

Суммарный допуск среднего диаметра резьбы.
Установление взаимосвязи между погрешностями (отклонениями) шага и угла профиля резьбы со средним диаметром является важнейшим условием в системе допусков резьбовых соединений. Допуски шага и угла профиля в этой связи устанавливать в отдельности для рассматриваемых крепежных метрических резьб нет необходимости. Исключением могут быть лишь резьбы резьбонарезных инструментов и резьбовых калибров; резьбы, предназначенные для посадок с натягом; резьбы для микрометрических винтов в измерительных приборах и в некоторых других обоснованных случаях.
В общем случае устанавливают суммарный допуск на средний диаметр, включающий допустимую погрешность изготовления собственно среднего диаметра Dd2(D.D2) и диаметральные компенсации погрешности шага (fp ) и угла профиля (fa ) резьбы:
для наружной резьбы (болта)
Td2 = Dd2 + fp + fa
для внутренней резьбы (гайки)
TD2 =DD2 + fp + fa
Точность собственно среднего диаметра наружной и внутренней резьбы при изготовлении обычно соответствует допускам 8-го и 9-го квалитетов гладких соединений.
Приведенный средний диаметр резьбы.
Понятие приведенного среднего диаметра резьбы (ГОСТ 16093-2004) введено для упрощения контроля резьб и расчета допусков среднего диаметра при раздельном контроле шага, угла профиля и среднего диаметра.
Приведенными средними диаметрами болта и гайки называют такие их условные величины d2пр и D2пр, которые обеспечивают безусловную свинчиваемость болта с гайкой при соотношении, чтобы приведенный средний диаметр гайки был больше или равен приведенному среднему диаметру резьбы болта:
D2пр> d2пр
В основу приведенного среднего диаметра (d2пр, D2пр) берется измеренный (действительный) размер среднего диаметра (d2изм> D2изм), увеличенный для болта и уменьшенный для гайки на диаметральные компенсации погрешностей шага и угла профиля:
d2пр = d2изм+ (fp + fa );
D2пр = D2измì - (fp + fa );
Для наружной резьбы к d2изм прибавляется + (fp + fa ) поскольку наличие погрешности шага и угла профиля в резьбе мешает свинчиванию и фактически увеличивает средний диаметр резьбы болта.
Для внутренней резьбы из D2изм вычитается - (fp + fa ) так как наличие погрешностей шага и угла про филя в резьбе мешает свинчиванию и фактически уменьшает средний диаметр резьбы гайки.
Резьбовые детали, имеющие одинаковый приведенный средний диаметр, равноценны в отношении обеспечения свинчиваемости, но прочнее из них та, в которой погрешности шага и угла профиля меньше.
Система посадок метрических резьб
Степени точности метрических резьб,
Все резьбы общего назначения соединяются по боковым поверхностям. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по наружному и внутреннему диаметрам болта и гайки.
В зависимости от характера сопряжения по боковым сторонам профиля (или, как принято называть «по среднему диаметру») различают резьбовые посадки с зазором, с натягом и переходные. Посадка резьбового соединения зависит от зазоров или натягов, которые численно представляют собой разницу действительных значений приведенных средних диаметров болта и гайки.
ГОСТ 1609-2004 «Посадки с зазором») устанавливает систему допусков для резьбовых посадок с зазором. Предусмотрено пять основных отклонений для наружной резьбы (d, е, f, g, h) и четыре основных отклонения для внутренней резьбы (Е, F, G, Н) (рис. 5).
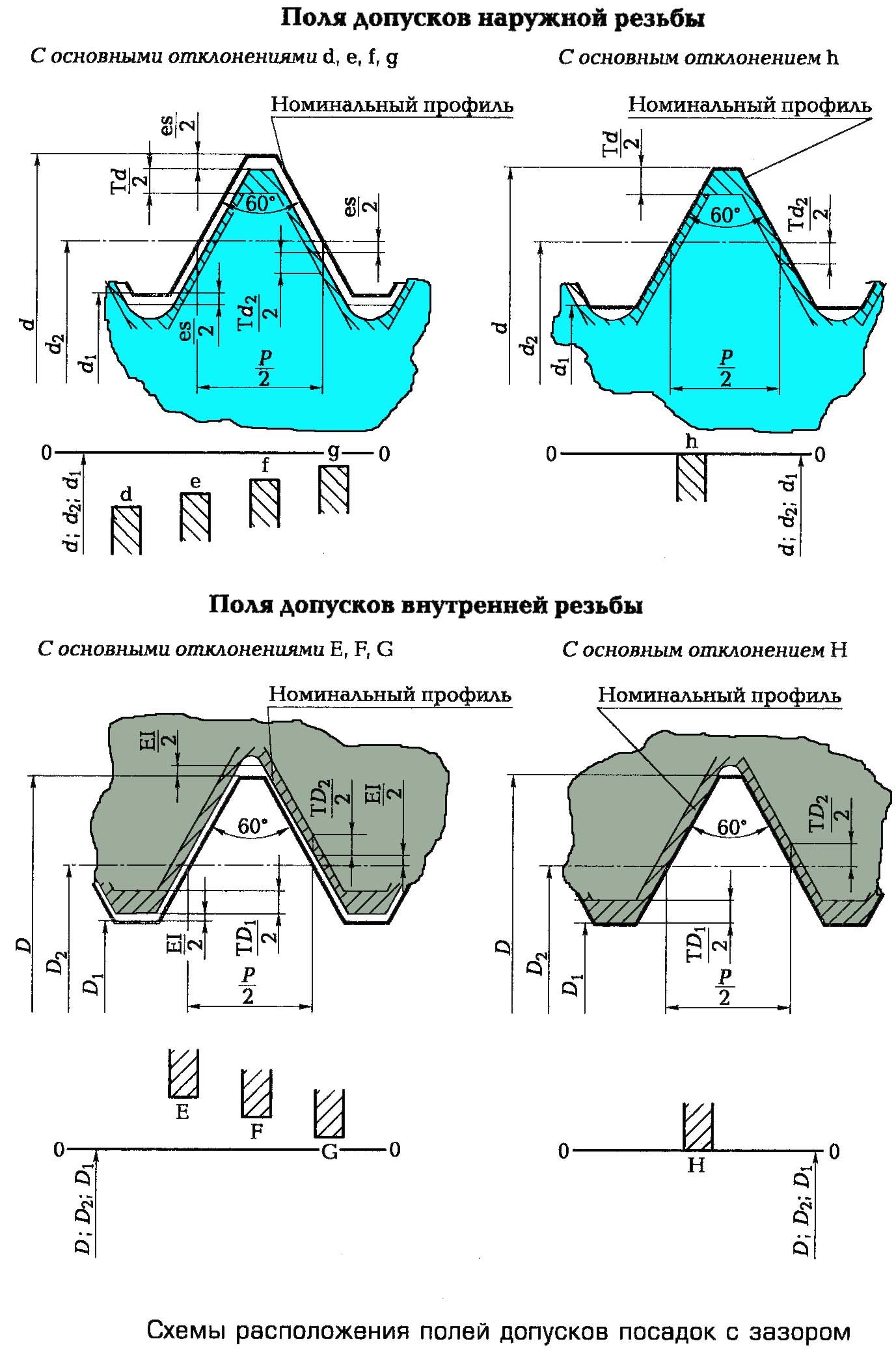
Рис. 5
Отклонения отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы.
Положение поля допуска диаметра резьбы определяется основным отклонением (es - для болта, ЕI - для гайки).
Второе предельное отклонение определяют в зависимости от установленной стандартом степени точности (табл. 2).
Таблица 2
Вид резьбы |
Диаметр резьбы |
Степень точности |
Наружная |
d |
4,6,8 |
d2 |
3,4,5,6, 7,8,9, 10* |
|
Внутренняя |
D2 |
4,5,6,7,8,9* |
D1 |
4, 5, 6, 7, 8 |
* Только для резьб из пластмасс
Резьбовые сопряжения с большими гарантированными зазорами (с использованием основных отклонений внутренних резьб Е и F) применяются в следующих случаях:
когда резьбовые детали работают при высокой температуре и необходима компенсация температурных деформаций;
когда необходима быстрая и легкая свинчиваемость деталей даже при наличии небольшого загрязнения или повреждения резьбы;
когда требуется повышенная циклическая прочность резьбовых соединений;
когда на резьбовые детали наносят защитные покрытия.
Поскольку накопленная погрешность шага зависит от длины свинчивания, стандартом установлено три группы длин свинчивания:
короткая S; нормальная N; длинная L.