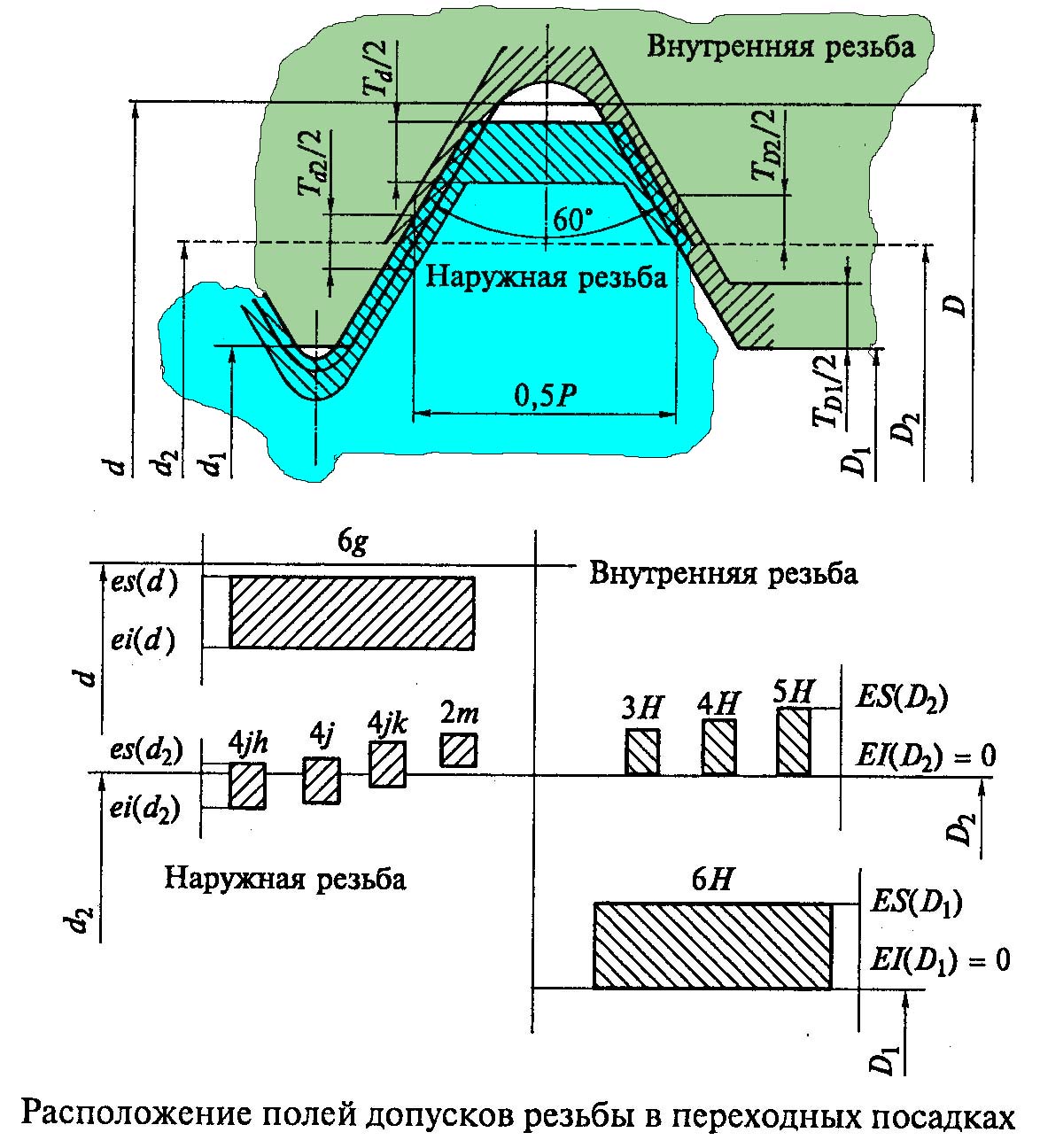
Рис. 8
Длина свинчивания аналогично длинам для посадок с натягом. Переходные посадки обеспечивают точное центрирование, например M12-4Н6(2)/ 4jk),возможна сборка-разборка