

12. Генерация опорного напряжения
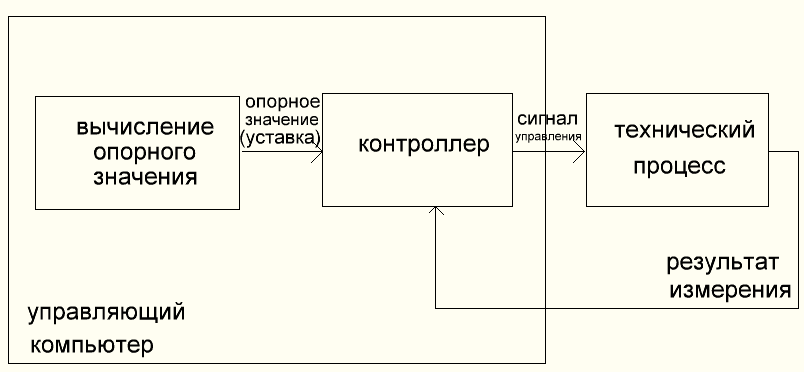
Иногда в химической реакции необходимо поддерживать величину температуры в соответствии с опорным значением, т.е. уставка их , которое постоянно пересчитывается во время протекания процесса. Вычисление опорной температуры недолжно иметь заметного запаздывания , т.к. каждое её новое значение должно быть рассчитано до момента очередного сравнения с текущей температурой. Этот процесс представлен на рисунке:
Система, отслеживающая значение опорного сигнала с достаточной точностью и быстротой называется сервомеханизмом. В сервосистемах опорные значения либо рассчитываются, либо задаются в виде таблицы, например в системе управления роботом перемещение манипулятора как функции времени описывается траекторией. Траектория рассчитывается заранее как кривая в пространстве, которая называется путь или контур и хранится в табличном виде в памяти компьютера вместе с заданными интервалами времени. Т.о набор опорных значений для контроллеров положения шарниров манипулятора известен в любой момент времени. Однако во многих случаях траектория должна рассчитываться одновременно с перемещением манипулятора робота, что существенно загружает центральный процессор из-за сложности геометрии манипулятора. Каждое вновь вычисленное опорное значение сравнивается с текущим положением, затем компьютер посылает сигналы коррекции двигателя управляющим механическими шарнирами. Должна быть также предусмотрена и обратная операция, а именно определение положения манипулятора по углам поворотов шарниров. Оба вида расчётов требует значительных вычислительных ресурсов и критичны во времени.
13. Системы содержащие несколько контуров регулирования
Во многих приложениях необходима регулировать среду нескольких параметров, а именно
1)Температуру 2) Уровень 3) Давление 4) Положение - для каждого из которых используется свой контур управления
В большинстве случаев эти задачи можно решить отдельно друг от друга с помощью локальных специализированных регуляторов на основе алгоритма рис 1. Альтернативным решением является использование центрально управляющего кон-ра, который выполняет одну и ту же программу для различных параметров и входных данных каждого контура. Эта управляющая подпрограмма ,для каждого контура может исполняться со своей периодичностью.
Пример: рассмотрим офисное здание или многоквартирный дом,в котором необходимо регулировать температуру каждой отдельной комнаты. Фактически значение температуры в каждой комнате зависит от влияния внешних факторов. Открытых и закрытых окон и дверей,кол-ва людей в комнате вкл. Освещения и.т.д. для регулирование температуры в этом случае можно использовать 1 компьютер который поочерёдно обслуживает каждую комнату. Компьютер многократно использует одну и туже программу управления, каждый раз с новыми значениями параметров входных и выходных переменных.
14.Взаимосвязанные системы
На сложных производствах одновременно используются разные типы управления и, соотв, существует взаимосвязь между частыми процессами
Например запуск пром. процесса может заключатся выполнением ряда последовательных сигналов аналогично хим. реактору после достижения процессом заданного рабоч. сост. управл. переводится на систему регулирования с обратной связью для более точного поддержания требуемого режима.
Примером в этом смысле могут служить системы ЭП и хим.реактор.
Двигатель или реактор выводится на рабочий режим при помощи управляемой последовательности событий , а затем вступает в действие регулятор с ОС для поддержания требуемых значений скорости вращения или температуры соответственно. Пример из поточного производства служит иллюстрацией другого вида взаимодействия структур управления. В технол. Линии робот перемещает детали между несколькими станками с ЧПУ .
Положение и скорость каждого механизма включая и робота управляется несколькими контурами регулирования с ОС типа показанных на рисунке
очевидно что механизмы не могут работать независимо и их действия должны координироваться.
Для синхронизации работы станков и робота необходимо наличие управляющей системы, а именно диспетчера. Механизм посылает диспетчеру сигналы о своём рабочем состоянии: операция выполнена , станок готов к получению детали, робот блокирован.
Диспетчер определяет соответствующие управляющее воздействие для наиболее эффективного использования станков и робота одновременно пытаясь избежать конфликтных ситуаций типа длительного простоя станков или взаимоблокировки .