

2.14. Геометрия рабочего инструмента для вытяжки.
Радиусы закругления кромки матрицы: относительный радиус /S. Выбирается по справочникам, в зависимости от толщины Ме, марки материала, коэффициента вытяжки m. Например, для стали при большой степени деформации (m малы → m≈ 0,45- 0,5):
( S/D) * 100 % |
3,0 |
1,5 |
0,5 |
0,25 |
|
5 |
8 |
12 |
14 |
|
3 |
5 |
8 |
9 |
Здесь –радиус закругления кромки пуансона. При больших значениях m (m= 0,55…0,65) можно брать меньше /S. Если вытяжка многооперационная, то на каждой последующей операции можно уменьшать.
Обычно принято считать: >(5-6)*S.
Односторонний зазор между пуансоном и матрицей Z:
Z = S+ δ+a,
где S- номинальная толщина металла; δ-положительное(верхнее) отклонении
допуска на толщину металла; а- прибавка, определяющаяся по таблице в зависимости от S : чем ↑S,тем ↓а.
Расчёт диаметров
пуансона и матрицы
![]() и
и ![]() за
за
висит от того ,как задан размер детали:
а) допуск на наружный размер
=![]() ;
;
=
![]() ;
;
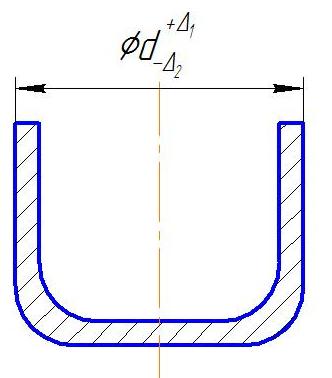
Рис. 2.33. Наружный размер заготовки
где П - припуск на
износ матрицы; П ≈ (0,8-1,0)*![]() ,
,
![]() отрицательное (нижнее) отклонение
допуска на размер детали;
отрицательное (нижнее) отклонение
допуска на размер детали;
![]() -
допуски на изготовление матрицы и
пуансона; берутся по 6-8 квалитету точности
(пуансон по h,
матрица по H);
-
допуски на изготовление матрицы и
пуансона; берутся по 6-8 квалитету точности
(пуансон по h,
матрица по H);
![]() -
берутся по 12-14 квалитету точности.
-
берутся по 12-14 квалитету точности.
б)допуски на внутренний размер
![]() =
=
![]() ;
;
=![]() ;
;
П ≈ (0,2-0,5)*![]() .
.
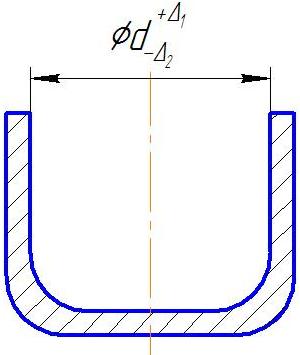
Рис. 2.34. Внутренний размер заготовки.
2.15. Расчет параметров при многооперационной вытяжке.
Расчётный коэффициент
вытяжки: m=
![]() ,
где d-
по средней линии.
,
где d-
по средней линии.
По таблице назначают
минимально допустимое значение
коэффициента 1-й вытяжки: ![]() =
ʃ(
=
ʃ(![]() *100%);
Чем ↓
*100%
, тем ↑
.
*100%);
Чем ↓
*100%
, тем ↑
.
Если m ≥ – одна вытяжка;
если m < - многооперационная вытяжки (две и более операции).
Например: D=300
мм; d=100
мм; m=
=0,33; S=2;
*100=![]() *100=0,67;
*100=0,67;
По табл.
≈0,55;
m
<![]() -
требуется несколько вытяжек.
-
требуется несколько вытяжек.
Минимальный допустимый коэффициент вытяжки на 2-й ,3-й и последующие:
![]() <
<
![]()
![]()
![]() .
.
Например, вытяжки
цилиндрической детали без фланца, при
*100%=1,5-2,0;
=0,48;
![]()
![]() =0,73;
=0,73;
Это объясняется тем что при 2-й вытяжке по сравнению с 1-й более сложное течение металла;
![]() металл упрочняется и уменьшается
пластичность.
металл упрочняется и уменьшается
пластичность.
Схема 2-й вытяжки:
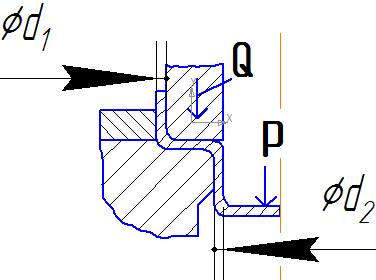
Рис.2.35. Схема второй вытяжки
Стакан Ø ![]() и высотой
и высотой ![]() перегибается на
перегибается на ![]()
![]() ;
;
![]() ;
;![]() .
.
При многооперационной вытяжке диаметр заготовок по операциям :
1) назнач. → = *D
2) назнач.
![]() →
→![]() =
*
=
*
3) назнач. ![]() =
=![]() *
*
![]() =
=![]() *
*![]() .
.
n- номер операции.
Принятые коэф.
вытяжки на каждой операции должны быть
больше мин. допустимой ![]() .
.
m=![]() .
.
Здесь m-расчетный коэф. вытяжки m= .
Пример: D=300 мм; d=100 мм; m= =0,33; S=2; *100=0,67;→ . ≈0,55; m < - многооперационная вытяжка.
Определим
≈0,75.
Если примем ,что ![]() и
и ![]() ,
то
,
то
![]() 0,55*0,75=0,41.
0,55*0,75=0,41.
m=
0,33<![]() 0,41→
нужна 3-я вытяжка. За две получим диаметры:
0,41→
нужна 3-я вытяжка. За две получим диаметры:
![]()
Таким образом, необходимый Ø d=100 мм за 2 операции не получить.
Назначаем ![]() ≈0,77.
Если принять, что
≈0,77.
Если принять, что ![]() ,
то
,
то![]() мм, то есть можно получить деталь за три
вытяжки.
мм, то есть можно получить деталь за три
вытяжки.
Перераспределим коэффициенты по операциям:
![]() =0,56;
=0,56; ![]() =0,76;
=0,76;
![]() =m/(
=m/(![]() =0,78.
=0,78.
Получили ![]() .
Диаметры по операциям:
.
Диаметры по операциям:
1)
=![]() *D=0,56*300=168
мм;
*D=0,56*300=168
мм;
2)
=![]() *
=0,76*168=128
мм;
*
=0,76*168=128
мм;
3) ![]() =
*
=0,78*128=100
мм; (округлить до целых).
=
*
=0,78*128=100
мм; (округлить до целых).
Рассмотрим расчёт высоты детали после 1-й вытяжки(по средней линии):
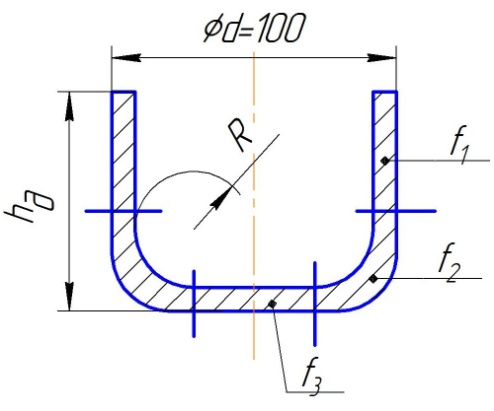
Рис.2.36. Расчет высоты детали после первой вытяжки.
D=
1,13*![]()
h’-неизвестный
![]() =π*
*
h’
=π*
*
h’
Схема детали:
![]() ;
;
![]() -
известна.
-
известна.
![]() (площади определяются по средней линии)
(площади определяются по средней линии)
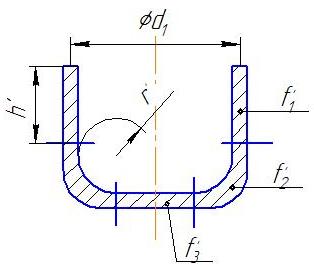
Рис. 2.37. Схема готовой детали
![]() ;
;![]() известны (т.к. известны все размеры).
известны (т.к. известны все размеры).
=![]() ;
π*
*
;
π*
*
h’=
h’= .
.
После 2-х и 4-х операций вытяжки пластические свойства металла детали исчерпываются и необходимо выполнить отжиг заготовки.