

Основные определения и понятия о размерах, допусках и посадках.
Размеры.
Основные термины и определения установлены ГОСТ 25346-89 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных 6отклонений».
Размеры – числовое значение линейных величин (диаметров, длин и т.д.) в машиностроении и приборостроении размеры указываются в миллиметрах (мм).
Все размеры подразделяют на номинальные, действительные и предельные.
Номинальный размер — размер, который указывают на чертеже на основании инженерных расчетов, опыта проектирования, обеспечения конструктивного совершенства или удобства изготовления детали (изделия). Относительно номинального размера определяют предельные размеры, он служит также началом отсчета отклонений.
Чтобы уменьшить разнообразие назначаемых конструкторами размеров со всеми вытекающими преимуществами (сужением сортамента материалов, номенклатуры мерного режущего и измерительного инструмента, сокращением типоразмеров изделий и запасных частей к ним и т. п.), а также в целях применения научно обоснованных, наиболее рационально построенных рядов чисел, при конструировании следует руководствоваться ГОСТ 6636 — 69 на нормальные линейные размеры.
В стандартизации применяют ряды чисел, члены которых являются членами геометрической прогрессий.
За основу построения рядов предпочтительных чисел взяты геометрические прогрессии со знаменателями, которые представлены в табл.
Обозначение ряда |
Знаменатель прогрессии |
Количество членов прогрессии |
R5 |
5√10 =1,6 |
5 |
R10 |
10√10 =1,25 |
10 |
R20 |
20√10 =1,12 |
20 |
R40 |
40√10 =1,059 |
40 |
R80 |
80√10 =1,029 |
80 |
Ряды R5... R40 - основные.
Ряд R80 - дополнительный.
Члены рядов геометрической прогрессии округляют с относительной разностью в пределах от +1,26% до -1,01% и принимают в качестве членов рядов предпочтительных чисел.
Стандарт содержит четыре основных ряда чисел (табл.): R5, R10, R20 и R40 , построенных по геометрической прогрессий со знаменателями, равными
jn=![]() j5=
j5=![]() ;
j10=
;
j10=
![]() ;j20=
;j20=![]() и j40=
и j40=![]() .
.
Каждый ряд содержит в каждом десятичном интервале соответственно 5, 10, 20 и 40 различных чисел. Более редкий ряд всегда является предпочтительным по отношению к более частому. Цифры в других десятичных интервалах получают умножением или делением указанных величии на 10, 100, 1000 и т. д.
Табл. 2 Основные ряды. Ряд размеров. Ряды предпочтительных чисел.
R5 |
R10 |
R20 |
R40 |
1,00 |
1.00 |
1,00 |
1,00 |
1,06 |
|||
1,12 |
1,12 |
||
1,18 |
|||
1,25 |
1,25 |
1,25 |
|
1,32 |
|||
1,40 |
1,40 |
||
1,50 |
|||
1,60 |
1,60 |
1,60 |
1,60 |
1,70 |
|||
1,80 |
1,80 |
||
1,90 |
|||
2,00 |
2,00 |
2,00 |
|
2,12 |
|||
2,24 |
2,24 |
||
2,36 |
|||
2,50 |
2,50 |
2,50 |
2,50 |
2,65 |
|||
2,80 |
2,80 |
||
3,00 |
|||
3,15 |
3,15 |
3,15 |
|
3,35 |
|||
3,55 |
3,55 |
||
3,75 |
|||
4,00 |
4,00 |
4,00 |
4,00 |
4,25 |
|||
4,50 |
4,50 |
||
4,75 |
|||
5,00 |
5,00 |
5,00 |
|
5,30 |
|||
5,60 |
5,60 |
||
6,00 |
|||
6,30 |
6,30 |
6,30 |
6,30 |
6,70 |
|||
7,10 |
7,10 |
||
7,50 |
|||
8,00 |
8,00 |
8,00 |
|
8,50 |
|||
9,00 |
9,00 |
||
9,50 |
|||
10,00 |
10,00 |
10,00 |
10,00 |
Стандарт не распространяется на технологические межоперационные размеры и на размеры, связанные расчетными зависимостями с другими принятыми размерами или размерами, стандартных комплектующих изделий.
В электротехнике и электронике применяются ряды предпочтительных чисел Е по геометрические прогрессии со знаменателями:
j6==
![]() ,
j12==
,
j12==![]() ,
j24=
,
j24=![]() ,
j48==
,
j48==![]() ,
j96==
,
j96==![]()
Наиболее применимы номинальные ряды e6, e12, e24 Значения номиналов для некоторых рядов приведены в таблице
Номинальные ряды E6, E12, E24 |
||||||||||
E6 |
E12 |
E24 |
|
E6 |
E12 |
E24 |
|
E6 |
E12 |
E24 |
1,0 |
1,0 |
1,0 |
2,2 |
2,2 |
2,2 |
4,7 |
4,7 |
4,7 |
||
|
|
1,1 |
|
|
2,4 |
|
|
5,1 |
||
|
1,2 |
1,2 |
|
2,7 |
2,7 |
|
5,6 |
5,6 |
||
|
|
1,3 |
|
|
3,0 |
|
|
6,2 |
||
1,5 |
1,5 |
1,5 |
3,3 |
3,3 |
3,3 |
6,8 |
6,8 |
6,8 |
||
|
|
1,6 |
|
|
3,6 |
|
|
7,5 |
||
|
1,8 |
1,8 |
|
3,9 |
3,9 |
|
8,2 |
8,2 |
||
|
|
2,0 |
|
|
4,3 |
|
|
9,1 |
||
Номиналы промышленно выпускаемых радиодеталей (сопротивление резисторов, ёмкость конденсаторов, индуктивность небольших катушек индуктивности) имеют отнюдь не произвольные значения, а берутся из специальных номинальных рядов. Точнее, номиналы деталей могут быть произвольным числом из соответствующего ряда, умноженным на произвольный десятичный множитель (десять в произвольной степени), например резистор из ряда E12 может иметь сопротивление 1,2 Ом, 12 Ом, 120 Ом, …, 1,2 МОм, 12 МОм, 1,5 Ом, 15 Ом и т. д.
Название ряда указывает общее число элементов в нём, т. е. ряд E24 содержит 24 числа в интервале от 1 до 10, E12 — 12 чисел и т. д.
Каждый ряд соответствует определённому допуску в номиналах деталей. Так, детали из ряда E6 имеют допустимое отклонение от номинала ±20 %, из ряда E12 — ±10 %, из ряда E24 — ±5 %. Собственно, ряды устроены таким образом, что следующее значение отличается от предыдущего чуть меньше, чем на двойной допуск.
Указание на схемах номиналов элементов, не принадлежащих никакому ряду без особого технического обоснования, считается неграмотностью. Видно, что ряд E12 получается вычёркиванием из ряда E24 каждого второго номинала, аналогично, E6 получается вычёркиванием из E12 каждого второго номинала.
Номинальный размер указывается на чертеже на основании расчётов, опыта проектирования, удобства изготовления и т.д. Номинальный размер служит началом отсчёта, относительно которого определяют предельные размеры.
С целью сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента, а также облегчения типизации технологических процессов значения размеров, полученные при расчете, округляют, как правило, в большую сторону в соответствии со значениями нормальных линейных размеров по ГОСТ 6636-69 «Нормальные линейные размеры».
Во всех случаях необходимо стремиться применять одно из основных предпочтительных чисел, указанных в стандарте. При округлении размеров следует отдавать предпочтение значениям рядов Ra5, Ra10 и Ra20 перед значениями рядов Ra10,Ra20 и Ra40 соответственно.
Действительный размер - это размер, установленный при измерении с допустимой погрешностью. Изготовить деталь с абсолютно точными размерами и измерить без учета погрешностей практически невозможно, поэтому и введено это понятие.
Предельные размеры - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называется наибольшим предельным размером, а меньший - наименьшим предельным размером.
Номинальный размер (обозначают D) – р-р, относительно которого определяются предельные размеры и относительные отклонения.
Для сопрягаемых поверхностей номинальный размер является общим и является основным размером деталей и их соединений. Назначаются они по результатам прочностных, критериев работоспособности, технологических соображений и параметров эксплуатации.
Действительный размер (Dr, dr) – р-р, установленный измерением с допустимой погрешностью (r - real).
Предельные размеры (наибольший и наименьший) – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали.
О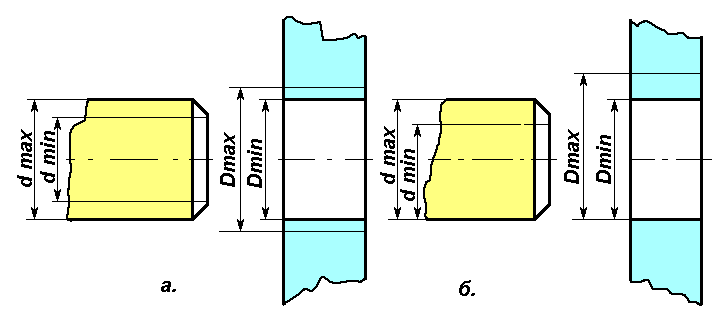 бозначим
их Dmax
и Dmin
- для
отверстий, и dmax
и dmin
– для валов.
бозначим
их Dmax
и Dmin
- для
отверстий, и dmax
и dmin
– для валов.
Основные понятия о допусках и посадках.
ГОСТ 25346 – 89
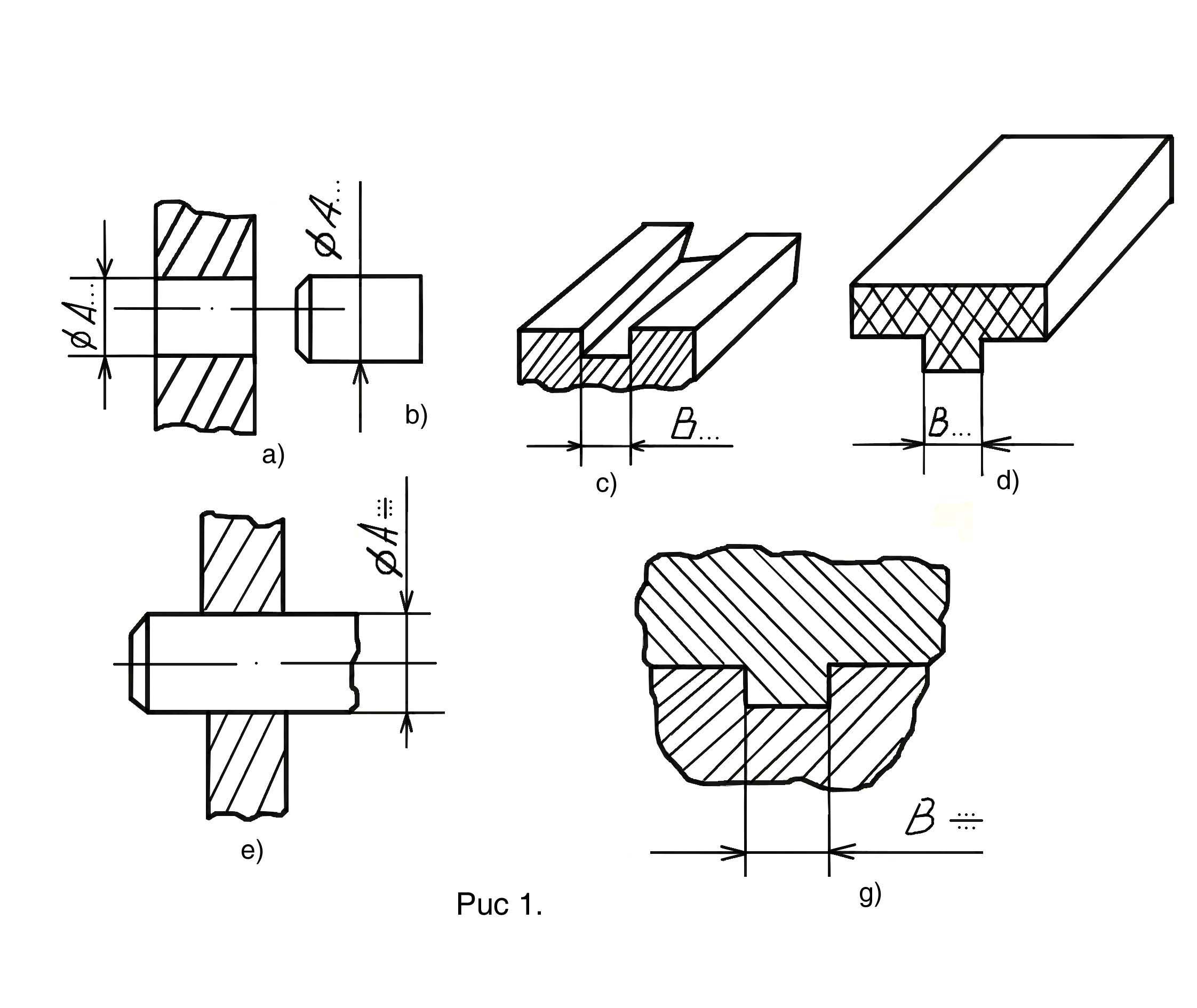
Для элементов деталей и их соединений в виде гладких цилиндрических или плоских поверхностей стандарт устанавливает основные определения. Примером таких соединений и деталей могут служить цилиндрические поверхности валов зубчатых, колес, отверстия, штифты, плоские направляющие поверхности, шпонки, шлицевые валы, отверстия и сопряжения переплетенных деталей между собой.
Вал–термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие–термин условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы
Поверхности разделяют на сопрягаемые и несопрягаемые.
Сопрягаемые – поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы в механизмы (примеры…)
Несопрягаемые или свободные – конструктивно необходимые поверхности, но не предназначенные для соединения с поверхностями других деталей (торцовые поверхности венцов колес, не рабочие поверхности дисков и т.д.).
Охватывающие – внутренние цилиндрические поверхности, а так же внутренние поверхности, образованные параллельными плоскостями.
Охватываемые – наружные поверхности, участвующие в сопряжении Охватывающие поверхности условно называют отверстиями, а охватываемые поверхности – валами. Для отверстий принято обозначение D, для валов – d.
Расположение полей допусков отверстия и вала при посадке с зазором (оба отклонения отверстия положительны, а оба отверстия вала отрицательны).
Отклонением называют алгебраическую разность между размером (действительным, предельным) и соответствующим номинальным размером.
Отклонение отверстий обозначают Е, отклонение валов – e.
Действительное отклонение – (Еr, er) – алгебраическая разность действительного и номинального размеров.
Er = Dr – D ; er = dr – d
Предельное отклонение – разность предельного и номинального размеров.
Здесь различают:
Верхнее отклонение (ES, es) – алгебраическая разность наибольшего предельного и номинального размеров.
ES = Dmax – D; es = dmax – D
Нижнее отклонение (EI, ei) – алгебраическая разность наименьшего предельного и номинального размеров.
EI = Dmin – D; ei = dmin – D
Основное отклонение – одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии.
Наряду с указанными существуют еще и среднее отклонение – полу сумма верхнего или нижнего отклонения. (m – mittel)
Em = 0,5 (ES + EI); em = 0,5 (es+ei)
Отклонения – алгебраические величины, поэтому угол знака обязателен.
+ - если предельный или действительный размер больше номинального.
- если предельный или действительный размер меньше номинального.
В справочниках отклонения в мкм, на чертежах – в мм. В расчетах удобно пользоваться мкм. На чертежах отклонения пишут одно под другим при разных абсолютных значениях, количество цифр одинаково. Если одно из отклонений равно нулю, то оно либо указывается, либо остается пустой его строчка (писать что-либо, кроме 0 в ней нельзя). Равные отклонения указываются одним числом с двумя знаками.
Правильно: Неправильно:
Æ![]() Æ
Æ
![]()
![]() 70+0,056
70+0,056
![]() 70
56
70
56
![]()
![]() ,
но можно
,
но можно
Предельные отклонения, как и предельные размеры, характеризуют точность действительных размеров и погрешности обработки детали. Для обработки деталей д.б. заданы либо предельные размеры, либо предельные
отклонения. Удобнее пользоваться предельными отклонениями. Они приводятся в справочниках в микрометрах и обязательно со знаком.
Допуск размера.
Разброс действительных параметров неизбежен, но при этом не должна нарушаться работоспособность изделий, т.е. действительные размеры деталей должны находиться в допустимых пределах, которые определяются предельными размерами или отклонениями.
Допуск (Т – общее значение, TD – отверстия, Td - вала) – разность наибольшего и наименьшего предельных размеров.
TD = Dmax – Dmin; Td = dmax - dmin
Допуск – абсолютная величина алгебраической разности верхнего и нижнего отклонений:
TD = ES – EI; Td = es – ei
Допуск – всегда положительная величина. От величины допуска во многом зависит качество деталей и стоимость их изготовления. С увеличением допуска качество деталей, как правило, снижается, а стоимость изготовления уменьшается.
Допуск характеризует точность параметра. Знание допуска и номинального размера не дают однозначного толкования о годности детали!!!
Необходимо знание двух предельно допустимых размеров
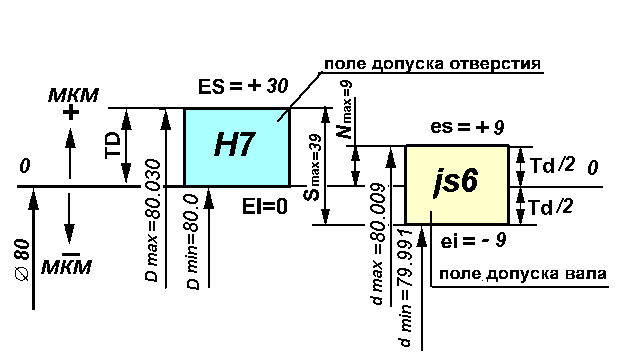
Поле допуска – это поле ограниченное верхним и нижним предельными отклонениями относительно номинального размера – нулевой линии.
Нулевая линия- это линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок.
При графическом изображении поле заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям, относительно нулевой.
Удобнее указывать положение допуска относительно номинального размера предельными отклонениями:
верхним - ES, es
и нижним - El, ei.
Отклонения могут быть положительными (выше нулевой линии) и отрицательными (ниже нулевой линии). Их всегда указывают со знаком!
В графическом изображении отклонения и допуски в едином масштабе с размерами представить практически невозможно, и их представляют схематично. Весь допуск располагается по одну сторону размера
Графическое изображение допусков и отклонений.
Графический способ
обладает высокой наглядностью и позволяет
быстро определить характер соединений
деталей, облегчает выполнение различных
расчетов. 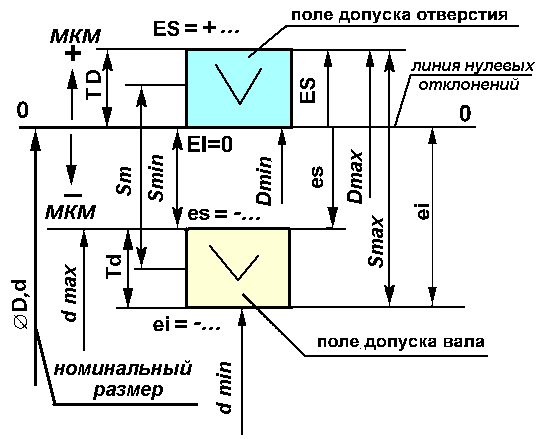
В отличие от допуска определяется не только величиной, но и расположение допуска относительно номинального размера. Предельные
отклонения размеров наносить по ГОСТ 2. 307 - 68. Отклонения в числовом выражении указываются непосредственно после номинального размера в долях миллиметра и со знаком!!!
Расположение полей допусков отверстия и вала при посадке с зазором (оба отклонения отверстия положительны, а оба отверстия вала отрицательны).
Масштаб выдерживать нельзя, т.к. допуски в сотни тысяч раз меньше номинальных размеров.
Положение поля допуска относительно номинального размера или нулевой линии определяется одним из 2-ух отклонений – верхним или нижним, которое называют основным.
ПОСАДКА - характер соединения деталей, определяемый разностью их размеров до сборки.
Нужный характер соединения достигается за счет относительного смещения полей допусков.
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
Подвижные соединения - при наличии зазоров.
ЗАЗОР S – разность размеров отверстия и вала, если размеры вала меньше размеров отверстия.
В предельных случаях годное соединение может иметь наименьший Smin либо наибольший Smax зазоры.
НАИМЕНЬШИЙ ЗАЗОР - разница наименьшего отверстия и
наибольшего вала.
S min = Dmin – dmax
НАИБОЛЬШИЙ ЗАЗОР - разница наибольшего отверстия и
наименьшего вала.
S max = Dmax – dmin
ДОПУСК ЗАЗОРА - разница наибольшего и наименьшего зазоров, либо сумма допусков отверстия и вала.
Тs = Smax – Smin = TD + Td
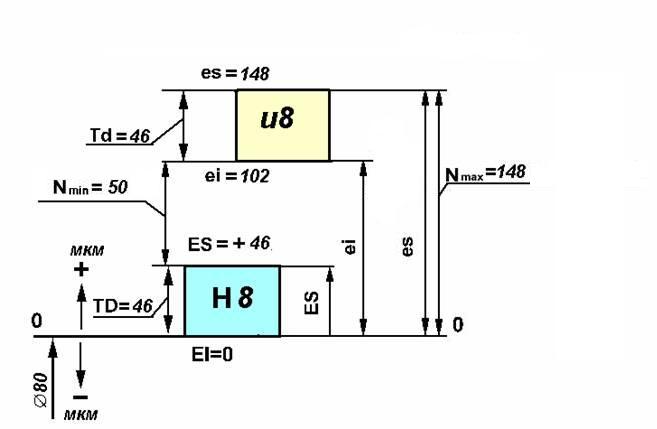
Посадка натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему.
Неподвижные соединения - при наличии натягов.
НАТЯГ N - разность размеров вала и отверстия до сборки соединения, если размер вала больше размера отверстия. Соединение с натягом обеспечивает взаимную неподвижность деталей после их сборки.
НАИМЕНЬШИЙ НАТЯГ – Nmin разница наибольшего отверстия и наименьшего вала.
Nmin = dmin -Dmax = ei-ES
НАИБОЛЬШИЙ НАТЯГ – Nmax - разница наибольшего отверстия и наименьшего вала.
Nmax = dmax - Dmin = es -EI
ДОПУСК НАТЯГА TN - разница наибольшего и наименьшего натягов, либо сумма допусков.
TN =Nmax - Nmin = TD + Td
Переходная посадка – посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала.
Переходные посадки - характеризуется наличием, как зазора, так и натягов и перекрытием полей допусков.
Возможен: НАИБОЛЬШИЙ НАТЯГ и НАИБОЛЬШИЙ ЗАЗОР, наименьшие значения равны нулю.
ДОПУСК ПЕРЕХОДНЫХ ПОСАДОК TSN это сумма предельных параметров (зазора и натяга) или сумма допусков сопрягаемых деталей.
t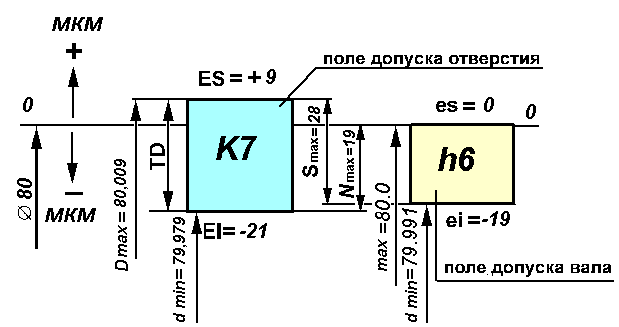 s,n
=Тпос
= Smax+
Nmax
= td
+
Тd
s,n
=Тпос
= Smax+
Nmax
= td
+
Тd
ПОСТРОЕНИЕ СИСТЕМ ДОПУСКОВ И ПОСАДОК.
СИСТЕМА ДОПУСКОВ И ПОСАДОК - совокупность рядов допусков и посадок закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
Система упорядочивает и облегчает назначение допусков и посадок, а также ограничивает необходимое и достаточное количество их, обеспечивая возможность выбора по точности и характеру сопряжений.
Применение стандартов обязательно!!!
ЕДИНИЦА ДОПУСКА.
Единица допуска экспериментально установленная зависимость, позволяющая объективно оценивать точность размеров разной величины и необходимых для обоснованного составления ряда допусков.
Единица допуска - множитель в формулах допусков системы, являющийся функцией номинального размера.
Единицу допуска определяют по формуле для размеров до 500 мм.
![]()
Разные по величине допуски можно рассматривать как произведение некоторого коэффициента а на единицы допуска i;
Т = a i,
где а – число единиц допуска, зависящее от точности изготовления (квалитет) и не зависящее от номинального размера. Последовательность коэффициентов а построена по стандартному ряду R5 с j5= ………..