

2.5. Минимально допустимый радиус гибки.
Минимально допустимый радиус гибки должен соответствовать пластичности металла и не допускать образования трещин в зоне растяжения. Если гибка производится с малым радиусом ( r/s ≈ 1 и меньше), то следует располагать линию гиба поперек волокон проката.
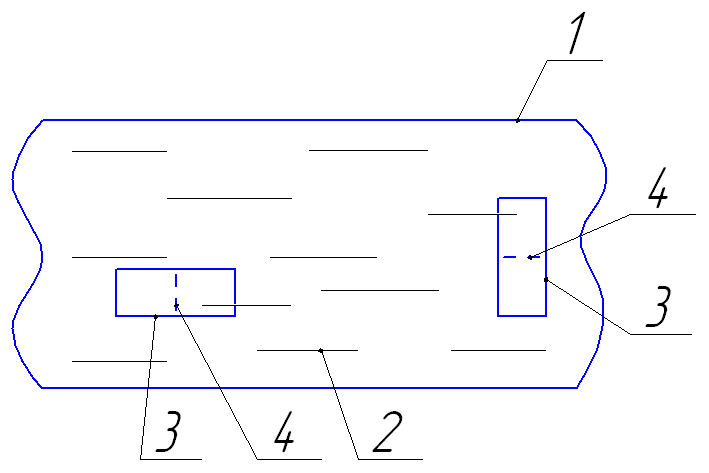
Рис. 2.12. Схема линии гиба поперек волокон проката
1- прокатаная полоса; 2- волокна металла; 3- заготовка; 4- линия гиба.
Вариант Б лучше, чем вариант А.
Если радиус гиба
достаточно большой, то можно применять
и вариант А ( линия гиба вдоль волокон
металла). Минимально допустимый радиус
гиба
![]() зависит от пластичности металла, толщины,
качества поверхности, состояния кромок.
Также
зависит от способа гибки, угла изгиба
и ширины заготовки. При резке заготовок
для гибки на ножницах или при вырубке
в штампах образуются заусенцы (на
поверхности среза). Заготовку следует
устанавливать заусенцами внутрь угла
изгиба. Заготовку следует подвергать
галтовке в барабане для удаления
заусенцев или производить зачистку
другим способом.
зависит от пластичности металла, толщины,
качества поверхности, состояния кромок.
Также
зависит от способа гибки, угла изгиба
и ширины заготовки. При резке заготовок
для гибки на ножницах или при вырубке
в штампах образуются заусенцы (на
поверхности среза). Заготовку следует
устанавливать заусенцами внутрь угла
изгиба. Заготовку следует подвергать
галтовке в барабане для удаления
заусенцев или производить зачистку
другим способом.
= k*s
Примерные значения коэффициента k приведены в таблице 2.2.
Таблица 2.2.
Материал |
Заусенец к матрице (снаружи от угла изгиба) |
Заусенец к пуансону (внутрь угла изгиба) |
||
Линия гиба поперек волокон |
Линия гиба вдоль волокон |
Линия гиба поперек волокон |
Линия гиба вдоль волокон |
|
Сталь 08; 10 |
0,8 |
1,5 |
0,3 |
0,8 |
Сталь 40; 50 |
3,0 |
6,0 |
1,2 |
3,0 |
Медь |
0,7 |
1,5 |
0,3 |
0,7 |
2.6. Расчет размеров заготовки при гибке
Определение размеров плоских заготовок, подлежащих гибке, основано на равенстве длины заготовки длине нейтрального слоя изогнутой детали.
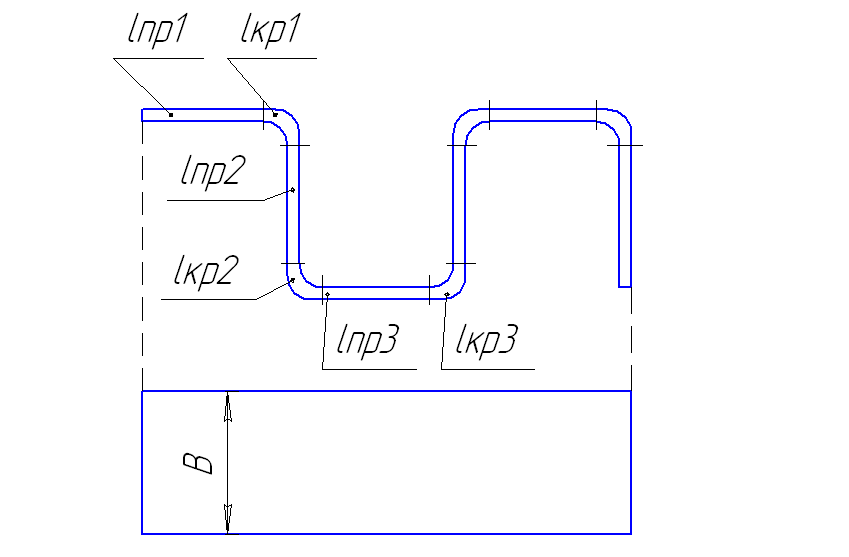
Рис.2.13. Схема детали при гибке.
Длина исходной
заготовки L
=
![]() +
+
![]()
![]() – длина прямолинейных
участков; их колличество n;
– длина прямолинейных
участков; их колличество n;
![]() – длина криволинейных участков; их
колличество m.
Длины прямолинейных участков берут
непосредственно с чертежа детали. Длины
кривых участков берут по длине нейтрального
слоя.
– длина криволинейных участков; их
колличество m.
Длины прямолинейных участков берут
непосредственно с чертежа детали. Длины
кривых участков берут по длине нейтрального
слоя.
![]() =
=
![]() =
=
![]() ,
,
где
![]() - радиус нейтрального слоя на -том
участке;
- радиус нейтрального слоя на -том
участке;
![]() - угол изогнутого участка. Нейтральный
слой немного смещен к внутренней
поверхности заготовки( к пуансону) от
средней линии( проходящей посредине
толщины заготовки).
- угол изогнутого участка. Нейтральный
слой немного смещен к внутренней
поверхности заготовки( к пуансону) от
средней линии( проходящей посредине
толщины заготовки).
Угол изогнутого участка только при 𝜑 = 90˚ равен углу гибки α. Во всех других случаях он составляет 𝜑 = 180˚ - α.
Например: α=120˚ → 𝜑=60˚
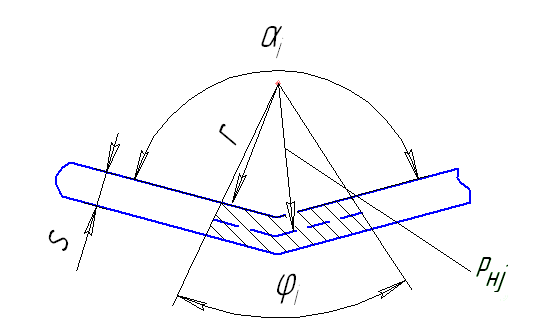
Рис.2.14. Схема изогнутого участка.
=
![]() +
+
![]() *s,
где коэффициент
= ƒ(
/s)
*s,
где коэффициент
= ƒ(
/s)
≤ 0,5; = 0,32…0,5
С увеличением /s увеличивается.
Пример.
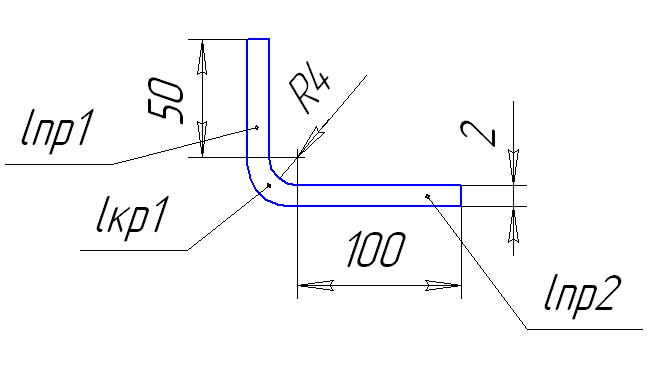
Рис.2.15. Схема углового участка
Угол гиба α=90˚ и угол изогнутого участка 𝜑=90˚
/s = 4/2 = 2
По таблице из Рудмана (справочник конструктора штампов) страница 179
k
= ƒ(
/s)
= 0,455;
![]() = r
+ x*s
= 4+0,455*2 = 4,9 мм
= r
+ x*s
= 4+0,455*2 = 4,9 мм
![]() =
=
![]() = 7,7 мм
= 7,7 мм
Длина исходной заготовки
L = 50+7,7 +100 = 157,7 мм
Ширина В детали и исходной заготовки одинаковы